避雷带焊接施工工艺与方法
2015-05-15李生兵易少兵
李生兵,高 文,易少兵,陈 忠
(武汉建工集团股份有限公司,湖北武汉 430023)
0 引言
在避雷带结构组成中,镀锌圆钢焊接技术在避雷带安装过程中尤为重要,避雷带镀锌圆钢焊接质量将直接影响整个避雷带的接闪效果和美观程度。在传统避雷带镀锌圆钢焊接施工过程中,传统避雷带焊接是将镀锌圆钢一端弯成乙字型再将另一根镀锌圆钢与其搭接进行双面施焊,导致施工强度大,不易操作,观感质量差,施工效率低,且严重破坏了避雷带圆钢的镀锌防腐层,并使焊接部位碳化、变脆,增大电阻,降低接闪灵敏度。随着建筑业的发展,建筑行业对避雷带的焊接质量要求越来越高,避雷带焊接施工技术正是为适应这一新形势而快速发展起来的。
武汉市民行政服务中心工程是湖北省重点建设工程,2014年武汉市民行政服务中心工程荣获国家建设工程鲁班奖。避雷带焊接施工技术在此项目上创新应用,效果显著,赢得了建设单位、监理单位、设计单位、质量检测单位及鲁班奖评审专家的一致认可和好评。避雷带焊接施工安装这一新型绿色施工技术具有良好的发展前景。
1 工艺原理
避雷带焊接施工技术是在传统的避雷带焊接施工技术工艺基础上的改进与创新。通过焊接件的细部处理及焊接方法,合理安排焊接件的焊接位置。焊接件长度控制在14D,两端用打磨机倒45°圆弧,双面焊接在对接的避雷带圆钢上,焊接时焊缝宽度为0.5D,焊缝两端控制45°圆弧与焊接件圆弧弧度一致,焊接位置控制在避雷带整体的非看面。焊接位置刷银粉漆进行防腐。
2 工艺特点
(1)成型效果好、工艺简单、施工效率高、创新性高;
(2)将焊接件双面焊接在非看面,提高避雷带整体观感质量;
(3)采用焊接件分别与两根镀锌圆钢进行搭接,双面施焊,施工强度小,易操作,且不会破坏避雷带圆钢的镀锌防腐层,控制了电阻值,保证了接闪灵敏度;
(4)焊接件两侧倒45°圆弧,焊接时控制焊缝两端成45°圆弧,与焊接件弧度一致,成型效果好;
(5)规范的搭接长度,精心的焊接工艺,有效提高了避雷带的接地效果。
3 施工工艺流程及操作要点
3.1 施工工艺流程
避雷带焊接安装施工工艺流程如图1所示。

图1 避雷带焊接安装施工工艺流程
3.2 操作要点
3.2.1 施工准备
(1)认真阅读施工文件,详细研究设计内容、设计要求,掌握设计意图;
(2)根据施工图纸,结合现场实际情况,熟悉避雷带安装走向,确保避雷带安装有序进行;
(3)根据避雷带圆钢规格型号,编制下料清单;
(4)编制专项施工方案,并对现场施工作业人员进行详尽的技术交底,形成文字记录。
3.2.2 材料下料
镀锌圆钢、焊接件及辅助材料下料见表1。

表1 镀锌圆钢、焊接件及辅助材料下料表
3.2.3 焊接件加工
避雷带镀锌圆钢焊接件采用的是镀锌圆钢同型号材料,参考文献[2]规范要求圆钢与圆钢焊接时搭接长度及焊接方法:搭接长度不应小于圆钢直径的6倍,双面施焊。搭接长度为l1=12D,为了提高观感质量,用打磨机将焊接件两端打磨成45°圆弧。则长度l=2tan45°D+l1=14D=14 mm×12 mm=168 mm,规定焊接件的长度l=170 mm。用打磨机将焊接件两端打磨成45°圆弧,焊接件刷银粉漆进行防腐处理。
3.2.4 避雷带的安装
根据图纸及避雷带镀锌圆钢的预留位置,预安装避雷带镀锌圆钢。参考文献[2]规范要求,确定避雷带支撑件的安装位置及距离,固定支撑件,将镀锌圆钢两两对接,依次固定在支撑件上。
3.2.5 焊接
将加工好的焊接件均分焊接在两两对接的镀锌圆钢处,采用双面施焊。焊接位置选在避雷带的非看面。焊接时焊缝宽度为D/2,焊缝两端控制45°圆弧与焊接件圆弧弧度一致,如图2。
3.2.6 防腐
将银粉漆均匀刷至焊缝处,刷两遍银粉漆,进行防腐处理。
3.2.7 清理用抹布将避雷带擦拭干净,屋面的施工垃圾清理干净。
3.2.8 测试
接地电阻测试,接地电阻用接地摇表ZC-8型:一般是三个接线端子:一个接测试接地极,一个接20 m放线电压极,一个接40 m放线电流极。要求2根测试线相距20 m。有效接地不超过4Ω。
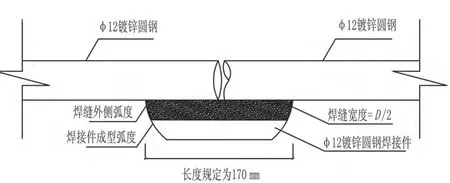
图2 避雷带镀锌圆钢焊接平面图
3.2.9 验收
避雷带安装完成后,进行质量验收。按照文献[1]、[2]要求,确保:
(1)人工接地装置或利用建筑物基础钢筋的接地装置必须在地面以上,按设计要求位置设测试点;
(2)测试接地装置的接地电阻值必须符合设计要求;
(3)接地装置的焊接应采用搭接焊,搭接长度应符合规定:圆钢与圆钢搭接为圆钢直径的6倍,双面施焊;
(4)除埋设在混凝土中焊接接头外,有防腐措施;
(5)单根圆型导体固定支架的间距为1 000 mm;
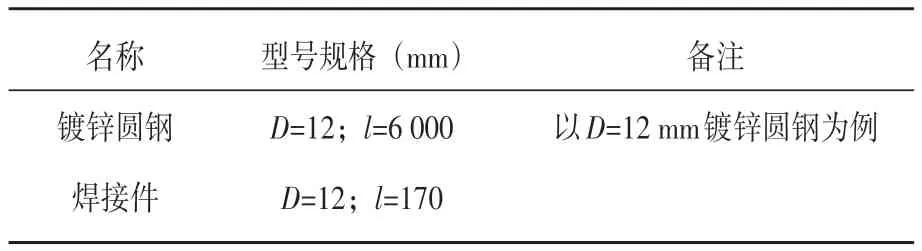
表2 主要材料
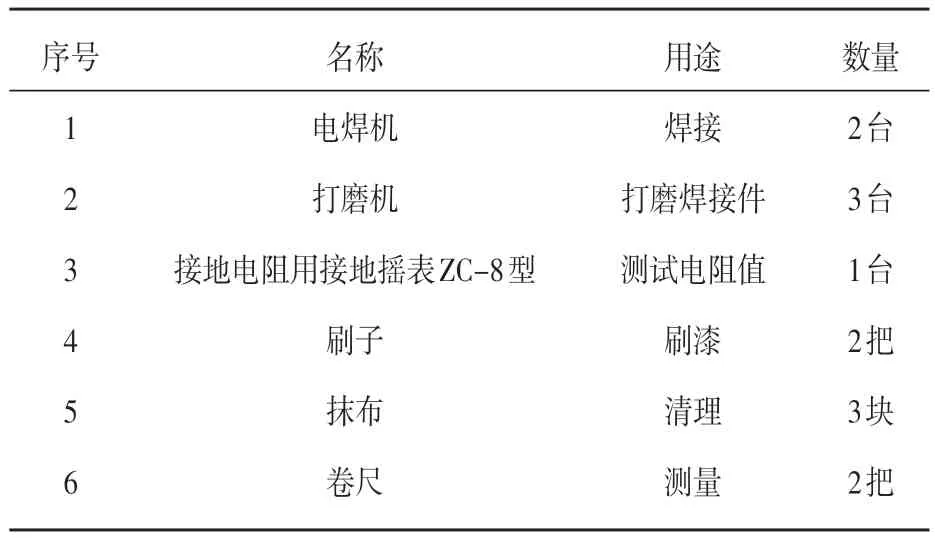
表3 主要机具设备
(6)焊接件焊接位置控制在非看面。
4 材料与设备
主要材料见表2,主要机具设备见表3。
5 结论
避雷带焊接施工技术,难度在于如何解决避雷带镀锌圆钢焊接施工强度大,对镀锌圆钢镀锌防腐层破坏大等问题。它通过焊接件分别与两根镀锌圆钢进行搭接,进行双面施焊,焊接件位置控制在避雷带非看面,重点控制焊缝的宽度及焊缝两侧的弧度与焊接件弧度一致。该技术有效地减小施工强度,易操作,且不会破坏避雷带圆钢的镀锌防腐层,控制了电阻值,保证了接闪灵敏度,提高了观感质量,提高了施工效率,节约了施工成本。
[1]GB50303-2002.建筑电气工程施工质量验收规范[S].
[2]GB50601-2010.建筑物防雷工程施工与质量验收规范[S].
