时效态TC17焊接后不同热处理温度的力学性能
2015-05-31中航工业成都发动机集团有限公司张校宇
中航工业成都发动机(集团)有限公司 何 玲 乔 雷 张校宇
TC17合金是一种富β的α+β钛合金,其名义成分为Ti-5Al-2Sn-2Zr-4Mo-4Cr,具有强度高、断裂韧性好、淬透性高和锻造温度宽等一系列优点,能够满足损伤容限设计的需要和高结构效益、高可靠性及低成本制造的要求,特别适用于制造航空发动机压气机盘、叶片、鼓筒等零件[1]。
目前由于无损探伤的局限性,固溶态下TC17采取超声波探伤会出现较高的杂波,无法确切地判断内部质量是否满足标准要求,而时效态TC17则可避开无损探伤的局限性,可有效检测内部质量是否满足标准要求。
1 试验来源
为避免无损探伤的局限性,我国某新型高推重比发动机压气机盘件采用的设计方案是将时效态下TC17进行真空电子束焊接。从制造工业角度看,一种新型材料的应用前景不仅取决于材料自身的性能,同时也取决于其加工性能。由于当前无损探伤技术的限制,故采用时效态下TC17进行真空电子束焊接。
2 试验目的
一般来讲,时效态下进行焊接的接头力学性能损失较大,由于TC17材料自身特性,焊接后采用不同热处理温度改变组织状态以获得较好的综合力学性能,达到期望的使用要求。
3 试验方案
试验采用厚度为17mm的TC17锻件,β相锻造工艺,固溶温度800℃,4h,水冷;时效温度625℃,(1~4)h,水冷或炉冷,焊接尺寸规格为500mm×160mm×17mm,材料具体化学成分见表1。焊接接头为对接焊,电子束焊接,采用下聚焦,具体焊接参数见表2。

表1 TC17材料成分(质量分数)%
焊接后进行无损检测(目视、荧光、X光)合格后,选择焊缝中段区域作为组织观察试样,采取线切割,经机械打磨、抛光、腐蚀制备金相试样;采用光学显微镜观察组织形态;室温和400℃的拉伸试验,室温冲击试验。
4 实验过程及结果
(1)焊接后先采用550℃的热处理,随后进行力学试验,结果显示冲击韧性的平均值为4.34J,不到母材的20%;
(2)将焊后热处理温度调整为580℃,其冲击韧性的平均值为4.43J,仍没有太大的改善;
(3)经过上述550℃、580℃的焊后热处理,力学性能改善虽不明显,但有改善的趋势,故焊后继续调整温度600℃、620℃、640℃热处理,其冲击韧性的平均值为5.67J、6.67J、7.0J。
5 实验结果分析及讨论
5.1 焊接接头的力学性能测试
母材在室温、400℃时的力学性能见表3。
(1)焊接接头不同热处理温度后室温。拉伸性能测试室温拉伸测试数据见表4。几种不同焊后热处理温度的拉伸试样均断在母材上,接头的抗拉强度随着焊后热处理温度(低于时效温度625℃)呈升高趋势,超过时效温度625℃的热处理温度后又呈下降趋势;在600℃时,强度(如图1所示)上升较缓,塑性(如图2所示)急剧下降,且试样断裂在焊缝中间,由于断裂的异常性,通过对断口横、纵截面的微观组织分析,整个断裂为脆性断裂且有裂纹源,可能是焊接接头存在的微缺陷导致的脆性断裂。

图2 室温拉伸塑性Fig.2 Tensile plastic of samples in room temperature

表3 母材的力学性能数据(平均值)

表4 接头的室温拉伸数据(平均值)

图1 室温拉伸强度Fig.1 Tensile strength of samples in room temperature
(2)焊接接头不同热处理温度后400℃时拉伸性能测试。400℃拉伸测试数据见表5。从图3、图4可看出,焊接接头400℃时的强度比较室温下的强度下降了,但仍能达到母材的90%;塑性在580℃时达到最高值,而后随着焊后热处理的温度增加而下降。在600℃的焊后热处理接头的力学性能出现异常,强度塑性下降急剧;对接头断口进行显微分析,断口无韧窝状是典型的脆断且有晶界微裂纹存在,室温拉伸在600℃时也出现异常。根据上述分析,可能在600℃焊后热处理是敏感温度导致晶界产生微缺陷而引起强度、塑性的急剧下降。
(3)焊接接头不同热处理温度后室温冲击数据见表6。从图5中可以看出,随着焊后热处理温度地升高,冲击吸收功得到明显改善,最高可达母材的30%;证明时效态下TC17焊接后热处理温度对冲击韧性有较大地影响。

图3 400℃拉伸强度Fig.3 Tensile strength of samples in 400℃
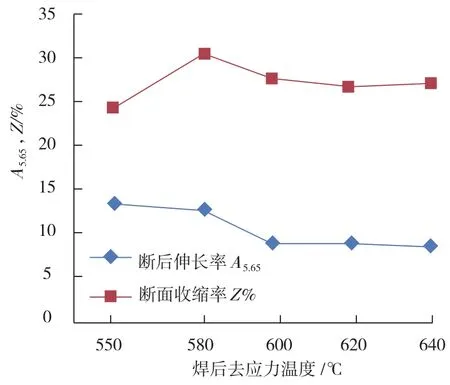
图4 400℃拉伸塑性Fig.4 Tensile plastic of samples in 400℃

表5 接头的400℃拉伸测试数据(平均值)

表6 接头的室温冲击数据(平均值KU2/J)

图5 室温冲击吸收功Fig.5 Impact ductility of samples in room temperature
6 试验结论
(1)TC17在时效态下电子束焊焊接性能较好,室温、400℃下的强度塑性与母材相当,但冲击韧性较差;620℃相比较其它热处理温度是较为理想的焊后热处理温度,其强度、塑性、韧性等综合力学性能较好。
(2)TC17在时效态下电子束焊接后进行620℃的去应力热处理,尽管冲击韧性较好,也仅为母材的30%左右。
(3)由于接头在焊后600℃热处理其室温、400℃下的强度、塑性出现异常,需进一步研究焊后600℃热处理对其力学性能的影响原因。
[1] 《中国航空材料手册》编辑委员会 中国航空材料手册第2版.钛合金铜合金(第4卷),2002.
[2] 季亚娟,张田仓,李晓红,等。TC11/TC17钛合金线性摩擦焊接头组织与性能. 航空制造技术,2001(8):66-69.
