飞机复合材料的发展前景及修理前瞻
2015-05-30徐伟杰张传玺
徐伟杰 张传玺


[摘 要]民用航空器上复合材料应用比例越来越大,使用和维护过程中都不可避免地会发生结构缺陷和损伤,有必要对复合材料部件进行定期检查并针对可能的缺陷进行修理,从而降低飞机的运营成本。
[关键词]民用航空器;复合材料;结构缺陷;材料损伤;定期检查
[DOI]10.13939/j.cnki.zgsc.2015.45.143
1 复合材料的重要性及发展前景
复合材料是指有机高分子、无机非金属或金属等几类不同材料通过复合工艺组合而成的复合材料,它既能保留原有组分材料的特色,又通过材料设计使各组分的性能互相补充并彼此关联与协同,从而获得原组分材料无法比拟的优越性能,与一般材料的简单混合有本质的区别。
相对于金属材料,复合材料有相对不易腐蚀;不会产生金属疲劳;可设计载荷;可减少连接部件(同步成型);减重;节油等特点,并且采用复合材料的部位、面积和重量也日益增加,复合材料已成为继铝、钢、钛之后的四大航空材料之一。复合材料在航空器上的应用,特别是民用航空器上的应用比例也会越来越大。
先进复合材料是指用碳纤维等高性能增强的复合材料,具有优异的综合性能。其具有以下优点。
1.1 质轻、高强
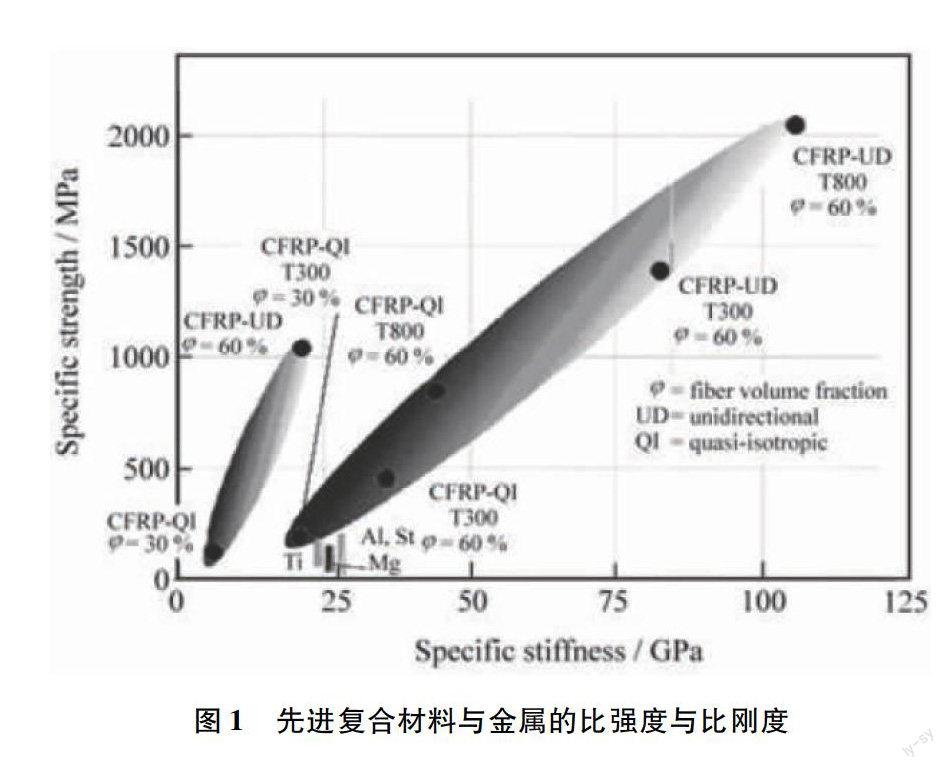
飞机结构中广泛使用的碳纤维复合材料的密度只有钢的1/5、铝的3/5,但比强度是钢的5倍、铝的4倍、钛合金的4.5倍以上。复合材料的使用可使一个金属零件重量减轻20%左右,在B777中,所减轻的重量相当于15名旅客和行李的重量。图1显示了复合材料高比强高比模的突出优势。
1.2 耐腐蚀性好
复合材料较之金属和非金属常规材料具有更为优异的抗腐蚀性,能够延长飞机的使用寿命、减少民航开支、提高经济效益。
1.3 具有极好的抗疲劳性能
对于拉伸或压缩构件,复合材料具有较高的强度重量比,比相同铝制件可以高出30%,现以空气动力表面如副翼来说,当上表面承载时处于压缩状态,下表面处于拉伸状态,飞机在飞行中时而承受拉力时而承受压力因而容易产生疲劳。使用复合材料合板制作的副翼,因为各铺层是按一定的方向铺放的,结构可以更好地承受来自各方面的载荷,因而可以比铝制件有更好的抗疲劳性能。
1.4 具有良好的减振性能
由于复合材料的比摸量高,其自振频率也高,这是因为受力结构的自振频率与其结构材料比模量的平方根成正比,高的自振频率决定了复合材料有很强的吸振能力,可以避免结构在一般工作状态下发生共振,不易造成振动破坏。同时,复合材料中高韧性的基体材料也具有显著的振动阻尼特性。
1.5 断裂安全性好
纤维复合材料中大量独立存在的纤维通过具有韧性的基体把它们粘合成整体,当结构中有少数纤维断裂时,其他完好的纤维就会将载荷接受下来并重新进行分裂,因而构件不至于在短时间内发生断裂,故断裂安全性好。
1.6 耐高温性好
复合材料具有较好的耐高温性,可作为耐高温材料来使用,主要应用于燃烧室、燃烧室浮壁、涡轮外环、火焰稳定器、尾喷管调节片等。
空客、波音、国产飞机的复材应用比例也逐步增加;但复合材料本身的结构稳定性并不出色,且大量的复合材料部件在生产、使用和维护过程中都不可避免的会发生结构缺陷和损伤,如果将损坏的部件全部报废,必然会造成成本的大幅度提高,因此有必要对民用航空器复材部件进行定期检查并针对可能的缺陷进行修理以降低其报废率,从而降低飞机的运营成本。根据美国NASA调研结论,复合材料的修理问题已经成为阻碍复合材料进一步应用的主要问题之一。
2 复合材料修理发展现状
目前,欧美在复合材料修理上基本处于垄断地位。以美国航空器零组件NORDAM为例,现在基本垄断了国际民用航空器发动机进气口整流罩等大型复材部件的维修市场。美国对复合材料修理的理论研究可以追溯到20世纪70年代,在复合材料修理设计(包括结构损伤容限和修理方法等)修理材料和修理工艺及工具设备主要方面上进行了长期的研究;同时美国空军也进行了大量实验,积累了丰富的使用经验。发展到现在,无论军机还是民机,都能以结构修理手册SRM的形式给出可修理数据。针对修理方法和相应的修理材料,已实现修理材料系列化,品种齐全多样,修理工艺成熟,设备工具完善,有完整损伤检测和评估系统。其最大的特征就是在复材部件设计时就开始考虑到其可维修性。欧洲在20世纪80年代中期也开始在正式的设计文件和维修手册中规定详细具体的复合材料结构的修理方法。现在正在进行快速修补、自动化修补、参数化工艺等研究并已拿出了成果,波音公司开发的CRAS软件已经可以自动计算出最佳修补参数。
我国在复材修理上的研究起步较晚,目前仍未形成系统化,国内对于复合材料修理技术的系统研究始于“九五”,从修理方法、研究方法入手,对层压板和蜂窝夹层结构的挖补、贴补修理进行深入研究,并对层压板冲击损伤的注射修理进行了探索性研究,目前仍处于跟踪国际现有技术的阶段,且所用修理材料和工具大部分为进口。还有一点,研究和应用主要集中在军用航空器上,这就造成民用航空器复合材料部件(特别是大型部件)的维修市场已经基本为国外垄断。
2.1 复合材料损伤和缺陷来源
一般按来源将复材失效分为缺陷和损伤。
缺陷是在生产制造过程中出现的先天性问题,其来源于制造时工艺水平不足,遵守工艺规格不严,质保质检措施不力等因素。如材料预浸和结构件固化成形过程中产生的缺陷:空隙、富胶、贫胶外来物夹杂不正确的纤维取向和铺层顺序、板厚超差、角度超差、变形;以及结构件机械加工和装配过程中产生的缺陷:划伤、有缺陷孔和过紧连接等。 值得注意的是有些缺陷比如板厚超差是无法进行维修的,一旦显露出来就只能报废。
损伤是指装配/使用过程中出现的后天性问题,包括使用阶段损伤、环境性损伤和人为性损伤。根据国外大量的使用经验,损伤中最主要的是冲击损伤,其次是人为性损伤。使用阶段损伤包括划伤、擦伤、边缘损伤,外来物冲击引起的分层、脱胶、凹痕和穿透性损伤等;环境性损伤包括雷电冲击引起的表面烧蚀和分层、冰冻/熔化引起的湿膨胀、热冲击造成的分层和脱胶、夹芯结构水分浸入引起的分层等;人为性损伤是指不良维护和乘客错误造成的损伤,比如粗暴的机务维修工作、工具设备和行李等的碰撞、乘客意外污染等。(为了方便叙述,下面将缺陷和损伤统称为损伤。)
2.2 复合材料部件无损检测
只要对复合材料部件进行定期检测,及时发现可能的损伤,就能及时进行针对性修理,以延长部件寿命,节省飞机整体运行成本。
现在常用的检测方法有:
(1)目视检查法。用人的眼睛或与一些辅助设备,对飞机构件表面做直接观察,发现构件表面损伤,并根据个人的技能和技术规范对损伤做出判断和评价。适用于初步检查;
(2)敲击检查法。通过敲击表面,检查和确定脱胶和分层范围,适用于初步检查;
(3)超声波检测法。利用超声波穿透力较强,指向性好的特点可以对部件内部进行检测,超声波在传播的路径上,如果遇到细小的缺陷,如气孔、裂纹等,就会在界面上发生反射,检测者分析反射的声束,便可以发现缺陷并确定缺陷的位置,但是其不适用于形状复杂或表面粗糙部件的内部探伤检测;
(4)X射线检测法。当X 射线透过被检工件时,有缺陷的部位,如气孔、非金属夹渣等和无缺陷部位的基体材料对X射线的吸收能力不同。以金属为例,缺陷部位所含空气、非金属夹杂物对X射线的吸收能力远远低于金属的吸收能力,这样,通过有缺陷部位的射线强度高于无缺陷部位的射线强度。当用感光胶片来检测射线强度时,在内部有缺陷的部位就会在感光胶片上留下黑度较大的影像。但是其无法检测厚度较大部件,且成本过高,对人体有害。
随着工业生产和科学技术的进步,无损检测技术也得到飞速发展,不仅超声、射线等传统的检测技术不断改进,而且还产生了像激光全息干涉、激光超声、红外、声发射、微波、磁记忆等众多的无损检测新方法、新技术。
实际进行检测时,可先进行目视检查和敲击检查确定大致位置,然后再进行内部的无损检测。检测所要完成的任务包括:找到损伤部位;评估损伤程度;若为结构件,还应根据检测结果评估损伤应力。
2.3 复合材料部件修理
复合材料损伤和金属有显著不同,详见表1,其修理方法特别是专业修理往往根据其加工工艺修改形成。
对航空复合材料部件的维修可分为现场应急/快速修理以及在工厂的完备技术条件下进行的专业修理,根据习惯将其分别称为基层级修理和工厂级修理,这里我们主要讨论工厂级修理。对维修的要求包括:
(1)满足结构强度。稳定性要求,即恢复结构的承载能力,压剪载荷下不失稳;
(2)满足结构刚度要求,包括挠度变形、气弹特性和载荷分布,以及传力路线等;
(3)满足耐久性要求,包括疲劳、腐蚀、环境影响等多方面问题;
(4)要恢复使用功能,包括燃油系统密封、雷击防护等;
(5)修理后增重小,并注意质量平衡;
(6)气动外形改变小,保证光滑平整;
(7)维修效率高,成本低。
比较常用的修理方法有胶接和铆接两种,维修时,主要根据部件的物理特性和维修要求进行选择。
2.3.1 胶结修理
胶结修理方法的适用范围很广,从简单的表面划痕,缺陷处理到承力结构件的修理都能够应用,这种方法的优点是引起的应力集中小,且对结构重量影响不大,根据是否使用补片,又可以分为无补片修理与补片式修理。
无补片修理通常是对损伤构件进行直接粘接或者是向其内部注射胶结剂/胶结混合物,具体实施方法为在损伤处钻孔(注胶孔、通气孔),钻孔应深至损伤层,然后将胶/混合物注入直至胶从通气孔溢出,最后对修补区加热加压,以形成整体。对于热塑性复合材料,还可用熔接修补,利用其可溶性,对分层区进行加压加热,使复合材料发生熔化,从而完成修补。
补片式修理适用于承力结构件,分为外部补片修理和内部补片修理,外部补片适用于薄板修理,工艺简单,在外场条件下即可进行,但修理后结构强度只能回复到70%。内嵌补片修理用于较厚的层压板,工艺复杂,环境要求高,一般选用的补片材料为碳纤维环氧复合材料,实施时需要去除大量未损伤材料以获得所需要的楔形,此外还要求铺层的顺序与原层板相同,这种修理方式的优点是偏心载荷小,修理效率高,气动性好。
2.3.2 铆接修理
铆接修理适用于较厚的整体壁板,通常是使用胶结方法难以满足强度要求的情况,其原理和胶结相同,只是把胶结变成了铆接一块补板,这样修理后部件强度高,但会有很大的应力集中,且会对重量影响很大。
2.3.3 复合材料部件修理流程翼下整流罩壁板(172)修理
目前,修理程序通常采用十步法,如图7所示(非结构件可不评估应力),举例说明:
翼下整流罩壁板易被污染,出现严重的分层现象,针对此进行修理。
(1)将板竖直放置,用40℃~60℃的热水清洗壁板,清洗时应防止热水及油污进入壁板内表面。洗后用不起毛的布擦干,然后仍直立状态放在通风干燥处晾干。
(2)通过目视及敲击检查,确定损伤区的范围,并在部件上标记清楚。
(3)首先按标记线从油污严重的地方开始切除损伤或污染的内蒙皮,然后再除去受污染的蜂窝。在切除时尽量不损坏未损伤或污染的蒙皮和蜂窝;拐角尽可能平滑(半径大)。
(4)除去余下的全部内蒙皮,尽可能不损坏蜂窝,然后消除全部废物,确保除尽全部油迹和污染。
(5)用240目砂纸轻轻打磨保留下的蜂窝表面,除去毛刺。从内向外制备内蒙皮修理区的台阶。在不同的预浸料层片间做台阶时,要保证下面的铺层不被损坏。再用320目砂纸打磨修理区表面,并用真空吸尘器清除壁板表面及蜂窝孔格内的碎屑和灰尘,然后用不起毛的布蘸少量丙酮轻轻擦拭胶接表面。
(6)将壁板直立放置于烘箱中。在80℃下至少干燥8h。
(7)根据损伤情况准备足够的修理用材料:蜂窝芯、预浸料、胶膜、泡沫胶、TEDLAR膜。
(8)将保留下的壁板放入模具并固定。在蜂窝置换区内铺1层胶膜,将准备好的蜂窝用泡沫胶包住侧面周边,按原来的类型和方向铺放在蜂窝置换区内。在保留下的内蒙皮上铺满1层胶膜,然后按原有铺层将准备好的预浸料进行层对层的置换铺贴。最后在壁板全部内表面铺满1层TEDLAR膜作为防护层,蜂窝拼接缝上要放压平板。
(9)做真空袋,按部件材料固化条件在热压罐中固化。
(10)检查固化记录并对壁板进行目视及敲击检查,以确定固化状态良好,按需进行内部无损检测。
3 结 论
复合材料在航空器上的应用,特别是民用航空器上的应用比例越来越大。我国在复材修理上的研究和应用主要体现在军用航空器上,这就造成民用航空器复合材料部件(特别是大型部件)的维修市场已经基本为国外垄断。复材失效分为缺陷和损伤,其修理方法特别是专业修理往往根据其加工工艺修改形成。比较常用的修理方法有胶接和铆接两种,维修时,主要根据部件的物理特性和维修要求进行选择。对复合材料部件进行定期检测,及时发现可能的损伤,就能及时进行针对性修理,以延长部件寿命,节省飞机整体运行成本。
参考文献:
[1]王兴业,唐羽章.复合材料力学性能[M].长沙:国防科技大学出版社,1988.
[2]沃丁柱.复合材料大全[M].北京:化学工业出版社,2000.
[3]吴人洁.复合材料[M].天津:天津大学出版社,2000.
[4]航空制造工业手册:工艺分册[M].北京:航空工业出版社,1993.
[5]王仲生.无损检测诊断现场实用技术[M].北京:机械工业出版社,2002.
[6][德]Martin Knops.复合材料层合板失效分析[M].李军向,等,译.北京:机械工业出版社,2014.