经不同规范焊后热处理的核电用碳钢的力学性能比较
2015-05-14王殿祥曲世超葛树涛
古 敏,王殿祥,韩 丽,曲世超,王 军,石 琳,葛树涛
(大连宝原核设备有限公司,辽宁大连 116620)
0 引言
目前,我国核电设备制造采用的国外标准有ASME-Ⅲ,RCC-M及俄罗斯的标准,国内发布的能源行业相关标准,主要是沿袭RCC-M的规定[1-5]。这些标准差异较明显,以模拟焊后热处理为例,对同一种类材料焊接的核电部件,按不同规范热处理后力学性能也不可能相同。为了进行比较,文中对人员闸门、设备闸门中的厚板母材和焊接材料进行了不同规范的模拟焊后热处理,并对其结果进行分析讨论,以供核电项目设计者编写技术规格书时参考。
1 相同材料核电部件的不同模拟焊后热处理规范
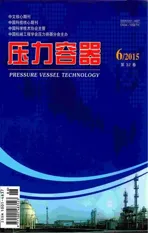
图1所示的3种模拟焊后热处理工艺分别根据相关标准和技术规格书编制,并得到相关设计部门确认。

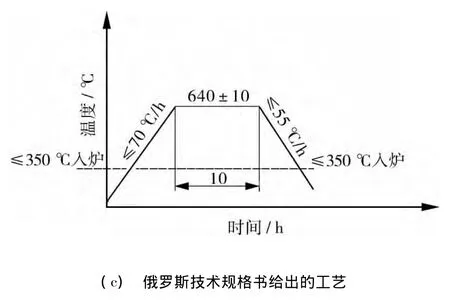
图1 按RCC-M,ASME-Ⅲ和俄罗斯技术规格书编制的模拟焊后热处理工艺
2 相同材料不同模拟焊后热处理规范的力学性能变化
2.1 母材性能的变化
2.1.1 试验用板材的化学成分
试验用3种厚度板材的化学成分供货值和复验值列于表1。

表1 P265GH钢板的化学成分 %
2.1.2 试验用板材不同热处理规范的力学性能
表2列出不同规范热处理后的板材力学性能试验值。可以看出,在595~650℃,保温6 h以上,材料的强度和伸长率无明显变化,且都远高于供货标准规定的最低值。在热处理保温温度和保温时间相同的情况下,3种规格板材热处理冷却速率55℃/h以下者冲击韧性比55~85℃/h的大幅下降,有的已接近 EN 10028.2—2009《压力容器用钢板》标准规定的下限值,分别为35 J和38 J。由于厚板都存在不同程度的组织偏析,同组冲击试样的冲击试验结果冲击吸收能量值也相差悬殊,最高差值达120 J。
2.2 填充金属性能的变化
2.2.1 试验用焊接材料的化学成分
试验用2种焊接材料熔敷金属的化学成分供货值和复验值列于表3。
表2 P265GH钢板不同规范模拟热处理后的力学性能

表3 焊接材料熔敷金属的化学成分 %
2.2.2 试验用焊接试件不同热处理状态的力学性能
表4列出经不同规范热处理后,试件焊缝金属的力学性能试验值。可以看出,在595~650℃,保温6 h以上,焊缝金属的强度和伸长率无明显变化,且都远高于母材供货标准规定的最低值。在热处理保温温度和保温时间相同的情况下,不同焊接试件模拟热处理不同冷却速率者冲击吸收能量值相差不大,与母材模拟热处理不同的是,每组试样的冲击吸收能量值都比较均匀。

表4 焊接材料复验试件不同规范模拟热处理后的力学性能
3 分析和讨论
3.1 模拟热处理温度对力学性能的影响
3种不同模拟热处理制度的力学性能试验结果表明,经595~650℃模拟焊后热处理后,钢板和焊缝金属的力学性能都能分别满足EN 10028.2—2009《压力容器用钢板》标准和RCC-M-2000+2002补遗《压水堆核岛机械设备设计和建造规则》S篇的规定值,与文献[6]中的研究结果相近。按照ASME-Ⅲ的规定,核电设备用低碳钢的焊后热处理温度范围为595~675℃;RCC-M标准规定低碳钢焊后热处理温度范围为550~625℃,推荐675℃以上;俄罗斯田湾项目设备闸门技术规格书规定焊后热处理温度为640±10℃。由此可见,焊后热处理规定的差异,是标准制定者根据自己的经验确定的,并无严格的试验依据。将设定温度的偏差值定为±5℃,既与实际产品热处理工艺不符,也与标准本身规定的温度范围不符。模拟热处理温度精确到±5℃是不现实的。实际上,GB/T 9452《热处理炉有效加热区测定方法》在2012版已对2003版“保温精度”的术语进行了纠正,改称“温度均匀性”,定义为“热处理炉实际保温温度相对于工艺规定温度的精确程度,是指各测温点温度相对于设定温度的最大温度偏差”[7-8],这本是指热处理炉的性能,某些技术规格书的编制者却把它变成焊后热处理工艺名义温度允许的温度偏差,这显然是错误的。
3.2 模拟焊后热处理时间
模拟热处理的保温时间实际上是考虑焊接返修热处理增加的热循环时间确定的。3种模拟热处理规范的保温时间相差较大,同一规格低碳钢材料焊接的产品,按RCC-M标准规定,最长保温时间不超过120 min,按 ASME规范计算约2.5 h,而俄罗斯的技术规格书要求保温4.5 ~5.5 h,并且俄罗斯规定的热处理温度远高于RCC-M规定的温度,这与回火参数计算公式P=T(20+logt)×10-3是相悖的。对于以消除残余应力为主要目的的焊后热处理,较高温度、较短时间的热处理,可与较低温度、较长时间的热处理获得相同的效果,ASME规范中关于低碳钢“降温延时”的焊后热处理规定正是基于这一事实。
3.3 加热和冷却速率
3种工艺规范对装出炉温度和加热、冷却速率的规定明显不同。由于回火脆性的影响,某些厚板(或锻件)在以较低冷却速率热处理后其冲击吸收能量值会明显降低,有时会低于标准规定的下限值,表2中按55℃/h以下冷却速率进行的模拟热处理,已经接近标准规定的下限值。按照试件厚度与焊件厚度的评定规则[9],用较薄板厚母材试件进行的焊接工艺评定“覆盖”较厚板材的焊件,由于焊接工艺评定时薄板冷却速率比实际厚板热处理冷却速率快,评定结果合格,在实际生产中,厚板母材实际冲击吸收能量值低于标准值不能被发现。尤其是厚板或锻件存在组织偏析时,经较低冷却速率焊后热处理更容易出现母材冲击韧性不合格[10-12],而焊缝金属冲击吸收能量值却比较均匀。某核电厂核岛压力容器顶盖冲击韧性不合格就可能与此有关,应引起高度重视。
4 结论和建议
(1)低碳钢焊后热处理温度可在较大范围选择,保温精度和热处理工艺规范的偏差值是完全不同的概念,将600±5℃作为模拟热处理规范混淆了这两个不同概念,前者是指热处理炉性能,后者是指工艺允许的名义温度波动范围。
(2)焊后消除应力的效果与保温温度和保温时间相关联,可用回火参数表达。不论材料厚薄、保温温度高低,规定保温时间最长不超过120 min是缺乏科学依据的。
(3)冷却速率对厚板母材焊后热处理的冲击韧性有明显影响,较低冷却速率可造成厚板和锻件冲击性能不合格,由于焊接工艺评定的“覆盖规则”,这一问题可能被掩盖。
(4)建议对厚板和大截面锻件的焊接核电部件焊后热处理冷却速率低于55℃/h、且350℃以下出炉时带母材试件,验证板材和锻件冲击吸收能量值是否符合相关标准规定。
[1] ASME BPVC-Ⅲ,核设施部件建造规则,第1册,NC分卷,2级部件[S].
[2] RCC-M-2000+2002补遗,压水堆核岛机械设备设计和建造规则[S].
[3] AME980.00.000Д1,田湾3,4 号机组设备闸门材料规格书[Z].
[4] NB/T 20001—2013,压水堆核电厂核岛机械设备制造规范[S].
[5] NB/T 20002.1—2013,压水堆核电厂核岛机械设备焊接规范 第1部分:通用要求[S].
[6] 王殿祥,任晶波,王晓旭.焊后热处理温度和时间对15MnNi钢力学性能的影响[J].压力容器,2012,29(3):76-79.
[7] GB/T 9452—2003,热处理炉有效加热区测定方法[S].
[8] GB/T 9452—2012,热处理炉有效加热区测定方法[S].
[9] NB/T 47014—2011,承压设备焊接工艺评定[S].
[10] 刘云旭.低碳合金钢中带状组织的成因、危害和消除[J].金属热处理,2000,25(12):1 -3.
[11] 赵路遇,邢建东,王任甫,等.连铸钢板中心偏析及其对组织和韧性的影响[J].钢铁,2005,40(11):62-66.
[12] 王勇,孙殿东,王长顺,等.模拟焊后热处理对SA-738Gr.B钢板组织及韧性的影响[J].压力容器,2014,31(1):10-14.