选矿过程检测与控制技术新进展
2015-05-15周俊武
周俊武
(1.北京矿冶研究总院,北京市100160;2.矿冶过程自动控制技术北京市重点实验室,北京市100160)
选矿过程检测与控制技术新进展
周俊武1,2
(1.北京矿冶研究总院,北京市100160;2.矿冶过程自动控制技术北京市重点实验室,北京市100160)
选矿过程检测与控制技术发展已然呈现智能化特点和趋势,即建立在物理检测、数据分析和数学建模基础之上的工况识别、状态监测和规则提取,进而完成控制系统与控制策略的设计与实现。另一方面,信息化和通讯技术加速了生产非实时数据和信息的采集、互通、利用,对保障工艺流程与生产设备的可靠性运转、有效性维护起到了积极作用,并进一步支撑了选矿过程控制智能化的发展。本文介绍碎矿过程智能故障诊断、磨机负荷监测、磨矿分级过程智能控制、选矿厂无线数据管理等方面的探索与实践。
选矿过程;故障诊断;磨机负荷;智能控制;无线巡检
近年来,选矿自动化的发展速度、普及率前所未有,新建选矿厂无一例外地同步建设自动化系统,老选矿厂也不断通过自动化系统的建设实现改造提升、转型升级。选矿自动化已经成为选矿工业关键产业技术必不可少的组成部分,对选矿工业的经济效益和社会效益的实现和提升至关重要。本文就选矿过程检测技术与控制技术最新进展做简要评述。
1 概要
矿产资源条件不断恶化、选矿工业生产的复杂性、不确定性在加大,对生产成本、能源消耗的控制日益强化,矿山可持续发展的需求日益迫切。Mesto公司的PTI(Process Technology&Innovation)部门于2012年9月在澳大利亚Perth发布的报告中称,节能降耗、提高金属综合回收率、提高水资源综合利用是选矿工业的主要技术发展方向,核心手段是过程集成与优化。
我国选矿厂规模迅速扩大,为选矿自动化技术的发展和实践创造了良好的基础条件和难得的机遇。矿山企业关注的焦点主要集中于利用自动化技术实现生产平稳控制和生产成本优化,具体表现在减员增效、减少生产与设备故障和节能降耗方面。从工艺流程上看,碎磨工艺对故障诊断和节能控制的需求以及浮选工艺对于生产平稳控制和操作去人工化的需求最为迫切,而浓缩脱水目前还缺乏非常明确的生产量化指标来推动精细化操作与控制。从生产组织管理上看,对生产业务的监控一直是个空白,比如设备巡检、流程巡视等,导致这些业务对生产效益的贡献难以评价,也造成了控制系统与生产本身的脱节。
本文重点介绍“十二五”期间我国在破碎故障诊断、磨矿节能控制、仪器设备巡检等方面的探索与实践工作。
2 破碎过程智能故障诊断
破碎工艺生产设备多、分布广、矿石转运距离长,加之地下开采的矿石含泥量大且其中夹杂着木头、锚杆和导火索等异物,单凭人工操作监控无法及时发现生产异常和故障,导致破碎生产连续性和稳定性不佳。
破碎过程智能故障诊断系统以在线检测数据为支撑,融合因果推理、主元分析和机器学习技术相融合,挖掘生产流程中设备与操作间的内在联系,对生产是否正常、什么原因引起故障、故障的严重程度等问题进行分析、判断,实现从底层设备到中间工序、再到上层生产流程的3层架构生产过程在线监测和故障诊断,并向系统的操作者提示所要采取的措施,以达到提高运转率、降低劳动强度的目的。
破碎过程智能故障诊断系统分3个层次分别提供设备级、工序级和流程级的故障诊断。1)设备级故障诊断。长皮带:皮带打滑,液力耦合器故障,下料口卡锚杆、铁棒、木头,首轮漏斗堵。振动筛:给矿口堵,下料口堵,筛孔堵,筛网漏。破碎机:破碎腔体堵,给料漏斗堵。胶带给矿机:卡大木头、矿仓下料口堵。2)工序级故障诊断。对子工序中设备间负荷的匹配情况进行监测与诊断,比如给矿量与破碎机的负荷、筛子的负荷及输送皮带的负荷匹配情况进行故障监测。3)流程级故障诊断。对粗碎、筛分、中碎和细碎工序的生产操作的协调状态进行监测与诊断,有效降低仓满溢料和空砸断料情况发生的几率。
破碎过程智能故障诊断包括数据采集和存储(数据库)、数据预处理与标准化,以及基于相关性、因果性和直接性证据的破碎过程运行监控与故障诊断。此外,为了提高基于因果推理、主元分析和机器学习的故障分类与诊断性能,系统设计人员的先验知识,以及现场操作人员通过生产质量及时调整系统运行的经验知识均被融合到推理与分析模型中,并通过不断的积累,丰富故障分类证据库。该故障诊断系统结构如图1所示。

图1 破碎流程故障智能诊断系统结构
破碎过程智能故障诊断系统在国内某金矿工业现场的使用过程中,多次成功诊断出诸如由于液力耦合器故障造成的皮带运输机空转、振动筛堵塞及下料漏斗堵塞等故障生产工况。以8 kt/d的处理能力,每天生产20 h计算,中碎工序的平均产能为1.2 kt/h,一旦液力耦合器故障导致的矿石转运皮带被压死的情况发生,30 s内将有10 t的矿石压死在皮带上或散落在周围。采用故障诊断系统后通过与FCS系统联动在3 s内停止给矿,避免事故扩大化,可以节省出近2 h左右的停车清理时间,提高流程连续运行时间。2013年12月21日~2014年2月20日,该系统在连续60 d的统计时间里累计成功预报故障次数达到36次,故障预报准确率平均为71%。
破碎过程智能故障诊断系统通过工况预报和故障诊断提高了生产监控管理的预见性和准确性,可以大大降低由于故障造成的大面积、长时间停车和超大工作量。同时,可以有效减轻操作工人的劳动强度与巡检次数,减少和避免了设备损坏。
3 磨机负荷监测
不同负荷的磨机内,由于钢球和物料对磨机筒壁的冲击不同,从而在筒壁表面形成不同的振动。基于这一原理通过安装在磨机筒壁上的振动传感器实时采集包含筒壁振动频率和能量的信号,通过数学方法从中提取出具有代表意义的特征参数,从而可以对磨机的负荷进行监测[1-2]。
磨机负荷监测系统已在日处理量从1 kt到的22.5 kt的5台不同规格的球磨机和半自磨机上得到应用,时间最长的系统已在工业现场连续运行3年以上。通过观察以及对大量的数生产实时据的分析表明:磨机负荷监测系统可以有效地反应磨机工作状态;在保证产品质量的前提下,有助于提高磨机的平均处理量;系统可以有效预报磨机的“涨肚”或“空砸”趋势,保证设备的安全稳定生产;减少了工人的巡检次数,降低了劳动强度。

图2 磨机负荷监测系统结构示意
表1为磨机负荷监测系统在某金矿使用前1个月和使用后1个月的统计数据,结果表明:在保持溢流产品浓度和粒度基本不变的前提下,使用磨机负荷监测系统提高系统处理量5%以上。磨机负荷监测数据与磨矿专家系统件结合应用于磨矿过程的优化控制中,实现了对磨矿生产参数的自动调节。

表1 工业应用过程中磨矿分级过程数据统计
4 磨矿分级智能控制
针对磨矿分级系统输入输出变量多、非线性时变特性强及易受干扰因素影响的特点,研究实现基于物料平衡和智能工况识别的磨矿分级专家系统(参见图3),通过对物料平衡模型和工况操作经验的总结分析,将通用与专用规则相结合,智能识别各种工况并进行优化设定,保证了磨矿分级生产的平稳、安全和高效运行,避免了人工操作的随意性和主观性,优化了磨矿分级产品的指标。
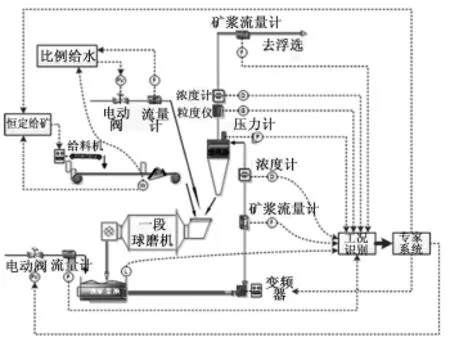
图3 基于物料平衡及智能工况识别的磨矿分级专家系统
针对常规的磨矿泵池—旋流器流程,研究开发了一种变结构的控制策略,充分利用泵池的有效容积,在不出现冒顶、抽空等事故的前提下优先保证下游流程的稳定,通过带记忆的变结构控制策略实现综合性能的最优。磨矿分级控制框图如图4所示,其中变结构控制模块以液位实际值、液位控制限与液位中限为参数,综合判断选择相应的控制模式,如恒液位、恒泵速和超限控制,并实现各模式之间的无扰切换。该控制策略需先在Matlab里进行建模仿真,验证了策略的有效性并得到实际调试时的初始建议参数。现场控制效果如图5所示,24 h内砂泵仅做了9次调整,调节时间所占比例约12.5%,而传统控制方法几乎100%的时间在进行调节。该策略较之常规恒液位控制方案更能充分利用砂泵池的缓冲能力,在保证液位安全的前提下,使得渣浆泵转速尽可能不变,为后续旋流器分级提供稳定的工作条件。

图4 磨矿分级控制框图
磨矿分级智能控制运行以来,综合投用率达到80%以上。一周的自动控制和对照组的数据统计表明,操作工手动调整次数减少90%以上,旋流器溢流粒度标准差降低0.2%,如表2所示。磨矿分级智能控制投用后,旋流器溢流流量波动明显降低,溢流粒度-74 μm占比有所增大。现场应用效果表明,磨矿分级自动控制减小了现场工人的工作量,保证了系统的平衡,优化了系统的操作指标。

图5 变结构泵池控制策略控制效果

表2 磨矿分级智能控制应用情况对照
基于物料平衡和智能工况识别的磨矿分级专家控制面临的问题包括:经验规则的适应性需要不断通过应用加以提高;推广至SABC等其他流程,并与破碎、浮选等流程控制相结合;形成稳定的优化控制产品。
5 无线数据管理
选矿过程一方面具有作业面相对稳定,设备与装备都相对固定等特点,另一方面又具有流程长、人员少、管理成本高等诸多负面因素。同时,由于其矿石本身的特性,选矿过程会经常出现异常警告或流程报警,使得生产的效率大大降低。为了解决上述问题,矿山除了加大自动化方面的投入,引入先进控制、智能控制、故障诊断等系统以外,还会加大人员管理方面的投入。目前,绝大多数的矿山都实现了区域对讲和部分回路的远程控制。
国内的选矿厂主要采用区域巡检和专人设备点检这两种管理方式来解决人员少、作业流程长、设备种类繁多等问题。控制室的中控人员根据自动化系统采集的数据状态,通过对讲来指导操作工对工艺进行控制,再根据受控对象的远程、就地状态进行操作。这样往往导致调控不及时,控制室的实际情况与作业面的运行状态无法很好结合等问题,使得现场人员不得不“束缚”在某一特定位置,无法掌控全局。另外在选矿过程中,设备维护与点检过程多以纸质记录作为记录终结,数据的可靠性和准确性都无法得以保证;最为关键的是,纸质记录无法被自动化系统所利用,间接地失去了很多有用的信息。
现阶段,在选矿厂中主要有两种移动手持设备在进行使用。第一种是以传统WindowsCE系统开发的工业级手持终端,这类终端一般集成了传感器和外设接口,功能丰富,通过和矿山的信息化系统结合,可以实现移动过程中的测温、测振等点检工作,实现设备维护的无纸化。但由于WindowsCE终端的体积一般较大,其操作都是依靠电阻屏,其易用性及界面丰富程度都受到了限制。另外,这类系统的综合信息管理一般都无法和矿山的信息化自动化系统对接,对管理者来说其使用的目的性不强,积极性不高。总的来说,这类手持设备在选矿厂的使用情况不佳。
基于android/IOS系统的专用矿用APP是另外一种发展趋势。由于当前的移动通信设备几乎全部是这两种操作系统,使得一些信息化的操作可以在个人移动设备上轻易的完成。移动信息系统与工业自动化系统能否有机结合也是该系统是否易用的基本要素之一。
矿山选冶流程的无线数据管理系统,既可以安装在专用的移动设备上,实现完全的点巡检功能,还可以安装在个人手机上,实现数据的交互,实现从自动化系统到信息化终端的良好结合。该系统的基本功能如下:1)远程数据巡检功能。通过客户端和服务端的数据交互,用户根据个人应用权限的不同来区别移动端所获取的数据,这个数据既可以是用户关心的区域数据,又可以是全流程的实时数据,其刷新速度很高。该功能特别是对于一些难攀(如:粉矿仓顶)、移动(如:行车中)区域,有着独特的优势。2)远程控制功能。用户根据个人的权限,可以对某些需要紧急控制的阀门、泵等关键设备进行控制。为了防止误操作和无效操作,后台可以根据控制人员的位置信息来区分控制指令是否处于有效的区域之内,从而实现更加精准的用户行为约束。3)RFID远程定位功能。当用户携带具有远程定位功能的手机经过预先设计的RFID有源卡片信号区域时,系统会自动记录其进入该区域的时间,当RFID卡片布置的足够广而密时,服务程序就可以根据这些数据绘制出使用该手持人员的一幅完整的路径图。管理者可以根据这些数据,考核手持携带者移动状况,规范他们的巡检路径,考核其工作情况。4)其他用户设置功能。移动终端用户可以根据自身的使用需求,结合工厂的班组计划,合理设计用户的点巡检计划,并根据用户自身的角色,设置参数报警和任务提醒等一系列用户个人属性,完成点检、巡检过程任务。
该系统在某金矿进行试用,分别有3台平板电脑及11套工业手机陆续投入到各个工段,通过个性化软件定制,该系统为选矿车间的自动化生产带来了很大的便利。表3是该系统投用前后一些生产工作流程的对比。

表3 无线数据管理系统投用前后对比
从上表数据中可以看出,随着无线数据管理系统的深入应用,使用者已经逐渐地改变了原有的生产运营方式,手持系统的无线接入逐渐变成生产过程必不可少的一项辅助工具。以无线数据管理系统在选矿车间磨浮工段的应用为例,结合自动化系统的使用,磨浮工段每个班次只有4人在同时工作,人员配置数量已达到国内同类水平矿山的最少,实现了一人兼顾多个岗位的既定目标。
6 选矿自动化发展趋势
我国选矿工业正在从“做大”逐渐转向“做强”的发展阶段,选矿工业在有色金属回收整个产业链中的地位日益重要,而其承担的经济责任和社会责任也被提高到了空前的高度。选矿自动化技术极其有可能会在这个发展阶段从一门专业技术发展成为一门产业技术,即更加充分的与资源条件、生产工艺、生产装备、企业管理融合在一起,形成一种以企业价值为目标并为其量身定做的“总装技术”。从技术组成来看,选矿自动化技术的发展应该有如下的特点:1)物理检测与过程检测依然是选矿自动化、智能化、信息化发展的根本,并且只有以此为基础、结合生产的其他实时数据,通过建模、聚类、类比等数据处理方法方能实现生产过程中选矿机理的实时监测、生产规律与操作知识的动态获取,这是智能化的基础。尽管世界矿业强国已经在品位分析、图像分析等方面取得了成熟的产品与技术,但是他们从来没有停止过将新的基础检测理论在选矿过程检测应用上的研究。这一点值得我国学习和借鉴。2)信息通讯技术是选矿自动化、智能化、信息化的重要技术支撑手段,特别是非实时生产数据的采集与监控。选矿工业的大数据时代必须有非实时数据与实时数据的结合,才能更为有效的为产业发挥作用。3)智能矿山、智能选矿厂的建设,必须将自动化、智能化、信息化融入到工业项目的前端设计里去,根据企业的经济目标与社会目标,结合企业人财物与资源条件进行倒推设计,将工艺技术、设备技术、管理理念和作业方式有效组织到控制系统和信息系统中去。这对于提高自动化和信息化系统的建设效率至关重要。4)智能服务是智能矿山、智能选矿厂存在的基础,行业智力资源和技术资源的整合必须随着企业生产实践动态的优化配置,才能获得更好的社会效益和经济效益,矿业才可能长久的处于一种最佳生存状态。
[1] 陆博,杨佳伟,周俊武,等.磨机负荷检测系统无线数据采集装置的研制[J].矿冶,2013,22(4):91-94.
[2] 杨佳伟,陆博,周俊武.基于振动信号分析的球磨机工况检测技术的研究与应用[J].矿冶,2013,22(3):99-104.
Mineral Process Automation Development in China
ZHOU Junwu
(1.Beijing General Research Institute of Mining and Metallurgy,Beijing 100160,China;2.Beijing Key Laboratory of Automation of Mining and Metallurgy Process,Beijing 100160,China)
Intelligent is now the character and trending of the mineral processing automation technology.Based on the physical detecting,data analyzing and mathematical modeling,the situation and status in the producing process will be detected or monitored on-time,and the effective operating rules will be captured.All of the knowledge makes the control system successful and effective for the producing.Another hand,information and communication technology accelerate the collecting,transforming and utilizing of the non-real-time producing data,which give more guarantee in reliability and effectiveness for the process and equipment,and so promote the mineral processing intelligent.This article introduces the improvement and practice in the crushing intelligent fault diagnosis,the mill-load detecting and monitoring,the intelligent control in grinding and classifying process and the wireless patrolling in the mineral process plant.
mineral processing;fault diagnosis;mill load;intelligent control;wireless patrolling
TP273
A
1004-4345(2015)03-0006-05
2015-06-07
863计划十二五主题项目“选冶检测与优化控制技术”(2011AA060200)。
作者介绍:周俊武(1966—),男,北京矿冶研究总院研究员,博士生导师,主要从事选矿过程检测与控制技术研究,计算机应用技术研究。
