线切割设备工艺曲线计算方法的优化与应用
2015-05-16田洪涛宋婉贞周庆亚谢耿勋
田洪涛,宋婉贞,周庆亚,谢耿勋
(中国电子科技集团公司第四十五研究所,北京101601)
线切割设备工艺曲线计算方法的优化与应用
田洪涛,宋婉贞,周庆亚,谢耿勋
(中国电子科技集团公司第四十五研究所,北京101601)
论述了圆弧式数据曲线的计算方式与方法,该算法通过软件产品予以实现,主要用来优化线切割设备的工艺设定方式与工艺曲线计算方法,最终达到增强设备稳定性的目的。
圆弧式数据;工艺设定方式;曲线计算方法
多线切割机是工艺性极强的设备,在切割过程中各项参数并不是恒定不变的,例如钢线速度、新线速度、工作台进给速度、摆动角度和频率等等参数,根据待切料的形状和材质这些参数在切割过程中随时需要调整,其变化规律的编写是多线切割机工作的核心所在。
1 新旧曲线设定方式的对比
传统的多线切割设备工艺曲线的设置方式是以工作台行进量为基础,工作台每行进一段固定距离,工艺参数进行一次改变。由于工艺参数节点是以工作台行进距离为条件,各项参数实际上是以很多个T型图的效果发生着变化,如图1,切割进展很快的时候,这些值会在同一时间发生剧烈变化,参数设置值会频繁地上下台阶,在工作台进给速度很快的时候,容易引起切割过程不稳定、切割面不平滑、甚至是发生断线。
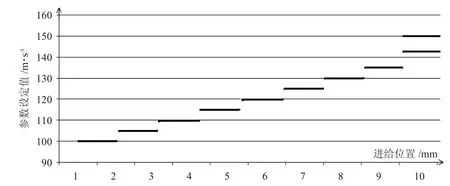
图1 T型图式的工艺曲线
针对此问题,我们将各项工艺参数的改变方式以及计算过程予以优化,力争让设备更加稳定、切割材料表面质量更加光滑。
首先,根据工作台当前的位置与料的厚度计算出当前切割的百分比,然后将工艺参数的节点方式由之前的“工作台进给位置”改进为“切割百分比”,任何形状任何材质的待切料,都根据切割的百分比系数来设置节点,此种方法更加直观,计算过程更加简便,不易出现操作或计算上的失误。如图2中,标①处。下图中的物理量?
2 圆弧式数据的计算方法与应用
为了方便用户设定工艺曲线,我们加入了圆弧式数据链表,为用户提供设置工艺节点的推荐值。从而提高了工作效率,提升了参数设置的准确性。如图2中,标②处。
对于繁琐的曲线参数,我们可以通过圆弧式数据生成的方法予以优化。通过用户设置的曲线最小值和最大值,根据圆形的外圆轨迹,依据设备工作台运动的距离,计算出相应外圆轨迹上的横向坐标,再根据用户设定的分段数量,将这些坐标等分后作为分段的节点推荐给用户。用户根据这种方式设置出来的节点会非常均匀,分段的数据具有平稳性,保证了切割过程的稳定性。
圆弧式计算方式以及相关函数见表1。
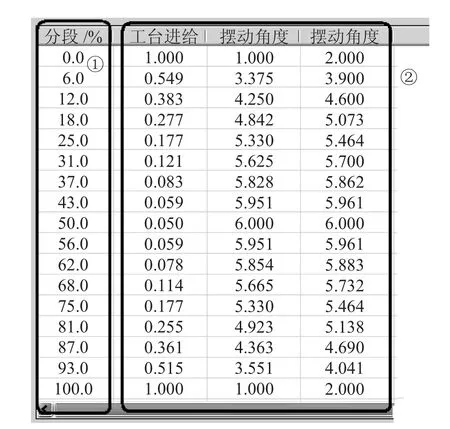
图2 新方法的设置方式与圆弧式推荐值
3 工艺参数的实时计算
通过设置运行参数的计算周期,根据当前切割进度,控制软件会在很短的时间内自动计算下一周期的运动轨迹,计算过程伴随整个切割过程,做到真正意义上的实时计算,从而将“台阶”式的T形曲线图拟合成更加精确的S形曲线图。
我们将各项参数的计算过程予以公式化,根据切割的当前进度计算出切割百分比,根据百分比对各项参数进行实时计算与修改。
计算函数见表2。
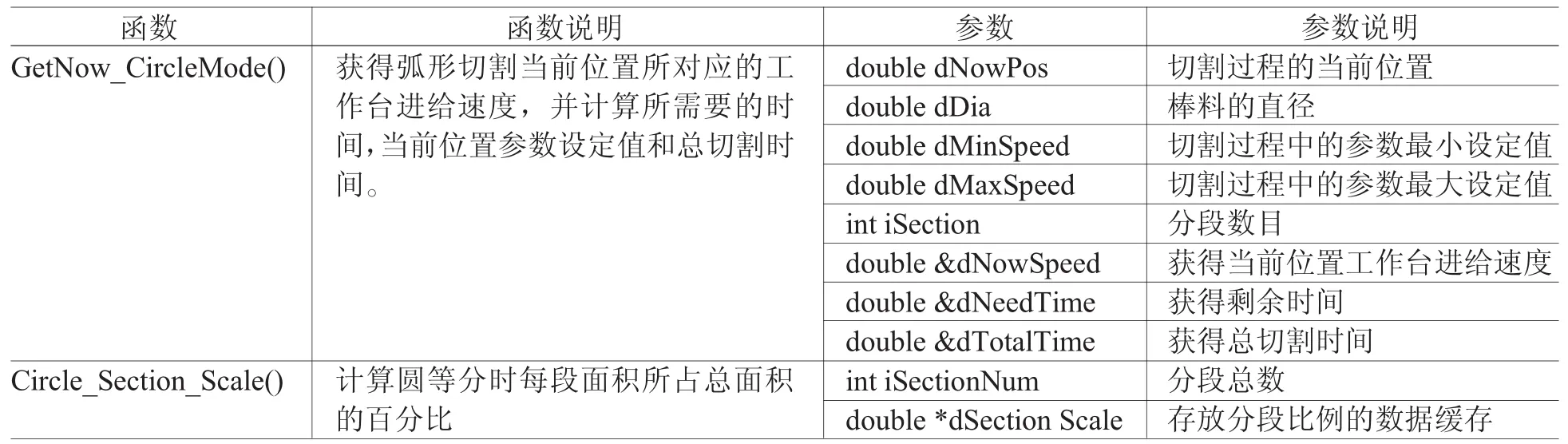
表1 圆弧式计算方式相关函数
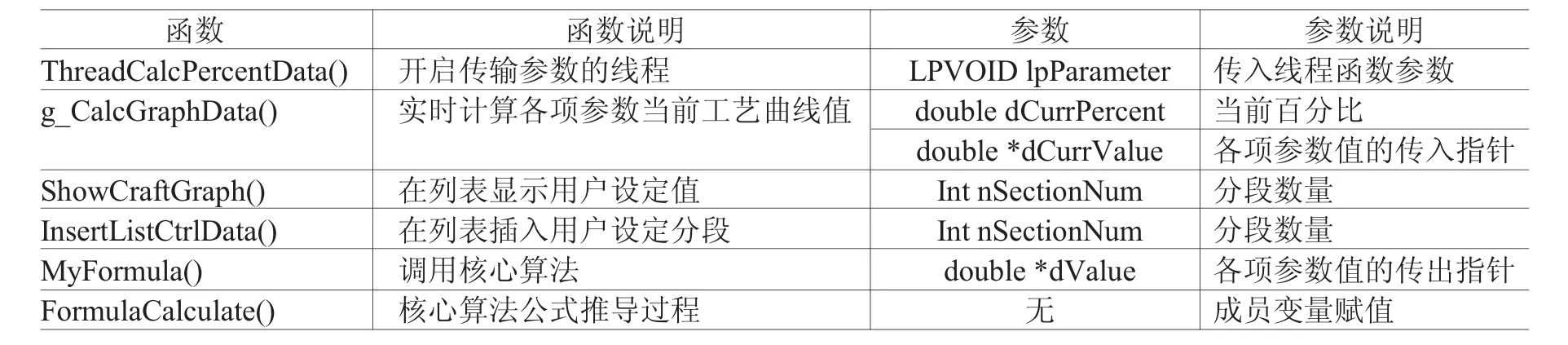
表2 工艺参数的实时计算函数列表
计算公式:
根据三角形等比例公式

推算出当前参数:

其中:(x1,y1)与(x2,y2)为当前进度下前后两个设置节点的参数值,x0为当前切割进度,如图3。
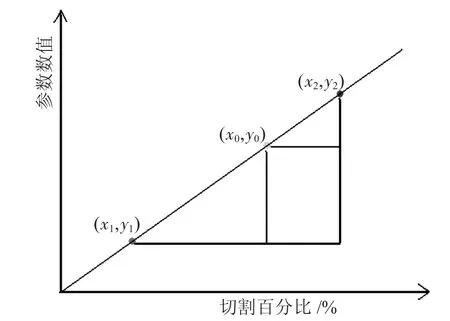
图3 工艺参数的实时计算公式
4 总 结
跟踪整个切割过程,我们将众多的计算结果予以保存并且重绘,可以看到,通过自动圆弧式曲线算法计算而来的数据真实有效的反应了工艺特性,曲线的圆滑性优于传统的T型图,如图4。
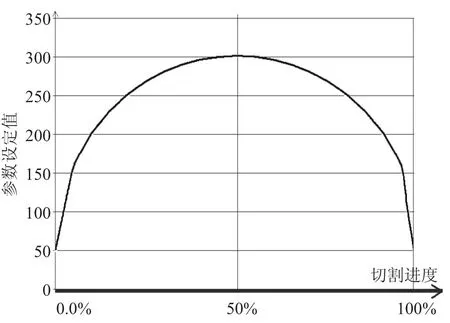
图4 数据重绘
我们将其中0.15%的数据放大显示,也就是说将曲线图的局部放大660倍(如图5),可以看到,数据变化依然是线性规律,而并非台阶式的变化,而这其中的数据量正是根据时间来控制的,每100 ms(甚至更短)便计算一组数值,从而达到真正意义上的实时计算与工艺修改。
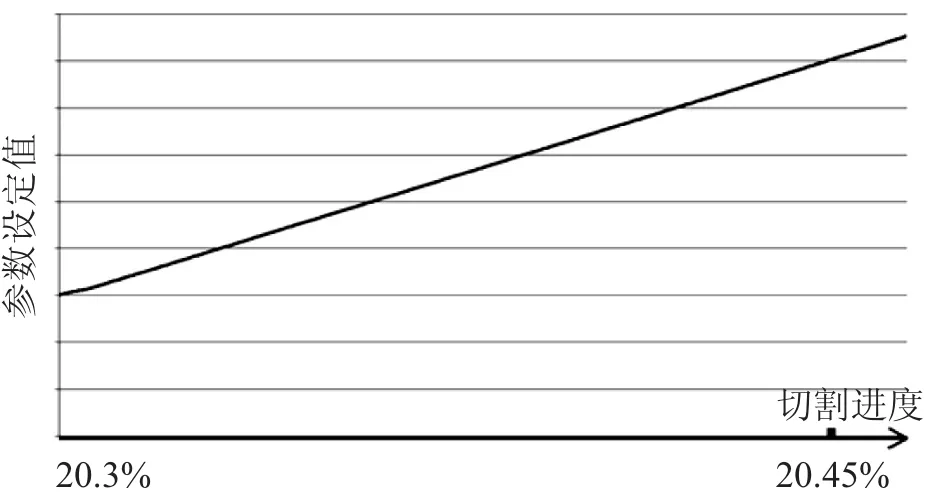
图5 放大660倍数据重绘
[1] GB/T11319-2005,vs2005编程规则[S].
[2] 田宗宪.现场总线技术与计算机控制类别[J].中国物探研究,2006,1(1):15-187.
Optimization and Application Method of Calculation of Process Curve
TIAN Hongtao,SONG Wanzhen,ZHOU Qingya,XIE Gengxun
(The 45th Research Institute of CETC,Beijing 101601,China)
This paper introduces a new application mode and calculation method,the method is realized through software products,mainly used to optimize the process of wire cutting equipment setting mode and process curve calculation method, ultimately enhance the stability of the equipment.
Arc type data;Setting mode;Process curve calculation method
TN305.1
B
1004-4507(2015)01-0014-04
田洪涛(1984-)男,河北保定人,本科,工程师,主要从事半导体设备的软件研发工作。
2014-12-15