鞋样跷度处理及其操作细则
2015-05-25余立平一平鞋样设计学校浙江温州325000
余立平(一平鞋样设计学校,浙江温州325000)
鞋样跷度处理及其操作细则
余立平
(一平鞋样设计学校,浙江温州325000)
跷度也叫曲跷,是指把楦体曲面转换为平面样版时或由平面样板转换为曲面时产生的角度变化量及空间变化量。如何合理地处理跷度是鞋样设计师着重考虑的一个问题,它关系到帮面能否顺利伏楦及位移是否明显等问题。
院跷度处理原理;跷度处理法则

跷度也叫曲跷,是指把楦体曲面转换为平面样版时或由平面样板转换为曲面时产生的角度变化量及空间变化量(见图一、图二)。如何合理地处理跷度是鞋样设计师着重考虑的一个问题,它关系到帮面能否顺利伏楦及位移是否明显等问题。
为便于了解跷度处理原理,下面先介绍一些相关知识。
1、展开:就单向曲面而言,可按曲面的实际面积形状将其转换为一个平面,其所得到的平面面积与原曲面面积相等(如圆柱体)。如把这平面还原,能得到与原曲面一样形状的曲面。这种由曲面转换为平面而且面积相等的过程就叫展开。
2、展平:对于多向曲面来说,由于多向曲面不能同时被展开,在压力的作用下多向曲平被转换为平面时会出现重叠或开裂等现象。这个由塑变产生的平面与原曲面的面积只能相似而不相等,如球体、马鞍状曲面体等。如把这塑变的平面还原时则只能得到与原曲面相近似的曲面。这种由曲面转换为平面后所得面积只能相似的过程就叫展开。
3、样跷:是指将样板弯曲的背中线转换成直线时所产生的角度变化量。样跷的表现区域主要在背中线上的FO点附近(见图三)。


4、部件跷:是指帮面部件间由于存在着空间量,在彼此相接后其帮面会出现曲面状态。部件跷的表现区域在楦侧面(见图四)。
5、变跷:把半边样贴平后,其背中线的曲跷与原楦体背中线的曲跷度不一样,这其中的角度变化量就叫变跷(见图五)。
6、平跷:对于块数较多的样板(如旅游鞋)或前脸长在FO点之前的样板(如浅口女鞋),可将其分割后能直接平贴在纸版上,且没有出现重叠或开裂现象,这种没有通过展平处理就能贴平样板的跷度叫平跷。平跷是一种特殊跷度,相当于零跷度。
7、补偿跷:展平处理时样版的背中线由曲变直,其角度形状及面积都发生了变化。为达到鞋帮便于伏楦及防止位移明显等效果,特在样板的其他部位上补偿其一定量的角度及面积消失量,这种补偿的角就叫补偿跷(见图六)。
8、工艺跷:出于节省材料、方便伏楦等工艺要求而人为地调整样板形状的跷度叫工艺跷。它包括升跷、降跷、拉跷等,但应注意使用工艺跷时要根据所用材料、工人技能素质等生产因素控制好其变化的幅度,不能随意提高工艺跷的变化幅度,升降跷最好控制在15 mm以内,否则会增加夹包的难度。
9、升跷:后弧线上升、上口线重叠宿短,这是解决鞋帮上口松常用的方法(见图七)。
10、降跷:后弧线下降、下口线重叠缩短,这是解决下口松及便于套料常用的方法(见图八)。
11、拉跷:为便于鞋帮伏楦,故意造成样板上下部件相对位置有长短,车帮时拉长其中短的部件,会使帮面形成曲面状态(见图九)。
12、位移:鞋帮夹在楦上的位置与原设计参数相对应点的差量,这是设计师最常见问题。
13、展平处理:也叫跷度处理、取跷处理、搬跷处理或曲跷处理等,指的是通过角度及面积的转换补偿等技术手段将楦体曲面处理成为面积形态约相似并具备还原原楦体曲面(约相似)能力的平面样板的过程。由于展平处理的作用,使曲面楦体面得以转换为平面样版,并由此产生了补偿跷(见图十)。

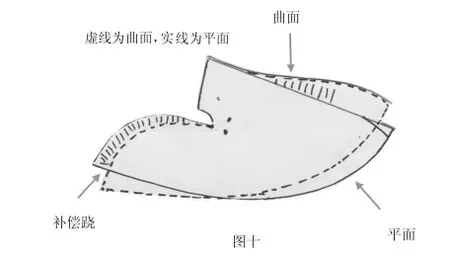
为方便大家了解展平处理过程,现将图十的分解步骤描述如下:
1)将前帮长度点FX与FO点对齐背中线画FX点与实用口门点QY点之间实线(其余虚线不用画)并确定后帮鞋耳头角处搭头点及锁口点两定针点(见图十一)。
2)用扎针扎住QY点按顺时针方向将前尖角处J1(不含帮脚位)转至背中线时画QY点至E1点段实线(虚线不要)(见图十二)。
3)定前帮长度点。从FX点开始向前量取原设计长度(加上帮脚位),将F0至J1点分为三段,前角处顺势对准前帮长度点,第一段(头厚处JO点)下移1~2 mm,第二段(JO点与FO点的1/2处)下移3~4 mm定该两点的宽度点并画好该线段的帮脚线,然后顺势连接至E1点(注:经过展平处理后,前帮脚下口线变短了,面积也变小了,如前二段不下移,前部帮脚位可能会太少)。
综上所述,因为楦表面是不规则的马鞍状多向曲面体,不能展开,只能展平。在展平的过程中因塑变会产生面积形状的变化。就大多数鞋帮结构(主要是前帮面积较大)而言,如平面样版不补偿其一定量的角度及面积消失量会造成鞋帮伏楦困难、移位明显等毛病。跷度就是空间角或空间量的表现形式。跷度处理的目的就是把曲面转换成平面且具备返还曲面的能力(近似)。补偿一定的角度及面积变化量,就是为了加强其还原能力。通过跷度处理的样版制成的鞋帮其面积及曲跷度同原楦体相比,只能近似不能一样。
那么,这近似的幅度又是如何把握的呢?我们知道,跷度处理的主要目的是使鞋帮顺利伏楦。通过实验得知,100%的跷度还原与70%的跷度还原其夹帮伏楦效果是差不多的。原因有:其一,内怀与外怀背中线的弯曲度不一样,内怀稍直一些(约20%),而我们常用的样版是外怀的,按平均值应减少10%的弯曲量。其二,贴模板时会产生变跷,应减去变跷带来的弯曲误差量。再者,如少补些跷度弯曲量,会使鞋帮的上口线及下口线紧贴楦体(靠材料的拉力)。如用100%的跷度还原会造成鞋帮的上、下口可能会松些(如是棉鞋结构或材料拉力差的单鞋结构,补跷量可大些,但不用达100%跷度,否则鞋帮上下口会过于松)。
跷度处理法则:
1、补偿跷度消失量的70%左右(棉鞋及材料拉力差的单鞋可适当增加),补偿面积消失量的90%左右。
2、使用工艺跷要根据所用材料、工人技能素质而定,幅度不宜过大,升降跷最好不要超15 mm。
3、里布跷度要小于帮面跷度,特别是棉鞋结构(否则会造成里布起皱)。


余立平(1959-),男,大专文化,在鞋业工作三十余年,曾在多家鞋企担任开发部经理、技术总监等职。2002年获温州市人民政府颁发的"鞋样设计师"证书。现任温州市一平鞋样设计学校主讲老师。