基于UG的零件建模和数控车削加工方法探究
2015-05-15茆兰娟
茆兰娟,李 军
(江苏联合职业技术学院盐城生物工程分院,江苏盐城 224051)
0 引言
零件建模(UGCAD)和数控加工方法(CAM)是数控专业学生必须掌握的知识,要求会用UGCAD软件对零件进行三维实体建模,培养产品设计造型的能力;会用CAM模块对零件进行加工工艺设置、刀具及加工参数的选择和数控编制程序等,培养数控加工的能力。下面以一个实例来说明这两方面的知识。
高脚杯形状结构如图1所示:
主要尺寸:杯体高180.12 mm,杯上身高120.58 mm,杯大肚直径109.1 mm,杯口直径100 mm,杯壁厚2.45 mm,杯腿高59.94 mm,腿粗16 mm,脚盘高4 mm,脚盘直径100 mm。考虑到实例操作需进一步了解数控加工,故材料选用钢材。
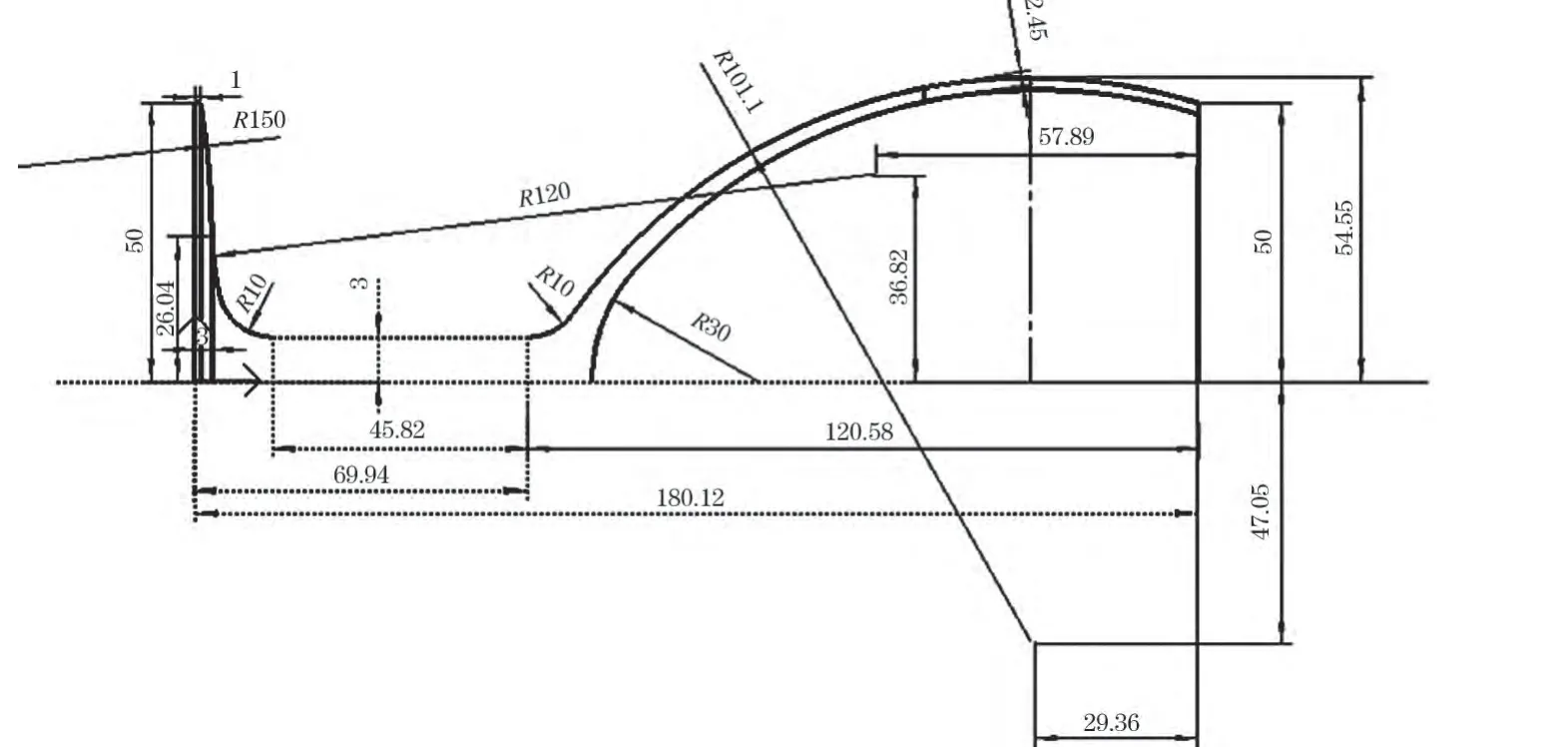
图1 高脚杯零件图
1 高脚杯建模
高脚杯可通过以下步骤进行建模造型:绘制高脚杯轮廓截面曲线草图,利用回旋命令生成高脚杯实体,实体边倒角,隐藏实体多余轮廓线。
高脚杯实体造型过程:
(1)新建高脚杯零件文件
①在桌面上双击UGSNX 8.0的快捷方式,打开UGSNX 8.0;
③选择新建文档的存放位置为E盘,“文件名”为gaojiaobei,“文件类型”为部件文件(*.prt),“单位”为mm,单击“O K”按钮新建一个部件文件。
(2)绘制高脚杯截面曲线的草图
②绘制截面曲线。利用草图工具栏上的“直线”、“圆弧”、“圆”命令绘制截面曲线,利用“约束”命令使各段圆弧光滑连接,如图2所示。
(3)利用回旋生成高脚杯实体
①选择回旋功能。选择主菜单上“插入”→“设计特征”→“回旋”,系统将弹出回旋实体特征向导栏。选择刚生成的草图,单击“自动判断的矢量”按钮,选择草图上CY方向的直线。单击“应用”按钮,显示参数并自动生成高脚杯回旋实体。
②在图形预览确定模型正确后,在特征向导栏中单击“取消”按钮生成实体,如图3所示。
(4)高脚杯实体倒圆角
②选择高脚杯实体上边界。在图形上选择回旋体的上底面的边界,在浮动菜单中输入半径值。单击特征向导栏中的“确定”按钮生成高脚杯实体圆角。
③选择高脚杯实体下边界。在图形上至上往下选择回旋体的四个下底面的边界,在浮动菜单中依次输入半径值,单击特征向导栏中的“确定”按钮生成高脚杯实体圆角,绘图结果如图4所示。
(5) 隐藏高脚杯实体多余轮廓线
选择隐藏功能。选择主菜单上“编辑”→“隐藏”,系统弹出字菜单,选择隐藏选项,选择截面曲线和XC-YC主平面,单击浮动菜单中的“确定”按钮完成操作,生成效果如图5所示。
(6)保存高脚杯文件
完成高脚杯实体造型各个特征的建立后,选择主菜单的“文件”→“保存”,系统弹出UGS NX 8.0浏览器,选择需要保存的文件夹,并输入文件名“gaojiaobei”单击“保存”按钮保存高脚杯文件。
2 高脚杯编程加工
(1)高脚杯加工工艺分析
高脚杯零件的加工,可按先进行零件内表面的粗、精车加工,后进行外轮廓的粗、精车加工的方式进行切削加工。表1所示为加工过程中有关工艺参数选择(参考)。
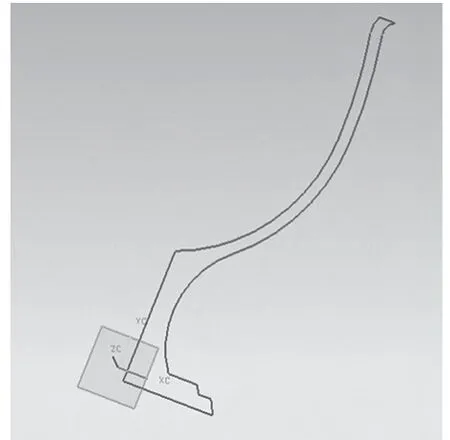
图2 高脚杯造型流程

图3 高脚杯截面曲线

图4 高脚杯的回旋实体

图5 完成高脚杯实体后倒圆角
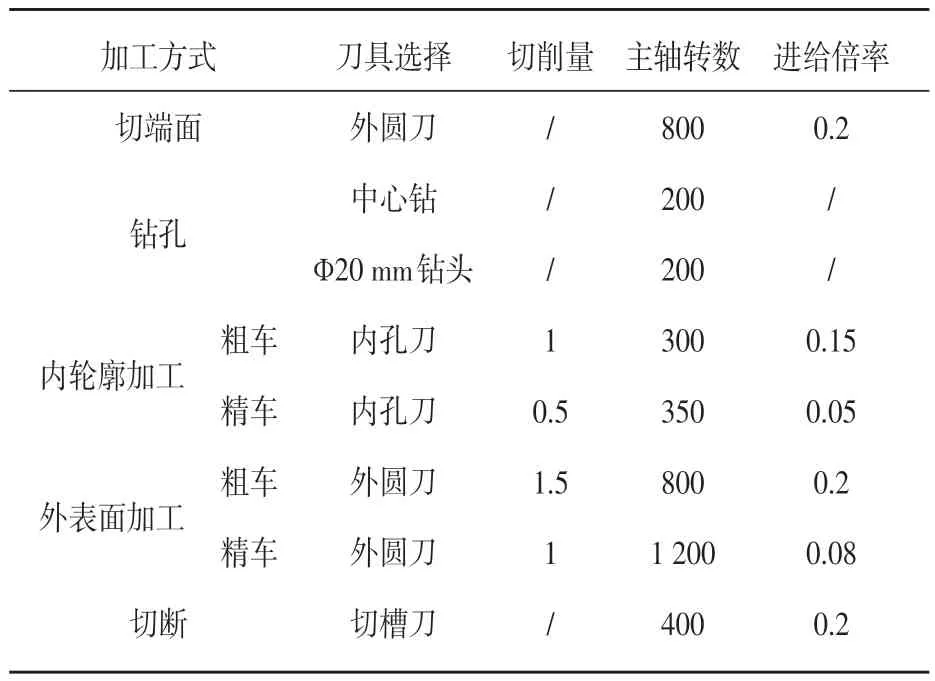
表1 工艺参数
(2)分析高脚杯零件图样,确定加工方案
高脚杯零件主要由直线、圆弧及曲线组成,高脚杯杯身的曲线部分采用圆弧相切的方式连接而成,各切点坐标已知。
高脚杯零件结构工艺性分析:高脚杯零件属于薄壁、细长件,杯自身结构刚性差,易产生振动;承受切削和夹紧能力差,易引起热变形,必须正确选择刀具和切削余量,合理安排加工工序,以减小和补偿形变,保证高脚杯加工精度。
高脚杯精度及技术要求分析:尺寸公差、形位公差、表面粗糙度和其他一些特殊要求。
高脚杯的加工方案:零件毛坯采用钢材,机床采用CYNC-400TA数控车床,系统为FANUC Seriesoi Mate-TC;刀具选择:外圆车刀、内孔车刀、切槽刀及中心钻、Ф20mm钻头;夹具为三爪自定心卡盘。内表面加工结束采用轴-径向退刀,避免撞刀;外轮廓采用斜线退刀,编程选择手工编程。
(3)高脚杯零件材料分析
45钢是轴类零件的常用材料,调质(或正火)处理后,可得到较好的切削性能,并能获得较高的强度和韧性等综合机械性能,淬火后表面硬度可达45~52HRC。GB/T699-1999标准规定45钢抗拉强度为600 MPa,屈服强度为355 MPa,伸长率为16%,断面收缩率为40%,冲击功为39 J。
(4)数控机床的选择
高脚杯零件为薄壁、细长的悬伸件,适用数控车床加工。车床采用学校数控车实训室提供的CYNC-400TA卧式数控车床,系统为FANUCSe⁃ries oi Mate-TC。床身上最大回转直径:400 mm,过拖板最大回旋直径:230 mm,最大工件长度:750 mm,X轴最大行程:210 mm,Z轴最大行程:630 mm,主轴头型号:ISOA2-6,主轴通孔直径:Ф52 mm,变速方式:无级,主轴转速:200~300 r/min,主轴电极功率:7.5 kW,尾座套筒直径与行程:Ф52 mm、100 mm,尾座锥度孔:MT4,刀架∶四工位电动刀架,冷却电机:90 W,冷却流量:20 L/min,润滑电机:20 W,润滑排量和时间:3~6 mL/次、15 min/次,电源电压:380 V,相数:3,频率:50 Hz,熔断器额定电压:50 A,设备容量:20 kVA,加工精度:IT5~IT6。
(5)工件的定位与装夹
机械加工中必须使工件相对刀具和机床处于正确的位置,高脚杯零件属于圆柱面定位,可用三爪自定心卡盘装夹。三爪自定心卡盘装夹方便,有自定心作用,适应性强,可缩短生产准备周期,成本低。但定心精度不高、夹紧力小。用三爪自定心卡盘装夹适用于生产中小尺寸、形状规则的单件工件。
(6)刀具选择与安装
刀架选用四工位电动刀架,分别装夹外圆刀、内孔刀和切断刀;麻花钻及中心钻装于尾座。
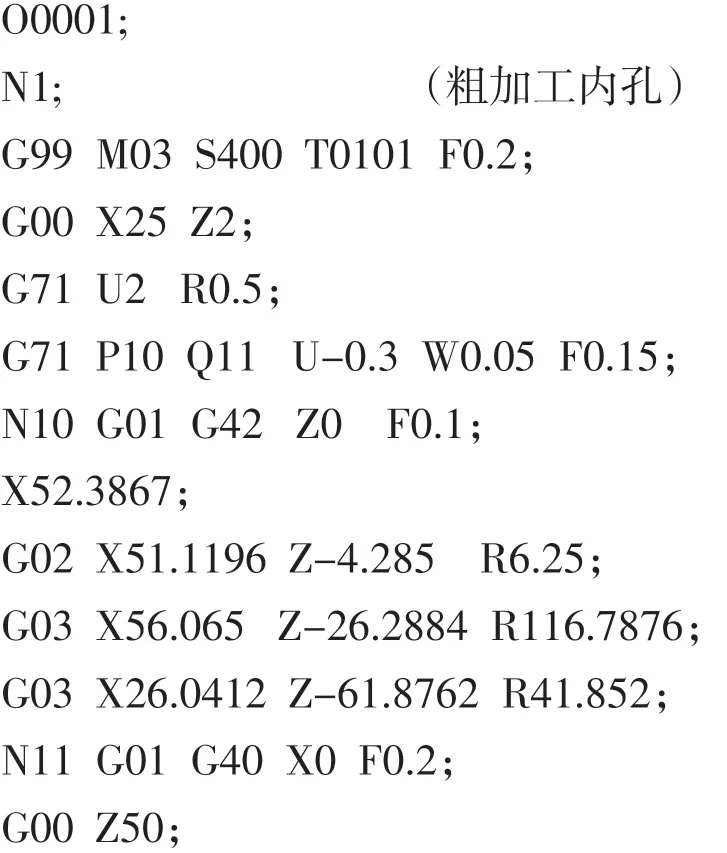
(7)编制高脚杯数控加工程序
加工程序如下:
3 数控加工注意事项
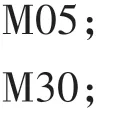
(1)高脚杯零件属于薄壁细长工件,加工中径向受力容易增大圆度误差和直线度误差,故应做到粗车时夹紧力大,精车时适度减小夹紧力;孔内用撑杆支撑,使工件的承受力增强;刀具采用较大主偏角和刀刃锋利的车刀,选用切削用量时以减小切削力和切削热为原则,切削深度和进给量应减小。防止工件温度过高,工件受热伸长会引起弯曲变形,切削用量不宜过大,要注意充分冷却。如图6和图7所示为加工零件高脚杯内孔和外圆。
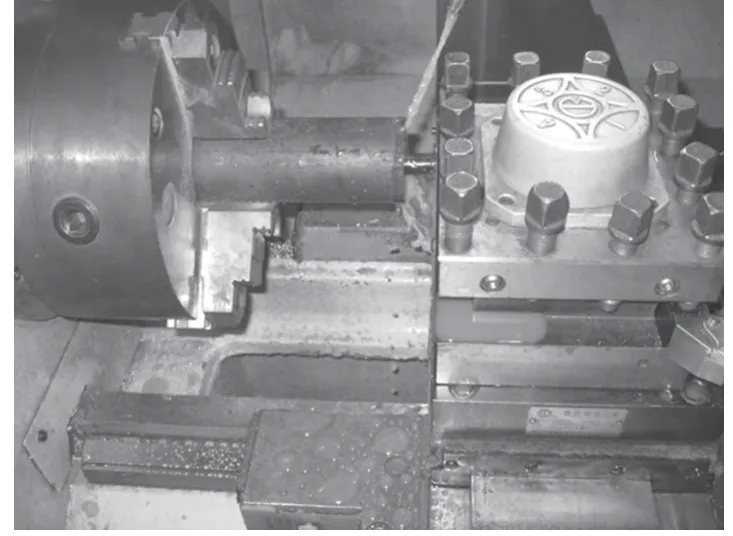
图6 加工零件内孔
图7 加工零件外圆
(2)高脚杯工件验收与质量误差分析。高脚杯工件的测量主要是测量高脚杯各轴向的长度、外径值及内外圆弧圆度。因高脚杯整体尺寸精度要求不高,故可采用实训室提供的游标卡尺等量具。
高脚杯零件的成品经测量发现各轴向尺寸合格,杯脚部分的径向尺寸也在控制范围内,但圆弧尺寸不正确,尤其是内圆弧误差较大;另外杯肚底因钻头钻的过深,留下明显凹陷部分。总结原因:主要是由于装夹时定位精度不高,加工内圆弧时因无法使用顶尖定位,使工件加工时振动强烈,影响精度;其次,刀具刀尖有磨损,也直接影响工件的加工精度,如图8所示。

图8 高脚杯零件成品
4 结束语
文章通过高脚杯实例,结合UG软件,说明零件的建模过程和数控车削加工方法,从而进一步达到加深对数控加工的认识,特别是薄壁零件加工的技巧,同时培养产品设计造型的能力。
[1]李云龙.数控加工实例精解[M].北京:机械工业出版社,2004.
[2]FANUC Oi-MC操作说明书[Z].北京发那科机电有限公司,2009.
[3]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2006.
[4]刘雄伟.数控加工编程的理论基础[M].北京:机械工业出版社,2000.
[5]肖军民.UG数控加工自动编程经典实例[M].北京:机械工业出版社,2011.
[6]周晓红.数控铣削工艺与技能训练(含加工中心)[M].北京:机械工业出版社,2011.
[7]陈炳光,陈昆.模具数控加工及编程技术[M].北京:化学工业出版社,2011.
[8]唐利平.数控车削加工技术[M].北京:机械工业出版社,2011.
[9]朱勇.数控机床编程与加工[M].北京:中国人事出版社,2011.
[10]关雄飞.数控加工工艺与编程[M].北京:机械工业出版社,2011.
