碳纤维增强复合材料铣削加工技术研究进展*
2015-05-31上海交通大学机械与动力工程学院王昌赢明伟伟安庆龙
上海交通大学机械与动力工程学院 王昌赢 文 亮 明伟伟 安庆龙 陈 明
中国商飞上海飞机制造有限公司 张烘州
碳纤维增强复合材料(Carbon Fiber Reinforced Polymer,CFRP)作为最具代表性的一种先进树脂基复合材料,由于具有比强度高、比刚度大、优良的耐腐蚀性和低热膨胀系数等诸多优点,其在航空航天、生物医疗、交通运输等领域得到了广泛的应用[1-3]。
一般CFRP零件均为一次整体成型,但为满足零件最终的形状、尺寸和装配要求,CFRP零件通常需要进行铣削加工。随着CFRP使用量的增加,铣削加工在CFRP加工中的需求量也越来越大[4]。
碳纤维增强复合材料是一种典型的难加工材料。由于各向异性、非均匀性、层间结合强度低等特点,碳纤维增强复合材料在铣削加工中易出现表面分层、毛刺、表面粗糙度差、纤维拔出、撕裂等加工缺陷。此外,在CFRP的切削加工过程中,碳纤维的摩擦作用会使刀具加速磨损和刃口钝化[5-6],钝化的切削刃在切削碳纤维时会因为不够锋利而加剧加工缺陷的发生,这给CFRP加工和应用的企业带来诸多困扰。
目前,国内关于碳纤维增强复合材料铣削加工技术的研究还处于起步阶段。为改进CFRP切削加工工艺,必须从CFRP材料切削去除机理,切削刀具材料选用、刀具几何结构设计和涂层处理,加工表面缺陷形式等方面开展系统、深入的研究。本文主要从以上几个方面针对近年来国内外对于碳纤维增强复合材料铣削加工中的研究进展进行综述。
铣削加工机理
CFRP的切削加工机理和金属材料的切削加工机理是完全不同的。在切削材料去除过程中,CFRP材料没有金属材料切削中常见的塑性变形、剪切流动等材料变形过程,材料的主要去除形式为受到挤压、剪切、弯曲、拉伸之后直接发生脆性断裂。这主要是由碳纤维材料本身的属性所造成的,碳纤维一般在受到较小程度的变形时就会引发脆性断裂。由于CFRP层合板显著的方向性,在不同纤维方向角下会形成不同的切削关系,相应的材料去除机理和切屑形成机理也会有重要区别。
由于各向异性的存在,碳纤维增强复合材料层合板的铺层角度对CFRP的铣削过程有非常重要的影响。在铣削CFRP过程中,纤维方向角定义为刀具进给速度方向沿逆时针与纤维方向所成的夹角,纤维切削角定义为刃口切削速度方向沿逆时针与纤维方向所成的夹角[7]。纤维切削角由纤维方向角和刀具旋转角共同决定,3者之间的关系如图1所示。

图1 铣削CFRP层合板中纤维切削角、纤维方向角和刀具旋转角之间关系

图2 切削不同纤维方向的CFRP层合板典型加工表面
不同纤维方向的CFRP加工机理也差别巨大。图2给出了不同纤维方向的CFRP在正交切削时所形成的典型加工表面[8-9]。可以发现,由于纤维切削角的存在,CFRP层合板表面加工质量具有显著的方向性,表面形貌和轮廓会随着纤维切削角的不同而发生变化。在顺纤维方向切削加工时,CFRP材料的表面加工质量相对较好,表面轮廓平滑。在逆纤维方向切削加工时,CFRP材料的表面质量明显下降,出现周期性波动表面轮廓,并出现沿纤维方向向工件基体内部扩展裂纹的趋势[8-9]。由此可见,纤维方向是影响CFRP表面加工质量的重要因素。
图3给出了切削加工不同纤维铺层方向的CFRP层合板材料去除机理示意图。当纤维切削角θ=0°时,材料去除机理为平行于纤维方向的树脂基体剪切断裂以及垂直于纤维方向的挤压弯曲断裂,被剥离的碳纤维沿刀具前刀面流出,形成粉末状切屑,属于I型材料去除机理。当纤维切削角0°<θ<90°时,切削状态为逆纤维切削关系,材料去除机理为铺层间首先发生90°层间拉伸断裂并向次表层扩展,随后碳纤维在刀具推挤作用下发生弯曲断裂和挤压剪切分离,形成切屑,属于III型材料去除机理。当纤维切削角θ=90°时,材料去除机理为90°方向挤压作用下的剪切断裂分离,并在切削刃底部发生90°层间拉伸断裂,形成微裂纹,属于IV型材料去除机理。当纤维切削角 90°<θ<180°时,材料去除机理为在切削刃作用下的剪切断裂以及沿碳纤维方向的层间剪切分离,形成切屑,属于V型材料去除机理。在逆纤维切削时,层间拉伸断裂和扩展易导致次表层分层缺陷的发生,因而表面质量较差。而在90°及顺纤维切削关系下,材料去除机理主要为挤压作用下的剪切断裂,消耗的能量多,故切削力较大。

图3 不同纤维铺层方向的CFRP层合板切削加工材料去除机理示意图
除了纤维切削方向角,刀具前角和刀具切削刃钝圆半径也对CFRP材料去除机理有着重要影响。刀具前角为正前角时和负前角时材料的去除机理也是不一样的。一般铣削加工碳纤维增强复合材料要求刀具切削刃具有锋利的刃口,即采用正前角或0°前角切削。当采用负前角切削时,一方面,降低了刃口的锋利程度,不利于切削刃快速切断纤维;另一方面,其切削机理也发生了变化。例如,切削加工0°方向的碳纤维增强复合材料层合板,当刀具切削刃为负前角时,切削刃前方的碳纤维受到平行于碳纤维方向的挤压力,由于负前角的存在,切屑很难沿前刀面流出,而是堆积在刀具前刀面上,并引起二次挤压力和二次断裂,堆积到一定程度后才会沿前刀面排出,这属于II型材料去除机理,II型切削加工状态大大增加了切削力,同时使切削区温度上升。
当切削刃钝圆半径增大时,切削力会增大,实际上是形成了负前角切削状态。负前角和大的刀具钝圆半径均不利于快速切断碳纤维。通常,锋利的刀具切削刃刃口半径约5~20μm,而单根碳纤维的直径约为5~8μm,过大的切削刃钝圆半径会使切削刃前方的CFRP铺层受到挤压,不仅增强了CFRP在后刀面上的回弹效应,还进一步加剧了CFRP与后刀面的摩擦,因而会消耗更多的能量,产生更多的摩擦热量,使切削力增大,切削区温度上升。
一般情况下,高切削速度有利于刀具快速切断碳纤维,而较小的进给速度则能够获得更小的表面粗糙度,因此,常用高切削速度和低进给速度来加工CFRP以获得更好的表面加工质量。Schorník V等[10]在给定铣削速度下(75m/min)对CFRP层合板进行铣削加工试验,研究发现以加工表面粗糙度为优化目标得到最优进给量为200mm/min,而并非最小值150mm/min。Karpat等[11-12]采用直槽PCD铣刀槽铣加工CFRP单向层合板,基于铣削力系数,建立了铣削瞬时刚性力模型,得到了不同纤维切削角下的铣削力系数。研究发现,轴向和切向铣削力系数随切削力变化时近似呈正弦函数关系,得到了正弦函数拟合公式,并进行了试验验证。
专用铣削加工刀具
1 刀具材料
由于碳纤维对刀具刃口的快速磨损作用,CFRP切削刀具应具备较好的抗摩擦磨损性能。锋利的切削刃口可以快速切断碳纤维,减少分层、毛刺等加工缺陷的发生。良好的抗摩擦磨损性能能够保持刀具锋利切削刃口,而磨钝的切削刃则可能引起大量的分层和毛刺等加工缺陷,导致加工精度下降。在工业生产中,需要根据被加工零件的加工精度和表面加工质量确定刀具磨损标准。因此,抗摩擦磨损性能和锋利的切削刃口是CFRP铣削加工刀具所需具备的两大关键性能。
目前,加工CFRP应用较广泛的主要有整体硬质合金刀具、金刚石涂层硬质合金刀具和聚晶金刚石(Polycrystalline diamond,PCD)刀具。传统的高速钢或高速钢涂层刀具在加工CFRP时会快速磨损,耐用度较低。陶瓷刀具因不具有很好的抗机械冲击能力而不适宜用于CFRP的加工。
整体硬质合金刀具价格最低,切削刃比涂层刀具锋利,但磨损较快、耐用度也较低。其主要的磨损机理为磨粒磨损,磨损形式和失效形式主要为刃口钝化。因此,如何保持硬质合金刃口的锋利度成为制约其应用的主要因素[13]。
金刚石涂层硬质合金刀具采用化学气相沉积(Chemical Vapor Deposition, CVD)的方法在硬质合金基体上沉积一层金刚石薄膜(2~10μm),以增强硬质合金的抗磨损性能。涂层后,其切削刃钝圆半径相应增大,锋利程度相对下降,但刀具抗磨损性能好。其主要的磨损机理为磨粒磨损,磨损形式为涂层剥落,失效形式为刃口钝化。目前,金刚石涂层硬质合金刀具使用较为广泛。
PCD铣刀(聚晶金刚石刀具)通常焊接在硬质合金基体上,然后再通过精密磨削刃口达到尺寸要求。其切削刃口半径可以磨削得非常小(通常5μm左右),表面磨削得非常平整,可以获得非常锋利的切削刃口,同时具有非常低的表面摩擦系数以及超高的硬度和强度,可以快速切断纤维,减少加工缺陷,提高加工表面质量,但是一方面PCD铣刀属于硬脆材料,抗冲击性能差,容易发生崩刃;另一方面,PCD刀具价格昂贵,因此主要应用在对表面加工质量和刀具寿命有较高要求的场合。
2 刀具结构
针对CFRP层合板的加工,在刀具结构设计的原则上主要以降低或抵消轴向切削力为原则。针对CFRP铣削加工,主要的刀具类型有小螺旋角铣刀、直槽铣刀、人字齿铣刀和Burr铣刀,如图4所示。其中小螺旋角铣刀分为左螺旋和右螺旋铣刀两种,较小的螺旋角可以降低轴向切削力,减小表面分层。直槽铣刀铣削CFRP时几乎不产生轴向力,因而也可以减小表面分层。人字齿铣刀通过左螺旋齿和右螺旋齿相互抵消,降低或中和轴向切削力,减小表面分层。Burr铣刀齿形交错,分散了轴向力,研究表明采用Burr铣刀可以减小加工缺陷,提高表面加工质量,但有切屑堵塞的风险,容屑空间较小,适合用于精加工,而直槽铣刀则能够在CFRP层合板的粗加工中实现更高的切削速度和进给速度,提高加工效率。

图4 典型CFRP铣削加工专用刀具
Han等[14]通过试验对比研究了人字齿和Burr铣刀侧铣加工CFRP层合板,研究发现在相同的加工参数下,Burr铣刀可以获得更小的切削力、刀具磨损量和更好的表面加工质量。De Lacalle等[15]对比研究了用不同涂层的Burr铣刀和PCD铣刀铣削加工CFRP层合板,认为PCD铣刀相比于其昂贵的售价不能达到相应的高加工质量。Hosokawa等[16]研究了铣削多向铺层的CFRP单向层合板铣削加工,发现大螺旋角刀具能够减小切削力、减少刀具磨损,产生了更光滑和更少表面缺陷的加工表面,但大螺旋角刀具增大了轴向力,因而产生了更多的上下表面毛刺。Haddad等[17]通过试验手段研究了用小螺旋角铣刀和Burr铣刀侧铣CFRP层合板时铣削加工表面质量和切屑粉尘颗粒大小分布。研究显示,Burr铣刀相比于小螺旋角铣刀能获得更好的表面加工质量。切屑中出现的大量有害粉尘颗粒,大小比理论切屑尺寸小,这是由于在切削加工中的纤维断裂所致。颗粒大小分布与刀具结构和切削参数有关。
表面加工质量
在铣削CFRP层合板时,主要的加工缺陷有上下表面分层(毛刺)、纤维抽出(表面凹陷)、加工表面微裂纹、纤维抽出(纤维脱粘)以及热损伤(如树脂降解)等几种类型,如图5所示。影响铣削表面加工质量的因素主要有纤维铺层方向、刀具刃口锋利度和加工参数。
铣削不同纤维方向的CFRP层合板会导致不同的加工缺陷。碳纤维和玻璃纤维具有自润滑效应,所以在加工过程中易发生纤维的脱粘[18]。铣削0°纤维方向的单向CFRP层合板容易产生纤维抽出和纤维脱粘;铣削90°纤维方向的单向CFRP层合板容易产生表面微裂纹;铣削45o逆纤维方向单向CFRP层合板时,由于切削刃切出时处于逆纤维切削状态,表面呈现波浪状起伏,纤维抽出和树脂凹陷并存,导致了表面质量的严重下降。刀具在刃口钝化的情况下加工将会导致切削力增大,产生各种加工缺陷。热损伤则主要是由于采用了不合适的加工参数导致,如过高的切削速度会产生大量切削热,达到树脂的玻璃化温度后,树脂就会发生降解,更容易与碳纤维分离,因而更容易导致纤维脱粘、纤维抽出以及表面凹陷等表面加工缺陷。
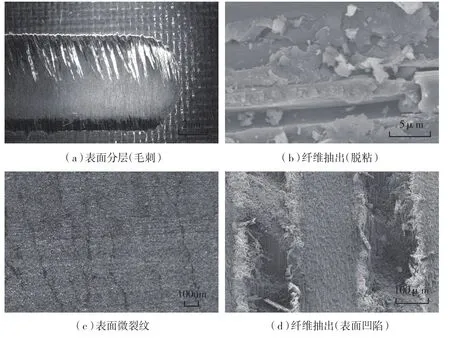
图5 铣削CFRP时主要的加工缺陷
Hintze等[7]采用直槽PCD铣刀槽铣削不同纤维方向角的单向CFRP层合板,研究发现表面分层(毛刺)只发生在90°~180°纤维切削角的区域内,而几乎不受纤维方向角影响。周井文等[19]通过铣削试验研究了纤维铺层方向对CFRP层合板铣削加工表面形貌的影响,研究发现0°方向纤维表面破碎树脂与纤维的残留随着进给量的增大而增多;135°方向纤维表面树脂粘附逐渐减小;90°方向纤维表面会有大小不同的微坑,同时在样件上下表面易产生分层缺陷;45°方向纤维表面多呈现沟槽或波浪形形貌。Geis等[20]在对CFRP进行铣边加工时,采用在工件上表面临近边界处预加工出凹槽的方法,显著降低了铣削加工分层、毛刺等缺陷。Hosokawa A等[16]研究了铣削多向铺层的CFRP单向层合板铣削加工,发现不同角度的铺层对刀具的磨损量是不一样的,其中90°纤维切削角方向和135°顺纤维方向磨损量较大,而45°逆纤维方向磨损量最小,刀具磨损量大小和切削力大小关系一致。Nor Khairusshima等[21]在铣削加工CFRP层合板时采用冷气流的方法以降低切削区温度,研究发现,相比于不采用冷气流降温,刀具耐用度可提高30%~45%,同时也改善了表面加工质量。
结论
本文主要针对近年来国内外对于碳纤维增强复合材料铣削加工研究进展进行了综述,在CFRP层合板切削加工机理、刀具设计以及铣削加工缺陷等方面可以得到如下结论。
(1)纤维切削角是影响CFRP层合板加工状态最重要的因素,不同纤维切削角下,CFRP材料去除机理不同,具体表现为切削力及表面加工表面质量差异明显。
(2)CFRP切削刀具选用应主要考虑提高抗磨损能力和刃口锋利程度,刀具结构设计应主要以降低或抵消轴向切削力为原则,以减小加工缺陷。
(3)CFRP层合板表面加工缺陷主要包括表面分层(毛刺)、表面凹陷、加工表面微裂纹、纤维脱粘以及热损伤,且主要受纤维切削角和刀具刃口锋利程度影响。
[1]Abrão A M, Faria P E, Campos R J C, et al. Drilling of fiber reinforced plastics:A review. Journal of Materials Processing Technology, 2007, 186(1): 1-7.
[2]Khashaba U. Drilling of polymer matrix composites: A review. Journal of Composite Materials, 2013, 47(15): 1817-1832.
[3]Kumar D, Singh K K. An approach towards damage free machining of CFRP and GFRP composite material: a review. Advanced Composite Materials, 2014(ahead-of-print):1-15.
[4]简龙艺, 林有希.碳纤维复合材料铣削加工研究进展.工具技术, 2014, 48(4):3-6.
[5]Wang X, Kwon P Y, Schrock D, et al.Friction coefficient and sliding wear of AlTiN coating under various lubrication conditions.Wear, 2013, 304(1-2): 67-76.
[6]Wang X, Kwon P Y, Sturtevant C, et al. Tool wear of coated drills in drilling CFRP.Journal of Manufacturing Processes, 2013, 15(1):127-135.
[7]Hintze W, Hartmann D, Schütte C.Occurrence and propagation of delamination during the machining of carbon fibre reinforced plastics (CFRPs) — An experimental study.Composites Science and Technology, 2011,71(15): 1719-1726.
[8]Wang X, Zhang L C. An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics.International Journal of Machine Tools and Manufacture, 2003, 43(10): 1015-1022.
[9]Pecat O, Rentsch R, Brinksmeier E.Influence of milling process parameters on the surface integrity of CFRP. Procedia CIRP, 2012,1: 466-470.
[10]Schorník V, Daňa M, Zetková I. the influence of the cutting conditions on the machined surface quality when the CFRP is machined. Procedia Engineering, 2015, 100:1270-1276.
[11]Karpat Y, Bahtiyar O, Değer B.Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates. International Journal of Machine Tools and Manufacture, 2012, 56: 79-93.
[12]Karpat Y, Polat N. Mechanistic force modeling for milling of carbon fiber reinforced polymers with double helix tools. CIRP Annals -Manufacturing Technology, 2013, 62(1): 95-98.
[13]明伟伟,王昌赢, 魏莹莹, 等.纤维增强复合材料制孔刀具技术研究进展.航空制造技术, 2013 (14): 34-37.
[14]Han S, Chen Y, Xu J, et al.Experimental study of tool wear in milling multidirectional CFRP laminates. Materials Science Forum, 2014, 770: 276-280.
[15]De Lacalle N L, Lamikiz A, Campa F J, et al. Desing and test of a multitooth tool for CFRP milling. Journal of Composite Materials,2009, 43(26): 3275-3290.
[16]Hosokawa A, Hirose N, Ueda T, et al. High-quality machining of CFRP with high helix end mill. CIRP Annals - Manufacturing Technology, 2014, 63(1): 89-92.
[17]Haddad M, Zitoune R, Eyma F, et al.Study of the surface defects and dust generated during trimming of CFRP: Influence of tool geometry, machining parameters and cutting speed range. Composites Part A: Applied Science and Manufacturing, 2014, 66: 142-154.
[18]Sheikh-Ahmad J Y. Machining of polymer composites. New York: Springer,2009:143-235.
[19]周井文, 陈燕, 傅玉灿, 等.进给速度对不同纤维方向CFRP铣削表面形貌的影响.复合材料学报, 2015, 32(2): 370-377.
[20]Geis T, Klingelhöller C, Hintze W.Constant depth scoring of fibre reinforced plastic structures to prevent delamination. Procedia CIRP, 2014, 14: 205-210.
[21]Nor Khairusshima M K, Che Hassan C H, Jaharah A G, et al. Effect of chilled air on tool wear and workpiece quality during milling of carbon fibre-reinforced plastic. Wear, 2013, 302(1-2):1113-1123.
