立体端面光刻工艺研究
2015-05-16周占福
芦 刚,周占福
(中国电子科技集团公司第四十五研究所,北京100176)
立体端面光刻工艺研究
芦 刚,周占福
(中国电子科技集团公司第四十五研究所,北京100176)
立体端面的特种器件,要求在其单侧或者双侧表面光刻出有位置要求的图形。针对这一特种器件的要求,研制了一种可适应立体端面基体的对准工作台及楔形误差补偿机构,并根据立体端面的物理特性,在旋转涂胶法的基础上,研制了适应其涂胶工艺的装夹机构,通过工艺实验,验证了该光刻工艺的可行性。
立体端面;楔形误差补偿;涂胶;光刻工艺;曝光分辨率
在光刻技术工艺中,掩模与基片的贴服程度,是影响曝光分辨率的主要因素之一,在我们传统的光刻工艺中采用的是三点找平机构,或球碗找平机构,用来调整基片与掩模的楔形误差补偿,然而此种对准机构只能适应基片厚度臆5 mm的基片,随着半导体科技的发展,在一些特殊应用领域中,要求在立体端面基体两个表面进行光刻工艺,其基体的高度在10~80 mm,端面最大角度为±8°,但是目前的光刻技术无法满足在立体端面晶体表面作光刻的要求,这就要求我们研究出适应此种工艺要求的光刻技术。
1 立体端面曝光工艺实验装置及工作原理
根据立体端面基体的物理特性分析,其基体重,且具有非常大的高度,那么我们可以采用基片固定不动,掩模移动,即以立体端面基体工作面为基准固定不动,使掩模版相对于立体端面基体作运动,完成二者间的楔形误差补偿及对准。我们依照这种思路,研究设计出适应立体端面基体的楔形误差补偿机构及对准工作台(见图1)。
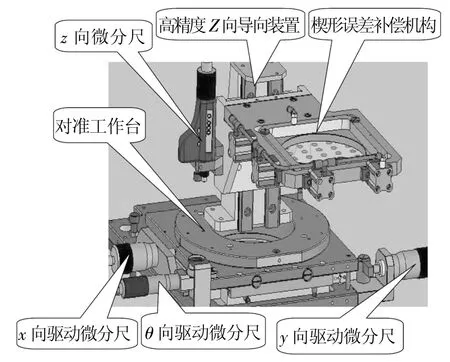
图1 立体端面光刻实验装置示意图
1.1 对准工作台系统
立体端面光刻实验装置对准工作台由x-y-θ三维运动组成,用于完成上、下掩模之间的相互对准。对准台x、y、θ向分别由三对微分头调节。
1.2 上版架系统
上版架机构用于支撑上掩模和对准台一起完成两掩模的相互对准,它由一高精度导轨和楔形误补偿装置构成,上掩模沿精密导轨做Z向运动,楔形误差补偿装置用来消除两掩模之间的楔形误差,补偿完成后由4个气缸将上掩模版架锁定在框架上。该新型楔形误差补偿装置能够达到满足立体端面基体光刻技术工艺要求的技术(见图2)。
2 立体端面涂胶工艺实验装置
我们在涂胶工艺中,利用现有的涂胶设备,采用旋转涂胶法涂胶。
但是由于立体端面结构的特殊性,其对在转动中的平稳性的控制提出了更高的要求,传统的基片涂胶工艺设备无法对立体端面表面进行涂胶,根据立体端面的结构特点,设计了可以满足立体端面表面涂胶的涂胶装置(见图3)。

图2 掩模版楔形误差补偿机构

图3 涂胶装夹机构
立体端面涂胶工序为:
(1)立体端面基体处理:将立体端面涂胶表面清理干净;
(2)焙烘:将清洗干净的立体端面放入烘箱中,温度控制在85~100℃,烘烤15 min;
(3)涂胶:将准备好的立体端面置于涂胶工装中,调整测角滑台,保证立体端面涂胶表面处于水平位置,转动调速旋钮,低速旋转,观察旋转体重心偏移情况,通过调整重心调节板,保证旋转体重心与旋转主轴在同一轴线。将准备好的光刻胶滴在立体端面基体表面,转动调速旋钮,先低速旋转(300 r/min),使光刻胶涂布在基体表面,然后高速旋转(750 r/min),使光刻胶均匀且以所需的厚度(2滋m左右)涂布在基体表面;
(4)前烘:将涂完光刻胶的立体端面基体放入烘箱中,温度控制在85~100℃,烘烤10 min;
(5)准备曝光……。
3 立体端面光刻工艺实验
3.1 实验基体种类(见表1)
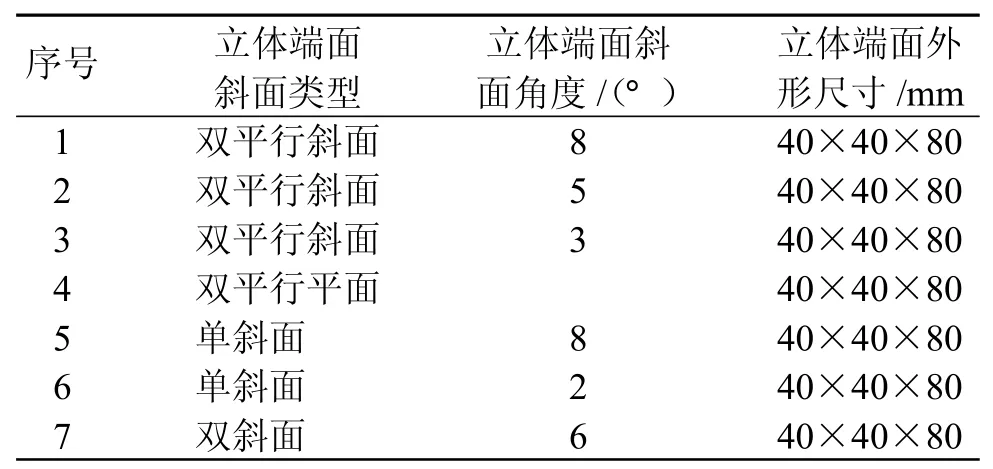
表1 实验基体种类
3.2 曝光实验过程
3.2.1 双平行平面双面曝光(双平行斜面)
应用前面所述的涂胶装置及对准工作台和楔形误差补偿机构,在我们现有光刻机的基础上进行改造,便可以进行立体端面光刻工艺实验(见图4)。

图4 双平行平面立体端面曝光
3.2.2 曝光分辨率检测分析
我们将立体端面基体曝光显影后在显微镜下观察(见图5、图6)。
图5 双平面上表面3D检测图片
图6 双平面下表面3D检测图片
3.2.3 曝光分辨率质量特性分析
通过上述试验方法,选用不同的曝光参数找到最佳的曝光参数,从而得到了3滋m的曝光线条,采用实验设计(DOE),在此基础上通过多次的重复试验证明立体端面试验装置曝光质量稳定可靠。
在光学制版中,其CD精度在±0.15滋m,而我们采用的接触式曝光方式,其基体通过曝光后,在基体表面上得到的线宽误差希望控制在±0.25滋m范围内。
将曝光分辨率3滋m看成应当加以研究并由控制图加以控制的重要质量特性;
以基体曝光面的4个角及中间位置的曝光线条为一个样本,即样本容量n=5。每25片为一个循环,抽取一个样本。收集25个样本数据,即样本个数k为25,并按读取顺序将其记录于表中,见表2、表3。
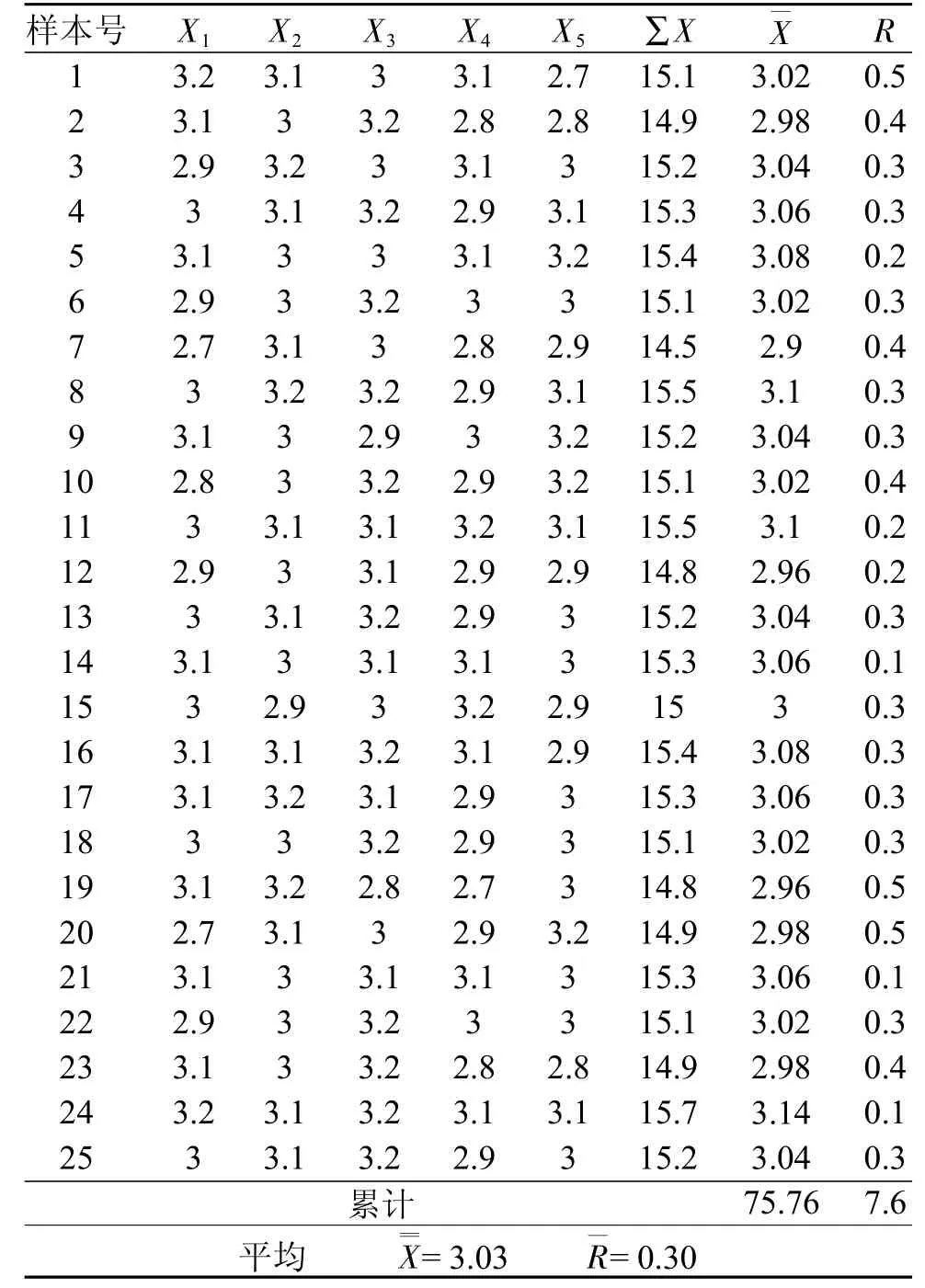
表2 双平行平面立体端面上表面曝光线宽(μm)和样本统计量
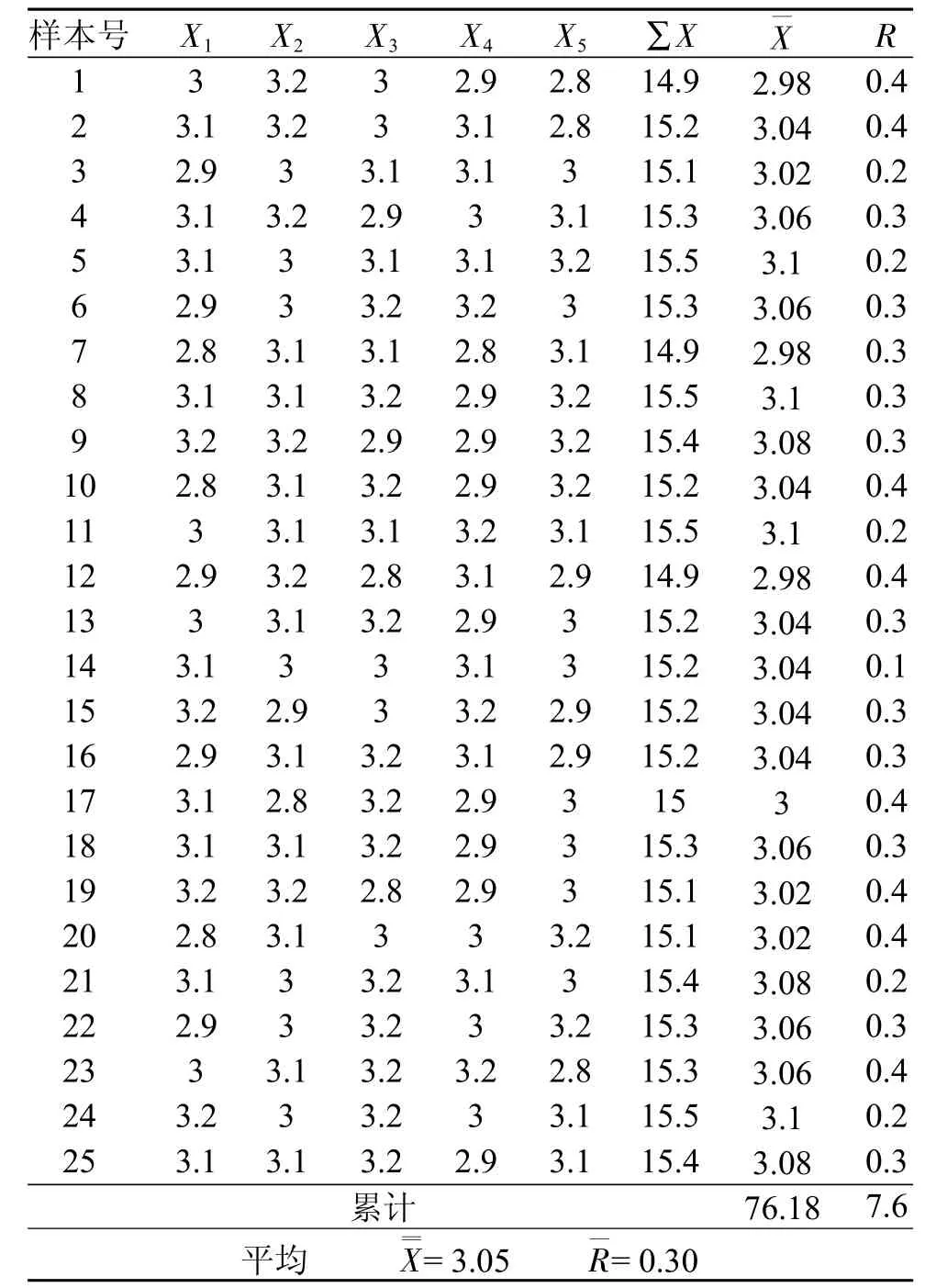
表3 双平行平面立体端面下表面曝光线宽(μm)和样本统计量
根据以上计算公式计算并将其控制图绘制的Xbar-R图如下:
3.3 单斜面立体端面单面曝光

图7 双平面上表面曝光线宽的Xbar-R图
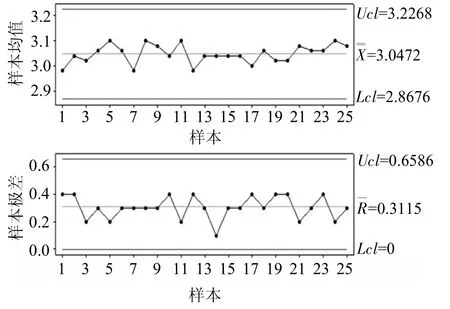
图8 双平面下表面曝光线宽的Xbar-R图
由于我们研制的上版架楔形误差补偿机构的调整角度有限,不能满足端面最大角度±8°的技术要求,为此设计了单轴测角滑台,用来调整角度,来满足大角度立体端面的曝光需求(见图9)。

图9 单斜面立体端面单面曝光
通过以上的工艺实验及数据检测分析,得出单斜面单面曝光的上表面线宽控制图如图10所示。

图10 单斜面上表面曝光线宽的Xbar-R图
3.4 双斜面立体端面双面曝光如图11所示

图11 双斜面立体端面双面曝光
3.4.1 曝光分辨率检测分析如图12、13

图12 双斜面上表面OLYMPUS 3D检测图片
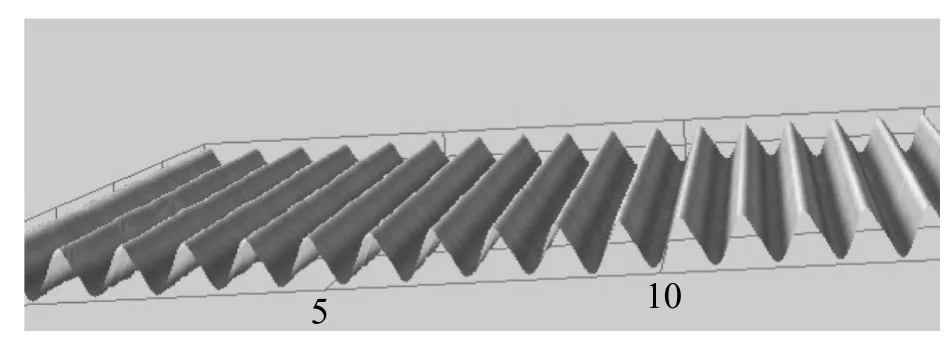
图13 双斜面下表面OLYMPUS 3D检测图片
3.4.2 曝光分辨率质量特性分析
我们采用同样的统计学方法对双斜面双面曝光的曝光分辨率进行研究及数据分析得出其上下表面线宽控制图如14、15所示。
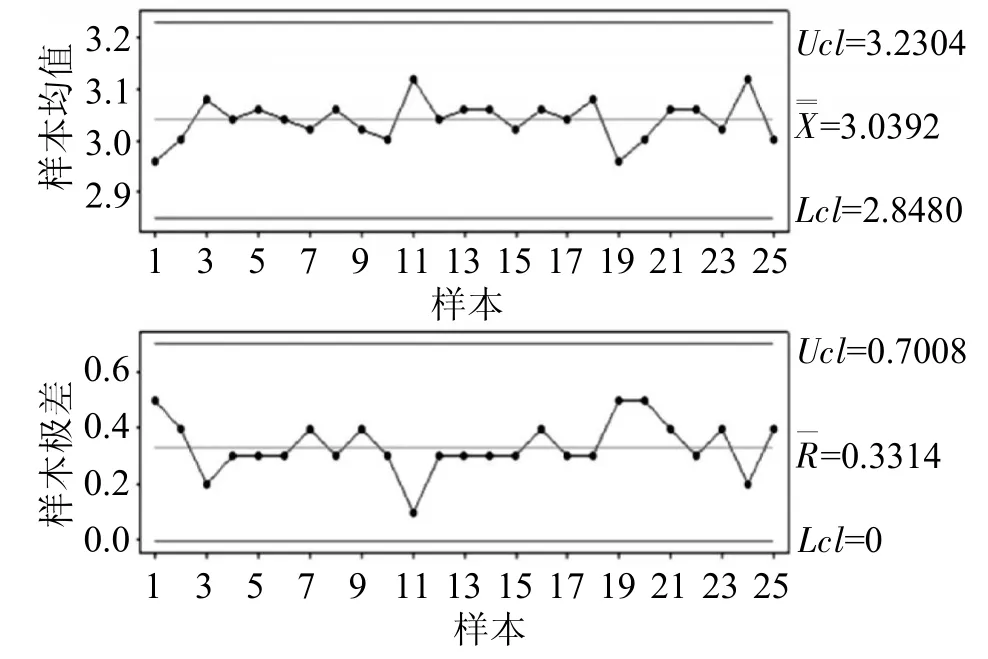
图14 双斜面上表面曝光线宽的Xbar-R图
4 结束语
通过对立体端面光刻工艺的分类试验及对所得数据的分析,验证了我们所研制的立体端面对准工作台及楔形误差补偿机构完全可以满足立体端面的光刻工艺,为该类特种器件的光刻工艺研究奠定了基础。

图15 双斜面下表面曝光线宽的Xbar-R图
[1] 王志越.双面对准曝光中关键技术研究[J].电子工业专用设备,2000.29(3):13-18
[2] Michael Quirk Julian Serda著,韩郑生译.半导体制造技术[M].北京:电子工业出版社,2004.
[3] 王海涌,吴志华.玻璃基片双面光刻工艺流程的研究[J].半导体技术,2012.31(8):576-578.
Solid Surface Lithography Technics Research
LU Gang,ZHOU Zhanfu
(The 45thResearch Institute of CETC,Beijing 100176,China)
Solid surface special type device need to generate lithography figure on single side or double side of the device.According to the requirement of the special device,an alignment stage and a wedge error compensation framework are developed to adapt it,and also based on the physics characteristic of the solid surface,a clamping framework is designed to adapt its coating technology,and according to the technics experiment,the feasibility of the lithography technics is confirmed.
Solid surface;Wedge error compensation;Coating technology;Lithography technics; Exposure resolution
TN305.7
:B
:1004-4507(2015)07-0023-06
芦刚(1972-),男,甘肃平凉人,毕业于甘肃电视大学,现主要从事半导体光刻设备的研究。
2015-04-14