单线切割设备的切割方式研究
2015-05-16衣忠波
王 欣,衣忠波
(中国电子科技集团公司第四十五研究所,北京100176)
单线切割设备的切割方式研究
王 欣,衣忠波
(中国电子科技集团公司第四十五研究所,北京100176)
通过对两种单线切割方式(摆动切割和不摆动切割)切割线受力情况的分析,比较了切削线与工件之间的接触长度与受力状态,以提高晶片切割表面质量和切片效率并减小切削线断线率的切割方式为研究方向,通过理论分析和实际应用得出:摆动切割时切削线与工件的接触长度较小,法向压力和切向切割力会更小,所以切削线不容易断裂;承载着工件的工作台的弧形摇摆也促进了切割运动,而且与切割运动同步还可以保证对切割面有一个合理的研磨作用,也使得切削粉末可以更容易排出,有效提高切割表面质量。
半导体设备;单线切割;直线进给切割;摆动切割;摆动工作台装置
单线切割技术是采用镀有微小金刚石磨粒的钢线作为切削线,通过一定的布线方式使切削线在放线轮和收线轮之间做往复运动,通过切割线上众多磨粒的微量切削作用来达到去除材料、切割薄片的一种线切削方法。由于这种金刚石切削线韧度高,抗拉强度高,抗疲劳能力好,所以这种单线切割技术多用于硬脆材料的切割,如碳化硅、蓝宝石、碲锌镉、钽酸锂等,它的应用范围十分广泛。
在实际线切割过程中,加工件材料的不同、形状大小的不同还有其他的相关因素,都直接影响到切削线的受力变化,导致切削质量下降和增加断线机率,为完善这种线切割技术,技术人员在结构设计上作出了很多相应的改进措施。常用的切割方式是金刚石线与工件之间没有相对角度的变化,实施直线进给切割,而工作台摆动切割方式则是一种新的切割方式,在实践应用中证明,该种结构的实施提高了切削质量和切削效率,并有效减少了设备切削线的断线率。
1 切割模式
本文介绍的两种切割模式:一种是切削线在线轮之间做高速往复切割运动,承载着工件的工作台以垂直方向向上做进给送料运动,这样就形成了如图1所示的对工件的直线切割运动。
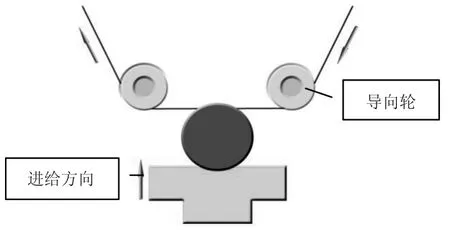
图1 直线切割方式
另一种为切削线的运动状态不变,而承载着工件的工作台以一定的频率沿水平方向上下摆动,同时垂直方向向上做进给送料运动,这样就促形成了如图2所示的工件摆动的线切割运动。
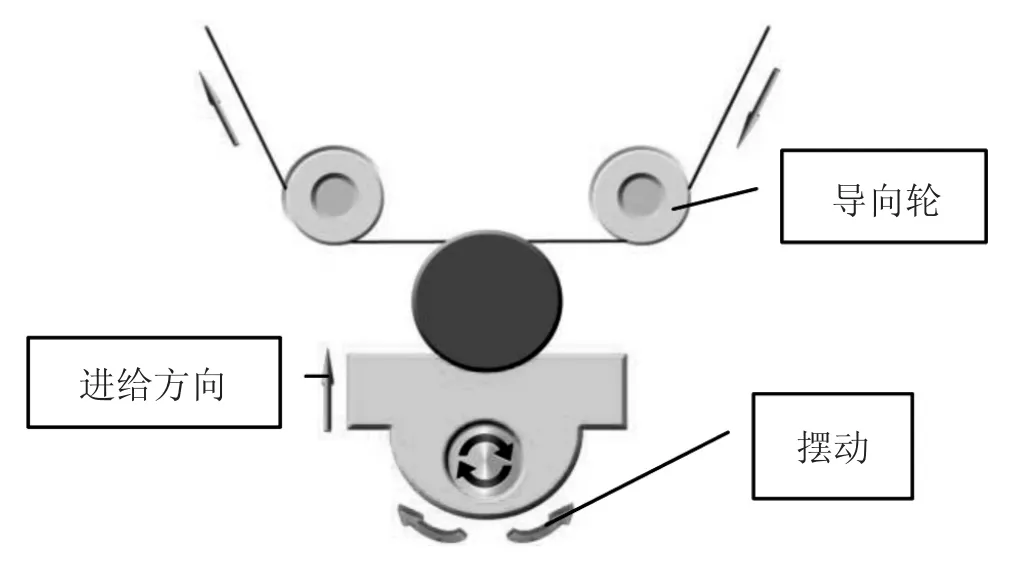
图2 摆动切割模式
引入摆动切割的概念,是因为在实际切割状态,单线切割所加工的材料多属于硬脆材料,它们的性质比较相似,例如硬度高,韧性低等,其次工件的形状和尺寸也有很大区别,而切割线不是刚体,它的形状也不可能不发生改变,在切割过程中不会呈现图1所示的状态,即切割线与工件的接触轮廓始终保持一条简单的水平直线,实际切割时切割线由于受力的变化会产生不同程度的弯曲变形,受不同材料、不同形状工件等因素的影响,我们也很难确定切割线的切割轮廓,它可能是一条直线,也可能是一条不规则形状的曲线,导致切削线的受力分析也相当复杂,势必直接影响着晶片的加工质量和增加断线机率。为了使切削线和工件的受力简单化,提高晶片的加工质量,我们引入工件摆动切割的设计思想,这种方式使得切割线与工件从之前的线接触方式更趋近于点接触方式,而承载着工件的工作台的弧形摇摆也促进了切割运动,而且与切割运动同步还可以保证对切割面有一个合理的研磨作用,也使得切削粉末可以更容易的排出。
2 摆动切割装置的结构
为了实现工作台摆动功能,摆动切割设备的工作台结构比直线切割设备相对复杂,图3是新设计的摆动装置结构示意图,主要包括承载工件的摆动盘、滑座和摆动电机。摆动装置与轭架相连,依靠电机的旋转带动工作台绕摆动轴水平方向上下摆动,实现工件的摆动,最大摆动范围是水平方向±6°,摆动频率有高中低3种速度可以设置。根据该摆动装置结构特点和动作要求,选取步进电机分别控制工作台摆动和直线进给,要求按照设置的摆动角度和频率准确摆动的同时准确进给工作台,完成摆动切割。图4就是我们研发的具有摆动装置的单线切割设备。
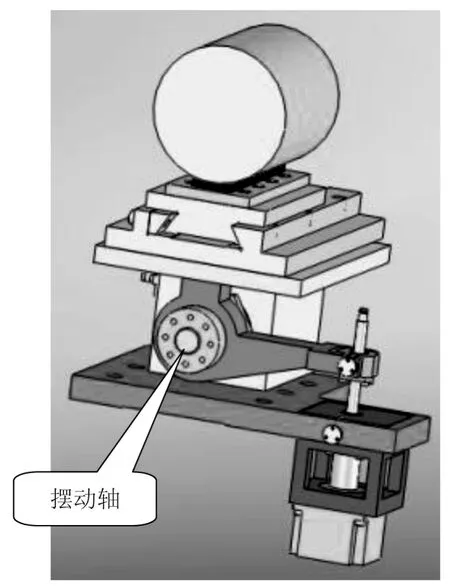
图3 工件摆动装置结构图
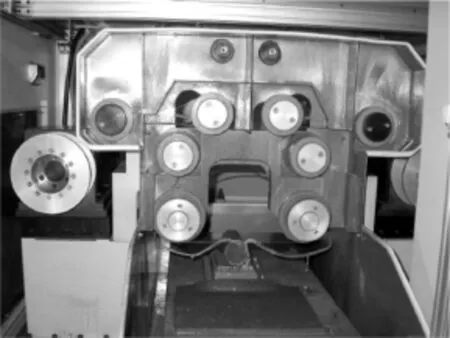
图4 单线切割设备
3 两种切割方式分析
单线切割过程由于切割线的变形,其受力分析比较复杂。为了更加清晰地分析其摆动和不摆动的受力情况区别,我们根据假设从易到难建立运动模型来分析切割线的受力状态。
3.1 无摆动切割(假设切割线不发生弯曲)
假设切割线为刚体,不会因受力发生弯曲,又因为切割过程无摆动,则切割线的切割轮廓是工件切削深度上的一条简单的水平直线,而工件的切削深度与导向轮的底部相平。工件与切割线的接触长度是工件与切削线重叠的一段线段,它的长度随着工件形状的变化而变化。因此,如果切割线为刚体,其受到工件的法向压力与受到导向轮的力相平衡,在这种情况下,切割线受到的压力和切割力方向分别为竖直和水平。如图5、图6所示。
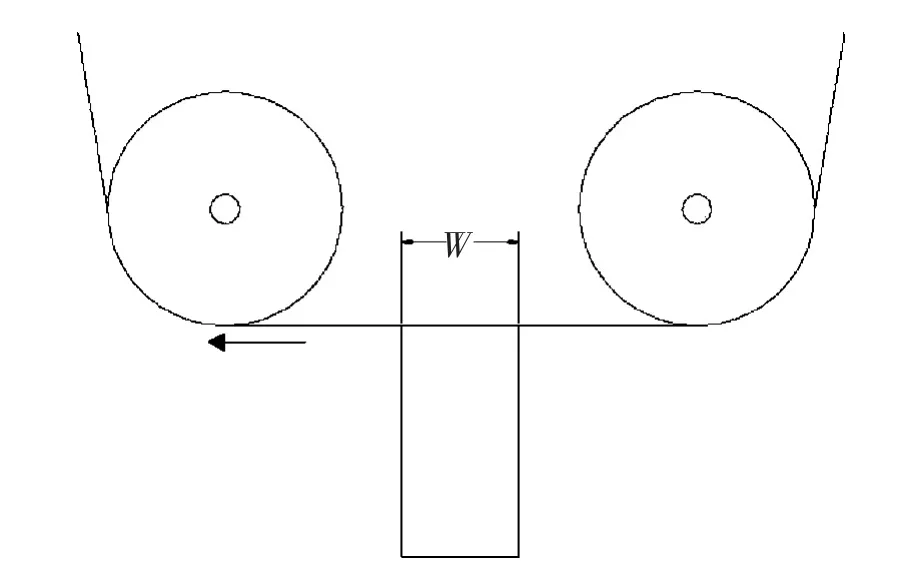
图5 理想情况下切割线的运动状态(无摆动)
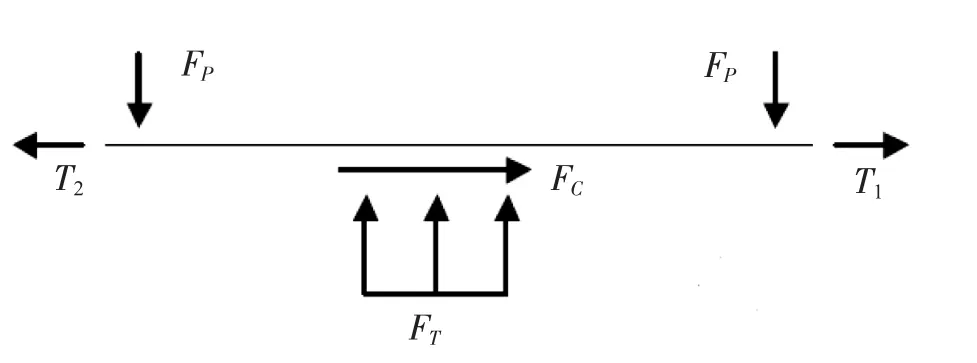
图6 受力情况示意图
切割线的受力分析为:FT=2FP,FC=T2-T1
其中,FT为工件对切割线压力,FP为每一个导向轮对切割线的压力,FC为切割线受到的切割力,T1,T2分别为切割线在工件两端的张力。
从中可以看出切割线受到工件的压力等于导向轮对切割线压力的和。
3.2 摆动切割(假设切割线不发生弯曲)
切割线为刚体,由于存在摆动,则其切割轮廓也发生变化。由于线不发生弯曲,其切割轮廓是随着线的摆动形成的一段圆弧,此时切割线与工件是点接触。设切割线的摆动角度为α,由于切割线顺时针和逆时针交叉摆动,故形成圆弧的圆心角为2α,半径为W/2 sinα,其中W为被加工件宽度。见图7、图8所示。
从图8中可以看出,沿着工件的法向和切向建立坐标系,FX、FZ分别为水平力和竖直力,其大小与线的摆动角度有关;沿着切割线的法向和切向建立坐标系,FC,FT分别为切割线受力点的法向压力和切向力,计算与第一种情况相同:
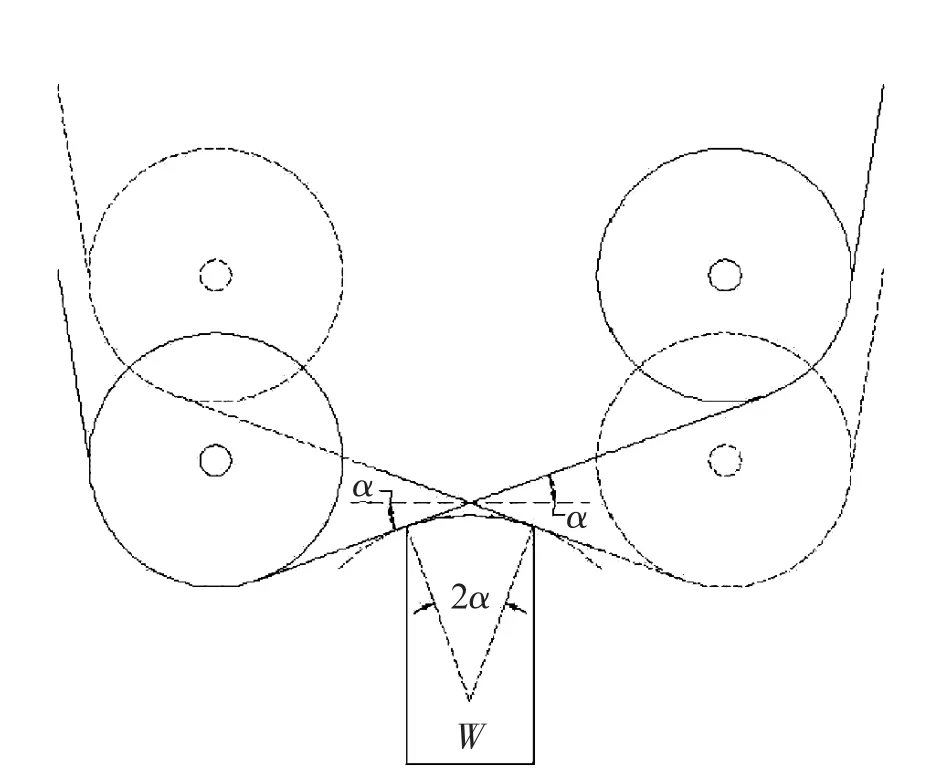
图7 理想情况下切割线的运动状态(摆动)
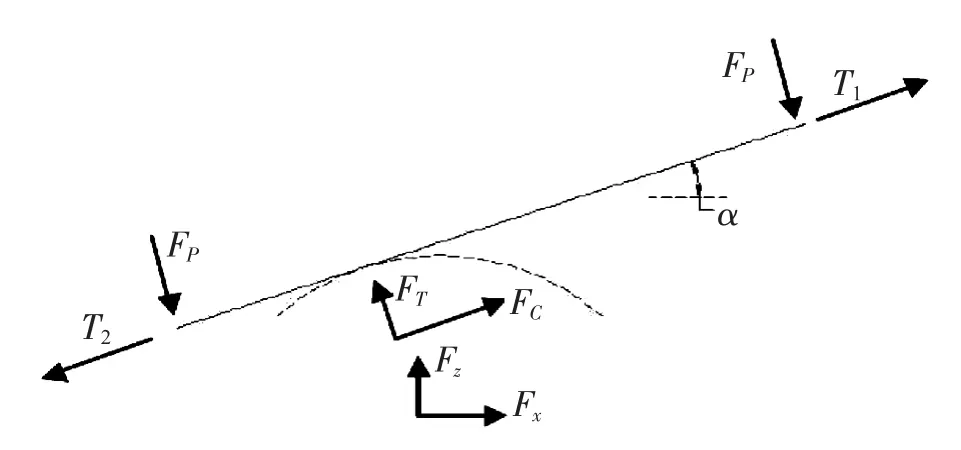
图8 受力分析示意图
FX=(T2-T1)cosα-2FPsinα,FZ=2FPcosα+(T2-T1)sinα
FC=(T2-T1)=FXcos+FZsinα,FT=2FP=FZcosα-FXsinα
FC,FT方向随着线与工件接触点的变化而变化,在一个摆动周期内,切割线两次呈水平,此时,FC,FT为水平和竖直方向。
上述分析得出,假设切割线为理想刚体,不会因受力而发生弯曲,如果切割线摆动的角度很小,在6°以内,则切割线的摆动对其受力变化影响不大。
3.3 无摆动切割(实际切割线发生弯曲)
由于切割线不是刚体,故在其受到法向力的作用下一定会产生弯曲。将工件固定在工作台的中心,则切割线在工件两端的偏角相同,都设为θ。由于受多种因素影响,我们很难确定切割线的切割轮廓,它可能是一条直线,也可能是一条不知形状的曲线,如图9、图10所示。
切割线的受力分析为:

由上述分析可以看出,切割线受到工件法向压力FT和切向切割力FC大小都与切割线的偏角θ有关。若θ趋近于零,切割线受到的法向压力也趋近于零,若偏角θ增大,则切割线受到的法向压力也增大。
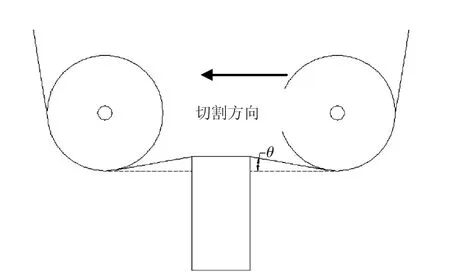
图9 现实情况下切割线的运动状态(无摆动)
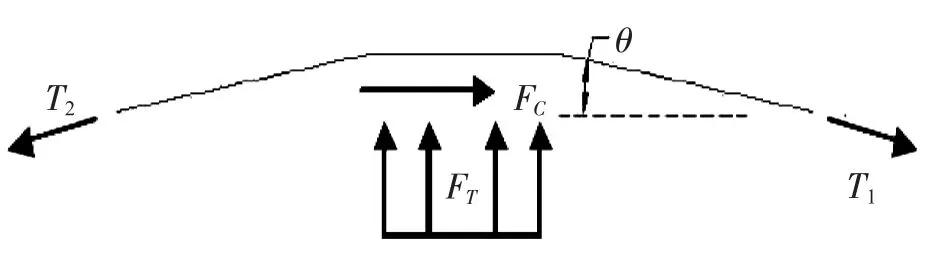
图10 无摆动时的切割线受力分析
3.4 摆动切割(实际切割线发生弯曲)
在这种情况下,切割线与工件总是有一段接触线,其长度与切割线的偏角有关。由于存在摆动,切割线在工件两端的偏角大小不同,切割线总体切割轮廓仍应为一段圆弧,但圆弧的弧长比不摆动时小,圆弧的圆心角和半径不确定,见图11、图12所示。
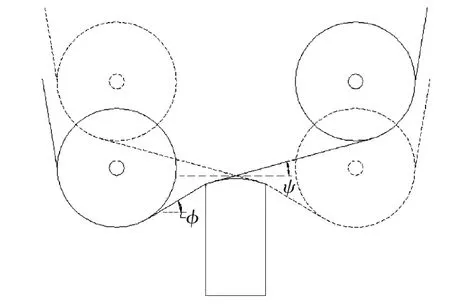
图11 现实情况下切割线的运动状态(摆动)
设切割线两端的偏角分别为φ和ψ,则:
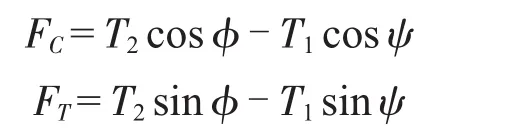
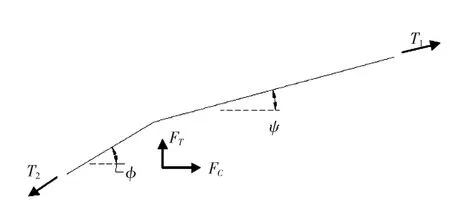
图12 有摆动时切割线受力分析
可以看出,切割线受到工件的法向压力FT和切向切割力FC的大小虽然与偏角φ和ψ有关,但是因为工件摆动的角度很小,所以φ和ψ的角度差也很小,很明显,切割线受到的法向压力和切向切割力比不摆动时小。
总结上述对两种切削方式的受力分析,可以得出:在切割过程中,切削线和工件之间,相对于同样的切割深度,摆动切割时切削线与工件的接触长度较小,法向压力和切向切割力会更小,所以切削线不容易断裂。
4 实际应用
为了验证以上分析,我们用自行研制的单线切割设备(如图4所示)进行工艺实验,选用SiC材料进行切割,在直线切割和摆动切割状态下,对切割时的切割线受力和加工后的晶片表面粗糙度进行对比,测量结果如图13、图14所示。
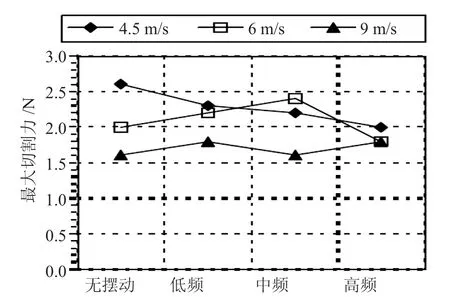
图13 SiC切割力对比
图13中各个点分别表示不同的切割线速度下,各摆动频率状态的切削线受力情况,可以看出摆动切割的切削线受力小于无摆动切割。
图14中各个点分别表示不同的切割线速度下,各摆动频率加工的晶片表面粗糙度值(Ra),可以看出摆动切割的晶片表面质量更优。
图14 SiC切割片表面质量变化对比
因此,通过用两种切割方式对SiC材料的切割实验,验证了应用摆动装置的单线切割设备在提高切削表面质量、减少断线率方面能取得很好的效果,摆动切割可以增加材料的去除率,降低切线的磨损,提高加工工件表面的质量。
5 结 论
本文通过对两种单线切割方式的介绍,结合对切割线受力情况的分析,以及将摆动切割设计装置应用到单线切割设备的实际案例,着重阐明了应用摆动切割装置的特点与实用性,对单线切割设备提高加工质量和效率,减少切削线断线率,具有很强的实际应用价值。
[1] 陈治明.半导体概论[M].北京:电子工业出版社,2008.
[2] 王仲康、杨生荣.金刚石单线切割设备及切割技术[J].电子工业专用设备.2010,39(3):30-32.
[3] 守振,徐现刚,李娟.SiC单晶生长及其晶片加工技术的进展[J].半导体学报,2007,28(5):811-814.
[4] 张辽远,赵延艳.电镀金刚石线锯的制造工艺与使用性能分析[J].工具技术,2009,43(1):72-75.
[5] 肖强,何雪莉.SiC单晶材料加工工艺研究进展[J].材料导报,2014,28(1):6-10.
The Study On The Cutting Of Single Wire Saw Equipment
WANG Xin,YI Zhongbo
(The 45th Research Institute of CETC,Beijing 100076,China)
Through the analysis of the cutting line mode force of two kinds of single wire cutting(swing cutting and not swing cutting),Comparison of the contact length between the cutting wire and the workpiece and the stress state,In order to research to improve the wafer cutting surface quality and efficiency of slicing and reducing the cutting line break rate cutting way for direction,Through theoretical analysis and practical application of results:Contact length of cutting wire and the work piece is small when the swing cut,Normal pressure and shear force will be smaller to cut,So cutting line is not easy to break;Carrying the work piece table also contributed swing arc cutting movement,And with a cutting motion synchronous cutting surface can also ensure a reasonable abrasive,Also makes it easier to cut powder discharge,Effectively improve the quality of the cut surface.
Semiconductor equipment;Single wire saw,Linear feed cutting,Swing cutting,Swing workbench device

TN305.1
B
1004-4507(2015)01-0009-05
王欣(1974-),女,山东人,电气工程师,现主要从事电子专用设备的研发与设计工作。
2014-12-10