化油器过渡孔加工新型定位方法与实现
2015-05-10吴磊,陈浩
吴 磊,陈 浩
(1.中山火炬职业技术学院,广东中山 528437;2.华南理工大学机械与汽车工程学院,广东广州 510640)
0 前言
过渡孔的精度对化油器各负荷点的空燃比有很大的影响[1]。宋雪涛通过研究认为过渡孔相对于节气门尺寸是影响过渡孔分担率的重要因素[2]。因此,过渡孔的位置精度要求高,但其加工难度却很大。
在我国的怠速排放标准实施之前,加工过渡孔一般都是以节气门轴定位。李培基等人对本体过渡孔加工工艺进行改进,本体过渡孔加工以节气门轴孔为基准用高速台钻进行加工。首先对原有加工设备进行调整,然后对加工夹具进行改造,使之能适用于分度头加工,这样可避免多次装拆造成的重复定位精度问题,又能保证节气门轴孔与过渡孔的位置关系,加工质量得到很大提高,合格率达95%以上[3],但是由于节气门轴、节气门片以及本体等零件诸多的孔、轴的几何精度产生的误差,导致装配以后节气门片上沿到过渡孔上端的尺寸链积累误差达0.5 mm以上[4],无法满足排放要求。
现有的过渡孔定位方式多采用节气门定位方式,当节气门开度和进气管真空度确定以后,怠速油孔和过渡孔的形状以及节气门与过渡孔的相对位置就可以确定[4]。根据这个理论,大部分生产厂家在加工过渡孔,尤其是主腔过渡孔时都是在装完节气门后,用节气门上沿定位进行加工[5]。但是,由于过渡孔与节气门在位置上产生的干涉,需要先用节气门上沿进行预定位.确定好过渡孔的位置,然后打开节气门,二次装夹定位加工过渡孔,这样会产生二次装夹定位误差,影响过渡孔的加工精度。胡远忠、丁建武研究表明化油器过渡孔位置尺寸不稳定主要原因是冲窝点位置不准,并重新设计了冲窝控制系统环节[6]。但是该方法对夹具的调整要求很高。本文提出了一种新的定位方法,即采用模拟化油器工作状态的过渡孔定位方法,并采用模糊PID控制对过渡孔进行定位控制。
1 化油器过渡孔加工设计
1.1 化油器过渡孔加工模型
化油器实际上就是一根圆管,管中间有一块称为节气门板的可调板,用于控制通过管的空气流量。化油器模型简化如图1所示。

图1 化油器模型
1.2 定位原理
采用模拟化油器工作时定位过渡孔方法.因为化油器特定位置的负压值与它所处位置存在一定函数关系[7-8],当负压值为过渡孔性能要求值时,节气门顶点在X轴的坐标即为过渡孔位置,如图2所示。用音速喷嘴和真空泵给化油器腔内提供单位时间恒流量的气流[9],以节气门闭合时节气门上沿顶点为坐标原点,缓慢转动节气门,节气门角度变化,化油器特定位置的真空度发生变化,通过传感器测量该负压值。当负压值达到过渡孔性能要求值时,停止转动节气门,以此时节气门上沿顶点在X轴方向坐标即为过渡孔位置。

图2 定位原理图
1.3 化油器过渡孔加工控制原理
化油器过渡孔加工控制通过气压传感器、角位移传感器、控制系统、电动机与节气门实现。其中,气压传感器测量化油器特定位置的负压、角位移传感器检测电动机转轴的角位移、控制系统的作用是控制电动机的转速与转向[10]、电动机带动节气门阀芯旋转,进而控制节气门的开口面积,达到调节化油器负压的目的,如图3所示[11]。
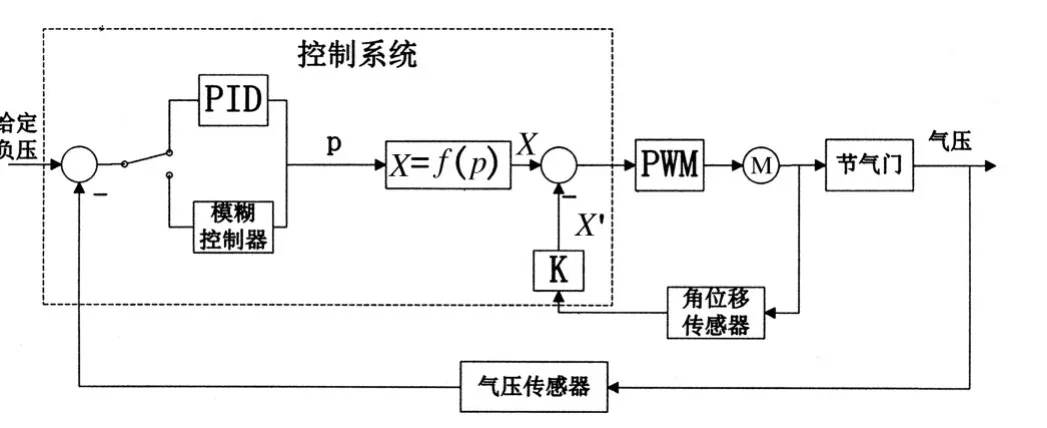
图3 化油器过渡孔加工控制原理图
控制系统包含函数关系x=f(p),x代表节气门上沿水平位移给定量,p代表模糊PID复合控制器输出的负压。
控制系统的作用在于对化油器负压与节气门上沿水平位移的闭环控制,其中负压闭环控制采用了模糊PID复合控制算法。给定负压与气压传感器所测实际负压信号相减后得到负压偏差量。负压偏差量经过模糊PID复合控制器后转换为负压控制量,再通过函数x=f(p)得到节气门上沿水平位移给定量x。电动机转轴的角位移信号进入到控制系统后乘以系数k,转换为节气门上沿水平实际位移x′,x-x′为节气门上沿水平位移偏差量。通过脉宽调制(PWM)控制输出电压大小,实现电动机的转速调节[12]。当系统稳定时,节气门上沿所对的位置即为过渡孔加工位置。
1.4 气压传感器测量位置的选取
采用CFX仿真的方式判断气压传感器的测量位置,节气门上沿水平实际位移x为2 mm,气流量为14.4 kg/h,化油器中心截面负压分布仿真结果如图4所示。

图4 化油器负压分布仿真结果
通过仿真数据及实际加工情况,气压传感器测量位置应在A或者B区域,A区域的负压值从3 613 Pa升至42 020 Pa,其升幅达到1060%;而B区域负压值从45 530 Pa降至44 580 Pa,降幅为2.08%。因而B区域的负压相对稳定,方便负压值的测量,因而选取B区域的中心点作为气压传感器测量位置。
2 数学模型的建立
控制系统中包含节气门上沿水平位移x与气压传感器测量位置的负压p的函数关系x=f(p),根据过渡孔的加工要求,其位置偏差应在±0.05 mm,为了达到相应的精度要求,确定函数x=f(p)非常重要。由于节气门的开口形状复杂,难以用现有的物理公式进行推导,因而采用CFX仿真的形式进行相应数据的采集并进行数据拟合。
2.1 气流流量与负压的函数关系
采用控制变量法确定气流流量与负压的关系,即保持位移x不变,通过仿真读取不同恒定流量q下选定位置的负压值,仿真采用的边界条件为无滑移绝热壁面,流体域采用25℃空气,根据仿真结果,图5给出不同位移x下,不同恒定流量q下特定位置的负压值。根据表格数据负压值与流量平方成正比。
因而气流流量与负压的函数模型应为:
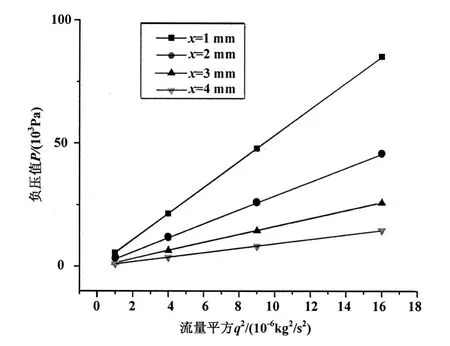
图5 流量与负压值关系的仿真结果

其中,q的单位为kg/s。
2.2 位移与负压的函数关系
同样采用控制变量法确定位移与负压的关系,即保持气流流量为0.004 kg/s,通过仿真读取不同位移x下选定位置的负压值。由于PID控制涉及到传递函数,为方便数学模型的拉氏变换,采用指数函数形式对数据点进行拟合,气流流量q为0.004 kg/s时,该气压传感器所测位置负压p与位移x的拟合函数模型为:

其中,p的单位为kPa,x的单位为mm。
2.3 控制系统传递函数模型
结合(1)(2),气压传感器所测位置负压p与位移x及空气恒定流量q的函数模型为:
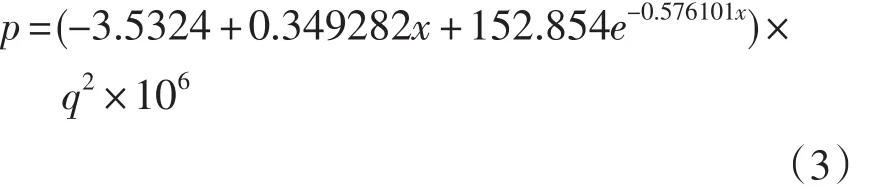
此次加工采用的空气流量q恒定为0.004 kg/s,故由(3)可导出控制系统传递函数模型:

为方便加工过程的仿真,由(3)导出位移位移x在空气流量q恒定为0.004 kg/s时与负压p的近似关系式:

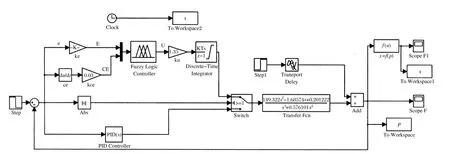
图6 模糊PID复合控制仿真模型
3 模糊PID复合控制系统的设计
3.1 模糊控制器设计
PID控制器由于结构简单、稳定性好、工作可靠、调整方便,因而得到了广泛的应用,并成为工业控制的主要技术之一[13]。模糊控制的基本思想是利用计算机来实现人的控制经验,模糊控制系统的稳定性和鲁棒性强[14],干扰和参数变化对控制效果的影响被大大减弱[15]。模糊PID复合控制系统是根据误差的大小来选择模糊控制或PID控制,当误差绝对值较大时,采用模糊控制,提高响应速度,当误差绝对值较小时,采用PID控制,提高控制精度。
模糊控制器采用二维模糊控制机构,双输入单输出模型[16]。输入分别为负压误差e和负压误差变化率ce,输出为负压控制量u。模糊控制器的输入量和输出量需要用量化因子ke、kce和ku分别把语言变量误差、误差变化率和输出的语言值转化到模糊子集上。设定输入变量e、ce及输出控制量u的语言值的模糊子集均为{负大,负中,负小,零,正小,正中,正大},分别简记为{NB,NM,NS,ZE,PS,PM,PB},假设误差和误差变化率的基本论域均为[-6,6]。
而实际负压的稳定值为45.56 kPa,因而误差的实际论域范围大约为[-50,70],误差变化率的实际论域范围大约为[-120,120]。根据量化因子的选择原则,量化因子ke、kce应满足如下:

故取ke为0.075,kce为0.03.经过多次调节,ku取值为1.35。
3.2 模糊PID复合控制仿真模型
使用Matlab中Simulink的Fuzzy logic toolbox工具箱来建立模糊控制仿真模型,在大偏差时采用模糊控制,提高响应速度,在小偏差时采用PID控制,提高控制精度。图6为模糊PID复合控制仿真模型,其中,负压误差绝对值分界线取1 kPa。
4 仿真研究
4.1 阶跃响应分析
分别对模糊PID复合控制及PID控制进行阶跃响应,经对控制系统调试,确定比例放大系数、积分系数、微分系数分别为:2.2、0.001、0.000 01,响应曲线如图7所示。图7表明模糊PID复合控制与PID控制都能较好的使负压稳定在理想值附近,但相对于PID控制,模糊PID复合控制的响应速度更加快,调节时间短。
4.2 加工过程仿真
对过渡孔加工过程进行模拟,化油器内的负压值从1个大气压开始调节至设定气压,结合公式(5),得出加工过程的仿真曲线如图8所示。仿真表明位移最终位置在x=1.982 3 mm,误差为0.017 7 mm,要求在0.05 mm以内,符合加工要求。
5 结论
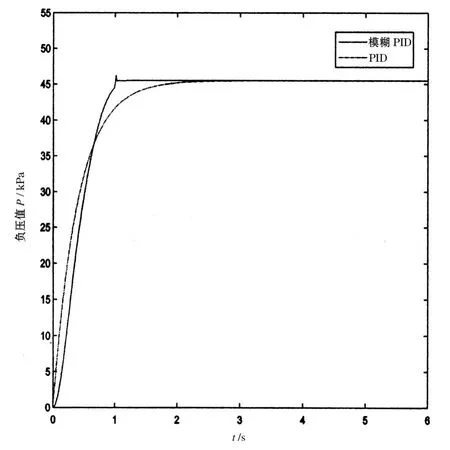
图7 阶跃响应曲线

图8 加工过程的仿真曲线
本文通过模拟化油器工作原理,提出了一种新的定位方法,采用模拟化油器工作时定位过渡孔方法,并设计了相应的化油器过渡孔加工控制原理。采用CFX仿真确定了气压传感器的测量位置,并在CFX仿真数据的基础上得出化油器负压与空气流量以及节气门上沿位移之间的函数拟合关系,进一步得出传递函数这一控制系统的数学模型。在Matlab的Simulink模块设计了模糊PID复合控制系统,并进行了相应的模拟仿真。结果表明模糊PID控制相对于PID控制具有响应时间短的特点。加工过程模拟也表明过渡孔的定位也在误差范围内,因而符合此次的设计要求。
[1]于令云.化油器的中间检测与综合检测[J].汽车化油器,1998(3):17-21.
[2]宋雪涛.过渡孔分担率影响因素及工艺对策[J].汽车化油器,1997(5):17-19.
[3]李培基.化油器本体过渡孔加工工艺探讨[J].汽车化油器,1997(5):13-14.
[4]田秋良.化油器过渡孔加工工艺方案分析[J].工艺工装,2000(5):8-14.
[5]刘行兵.二汽化油器厂生产工艺及其发展[J].汽车与配件,1993(2):34-35.
[6]胡远忠,丁建武.PZ26化油器过渡孔加工分析及工艺改进[J].装备制造技术,2012(9):159-1161.
[7]金业权,刘刚,孙泽秋.控压钻床中节流阀开度与节流压力的关系研究[J].石油机械,2012,40(10):11-14.
[8]Jewook Ryu, Cheolung Cheong, Sungtae Kim,Soogab Lee.Computation of internal aerodynamic noise from a quick-opening throttle valve using frequency-domain acoustic analogy [J] . Applied Acoustics,2005(66):1278-1308.
[9]刘景植.音速喷嘴测量真空泵气量的原理和方法[J].武汉水利电力大学学报,1993(6):11-23.
[10] Su WS,Lee J,Lee I B.Process identification and PID control [M].Hoboken: Wiley-IEEE Press,2009:228-246.
[11]孟武胜,何潇,李艳,等.基于Simulink的气控液压背压阀仿真与设计[J].控制工程,2014,21(2):204-209.
[12]杨永军,陈小蓉,陈孝朱.介绍一种液压马达性能试验系统[J].流体传动与控制,2006,29(2):43-47.
[13]郭宏,蔚永强.基于变结构PID控制的直接驱动阀伺服控制系统[J].电工技术学报,2007,22(11):17-19.
[14]张剑,段新会.单元机组负荷控制的DRNN解耦方法仿真研究[J].仪器仪表与分析监测,2009(3):17-20.
[15]廉小亲.模糊控制技术[M].北京:中国电力出版社,2003:35-72.
[16]姚锡凡,常少莉.加工过程的计算机控制[M].北京:机械工业出版社,2004:99-120.
