回归分析在提高糖香料均匀性中的应用
2015-05-13徐风仓董军冯书强董志刚牟效伟潘洪军
徐风仓 董军 冯书强 董志刚 牟效伟 潘洪军
摘 要:为探索解决烟用糖香料的均匀性问题,提出一种新的反映糖香料均匀性的概念(均匀度)和检测计量方法,用回归分析的方法对糖香料均匀性的影响因素进行了分析,获得了影响糖香料均匀性各因素的回归模型,并对回归模型的有效性进行了测量验证。结果表明:(1)糖香料半成品的熬制时间、熬制温度和成品的配制搅拌时间对糖香料的均匀性有显著影响;(2)采用回归模型分析得出提高糖香料均匀度的最佳条件。该种检测计量方法及分析方法均可扩展到卷烟加工的其他相关工艺过程的研究中,具有很强的可推广性。
关键词:均匀度 糖香料 回归分析 数学模型 熬制时间 搅拌时间
中图分类号:TS4 文献标识码:A 文章编号:1674-098X(2015)01(c)-0014-05
烟草糖香料是卷烟生产中必不可少的物质,通过加香加料可改善叶组配方存在的刺激性、杂气、余味不干净等缺陷,解决降焦所带来的烟气变淡、香气缺乏等问题,加香还可赋予卷烟特殊的香味风格,因此,加香加料技术是提高卷烟质量的关键技术[1]。而其均匀性直接影响着榶香料的质量,关系到卷烟产品的品质。目前关于糖香料均匀性研究报道较少[2-3],为了直观反映糖香料的均匀性,提出了均匀度的概念,并对其影响因子糖香料配制过程中半成品熬制时间、熬制温度,成品配制搅拌时间等因素进行了研究。
1 材料与方法
1.1 材料与仪器
(1)材料。①ZHT(半成品(由固体原料熬煮成的配制原料),青岛卷烟厂调制);②GCF(半成品,青岛卷烟厂调制);③ HDMCX(成品糖料,青岛卷烟厂调制)。
(2)仪器。天平密度计(规格0.600~
2.000,上海华辰医用仪表有限公司)。
1.2 方法
1.2.1 均匀度的概念
糖香料成品均匀度定义:同种类、同牌别成品料液,在一定温度下(糖料及半成品30~40 ℃,香料25~35 ℃,),料液最小料液密度值与最大料液密度值的比值就是该料液的均匀度①,即:
P=ρ1/ρ2×100%
其中:P:糖香料成品均匀度(%);
ρ1:同种类(或同牌别)料液最小料液密度(g/cm3);
ρ2:同种类(或同牌别)料液最大料液密度(g/cm3)。
1.2.2 均匀度的测定方法
在料液配制过程中,由于料液中存在的颗粒物质,在静置后会发生沉淀现象。因此,料液密度自上而下逐渐增大,即:料液的最大密度位于罐底,最小密度位于罐口。由此,我们对每一罐料液的最底端和最顶端分别取样,用密度计进行测定,得出同种类、同牌别料液的最大密度和最小密度。
2 结果与分析
结合糖香料配制工艺过程[4],对主要工艺过程的关键指标—糖香料半成品的熬制时间、熬制温度和成品的配制搅拌时间,对糖香料的均匀性的影响进行分析。
2.1 半成品熬制时间与熬制温度的确定
以ZHT半成品的熬制为例进行试验设计,考察影响ZHT半成品料液均匀性的显著因子及水平,各因子的水平确定依据如表1所示。
根据测试方案,由于因子相对较少,我们采用全因子试验设计,同时取2个中心点,测试结果如表2所示。
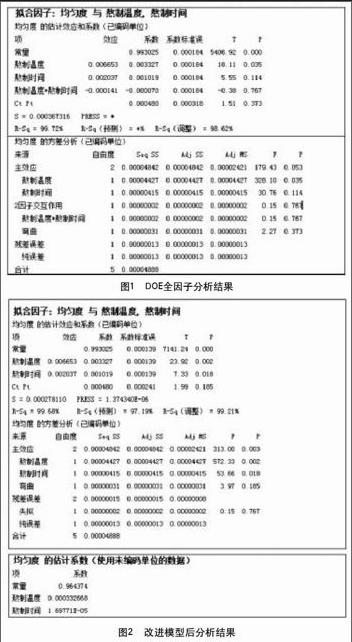
对以上数据进行全因子试验分析, DOE全因子分析结论汇总如图1所示。
从ANOVA表可以看出,模型的总效果主效应项不显著,其中2因子交互作用项最不显著,去除2因子交互作用项后,再次进行分析如图2所示。
从ANOVA表中可以看出,总效果显著,模型有效,弯曲项P值为0.141,失拟项P值为0.480,本模型主效应及各因子均显著,无弯曲无失拟,模型总体拟合效果较好,残差诊断也很正常,最终获得了对于原始数据的回归方程:
Y=0.964374+0.0003323×熬制温度+ 0.00001698×熬制时间。
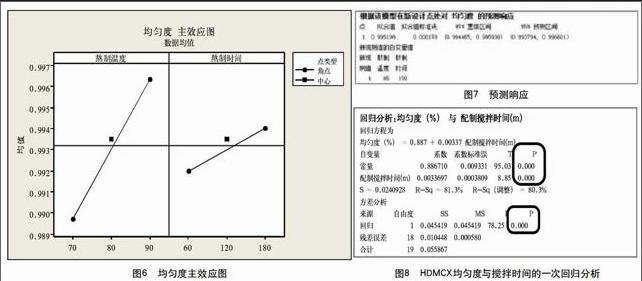
对试验数据进行均匀度主效应分析如图4所示。
从主效应图可以看出,在一定的范围内,半成品的均匀度会随着熬制温度与熬制时间的增长而增大,基本上呈一种线性正比例关系。当前的熬制温度为80 ℃,熬制时间为90 min,考虑到熬制温度对当前料液管路器件耐受性及均匀度的影响,最终选定85 ℃为最佳熬制温度;考虑到熬制时间对配制进度及均匀度的影响,最终选定150 min为最佳熬制时间。此时,ZHT半成品的最终理论均匀度为:
0.964374+0.0003323×85+0.00001698×150=99.5167%
按以上熬制温度与熬制时间对ZHT半成品熬制过程进行测试,测试数据如表3所示。
从以上测试数据可以看出,ZHT半成品的均匀度平均在99.53%,在回归方程的预测区间之内,说明回归方程有效;同时在设定温度85 ℃、时间150 mim下,均匀度达到了99.5%以上。
同样方法,找到GCF半成品熬制温度与时间的回归方程,找到了它的最佳熬制温度为60 ℃、时间120 min,并进行了确认,均匀度达到了99.5%以上。
2.2 成品搅拌时间的确定
选用HDMCX糖料为测试对象,分别按配制搅拌时间0 min、10 min、20 min、30 min、40 min进行均匀度测试,测试结果如表4所示。
我们对以上数据进行一次回归分析,以建立相应的计算模型,具体分析如图8所示。
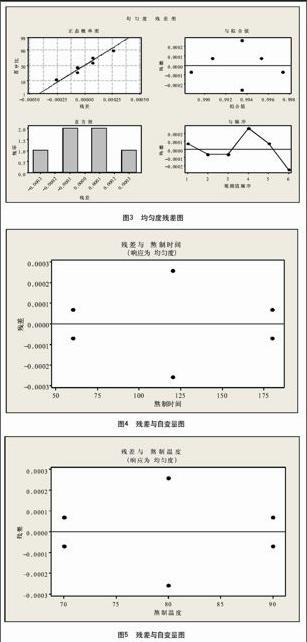
从以上分析及图形可以看出,成品料均匀度与配制搅拌时间的回归模型显著,但残差图(图9)及残差与自变量图(图10)却呈明显的弯曲状,所以我们对数据进行三次拟合回归分析如图11~图14所示。
从ANOVA分析表可以看出,回归项P值为0.000,说明模型显著,同样线性项、二次项、三次项P值均为0.000,也说明各参数项显著。现获得回归方程为:endprint
均匀度(%)=0.8566+0.01119×t(min) -0.000307×t(min)2+0.000003×t(min)3
其中:t为配制搅拌时间。
对该方程求配制搅拌时间(m)的偏导,可获得,当配制搅拌时间t(min)=51.167 min时,糖香料成品均匀度达到最大值102.7%,由于糖香料成品均匀度最大是100%,要获得糖香料成品均匀度最优值,配制搅拌时间(min)最少为33.88 min。
从拟合图可以看出,当该配制搅拌时间为33.88分钟时, 糖香料成品均匀度95%的预测区间在(99.19%,100%)范围内。因为成品配制搅拌时间长对均匀度增加有利的,为便于控制与操作,我们将该搅拌时间要求为40 min。
在搅拌时间为40 min下,对各牌别的成品料均匀度进行测试,测试数据如下所示。
从表5可以看出,糖香料成品均匀度均值为99.78%,并且所有数据均在预测区间范围内,回归方程有效,同时也达到了对策糖香料成品均匀度在99.5%以上。
3 结论与讨论
为了更明确的表示糖香料的均匀性,提出均匀度的概念:同种类、同牌别成品料液,在一定温度下(糖料及半成品30~40 ℃,香料25~35 ℃,),料液最小料液密度值与最大料液密度值的比值;这一概念也可扩展应用到其他物料均匀性的判定。
利用回归分析方法,找到了糖香料配制过程的最佳条件,即ZHF半成品安排在熬制温度85 ℃、熬制时间150 min,GCF熬制温度60 ℃、熬制时间120 min,成品搅拌时间40 min。同时,这种研究方法也可扩展到其他烟草工艺的研究中。
参考文献
[1] 黄嘉礽.卷烟工艺[M].2版.北京出版社,2000.
[2] 王文领,马宇平,赵志伟,等.评价卷烟加香均匀性的方法[J].烟草科技, 2003(9):13-15.
[3] 廖惠云,张映,熊晓敏,等.基于标志物含量的变化表征卷烟制丝加香均匀性[J].烟草科技,2011(10):5-11.
[4] 刘庆伟.卷烟厂糖、香料厨房系统简介[J].中国科技信息,2011(10):193-195.
注释
①单体料与半成品料的均匀度:是指同品种料液相同条件下的均匀度,计算同下。endprint
