FE50B国产脉冲电源主振控制板的研讨
2015-05-10闻丽燕
闻丽燕
(北京机械工业自动化研究所,北京 100120)
0 引言
我国早在上世纪五十年代电加工产业已初具规模,但受国产元器件质量不稳定的限制,国产的脉冲电源只能稳定在中粗加工的水平,改革开放国外大量集成器件涌入中国市场,给制造业及产品带来更新换代好时机,也给电加工行业的研制注入新的资源。在这首先要感谢恩师国家级教授级电加工行业专家李洪洲先生的技术支持。
1 脉冲电源组成
脉冲电源主要由硬件搭建而成,包括显示操作面板、主振板、驱动板、大功率功放回路,机床电气板、伺服电机驱动。主振板是脉冲电源的核心,是产生脉宽-停歇加工所需脉冲的电路单元,主振板设计水平的好坏直接影响整体脉冲电源的功能水平。
2 脉冲电源的特点
1)以大功率场效应管作为电源功率开关元件,具有极高的工作可靠性;
2)工作脉冲前沿可调,具有极低的电极相对损耗;
3)输出脉冲带有适应性回路,降低了电弧烧伤的机率;
4)采用多种高压叠加回路,可适应各种电极材料对加工。
3 主振板的功能简述及技术提升
斜率(JT)及尖峰并且可调的控制板单元,前沿斜率由延迟脉宽来实现,波形对比图如图2所示。
选择JT控制这种加工方式,使放电电流不象矩形波电源那样跃升到峰值,而是经过延时一段时间之后才达到峰值电流,在这一过程中,与常规矩形波电源相比,在间隙刚击穿时,电流不是马上达到最大值,对降低电极损耗非常有利。在间隙击穿瞬间,较小的放电电流,较低的放电功率,可有效地减少引起电极损耗的电子流强度,而此时放电通道离子化不充分,离子流强度还不大,所以间隙击穿开始瞬间,放电电流与放电功率的削弱,并不会对工件蚀除很大影响,随着放电的进行,电子流强度逐渐减小,离子流强度逐渐增大,此时,放电电流与放电功率的逐渐增大有利于加速放电通道的离子化,提高工件蚀除速度,同时也不会使电极损耗有明显
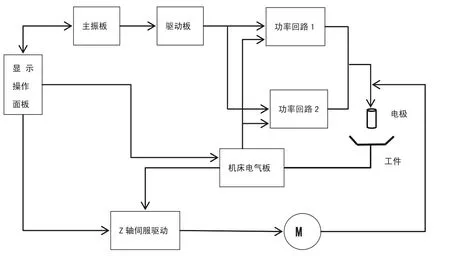
图1 脉冲电源组成示意图
主振板是产生脉宽(Ton)、停歇(Tof)、前沿增加。总之,技术性实施JT式加工波形,对中粗加工减少电极的损耗具有绝对的优势,一个电极经过处理可中粗加工、精加工重复使用,间接地使加工成本降低,效率也有一定的提高。

图2 波比对比图
4 主振板产生波形框图及部分原理图
如图3所示主振板的主要功能是产生低压脉冲、高压脉冲、尖峰脉冲,分档JT脉冲、分档IP脉冲。晶振输出信号经非门反向,74LS393分频后产生四种等宽矩形波,如图4所示。
这四组波形到开关,根据加工需要选择合适的波形,经反向器4040分频计数,产生十种波形:(2、4、8、16、32、64、128、256、512、1024)µs,经4073显示输入共同控制脉宽、停歇,再输入到驱动板,如图3中D点。
SN74LS393的QC输出,经4040和4081等产生尖峰并与D点同步到驱动板,如图3中C点。
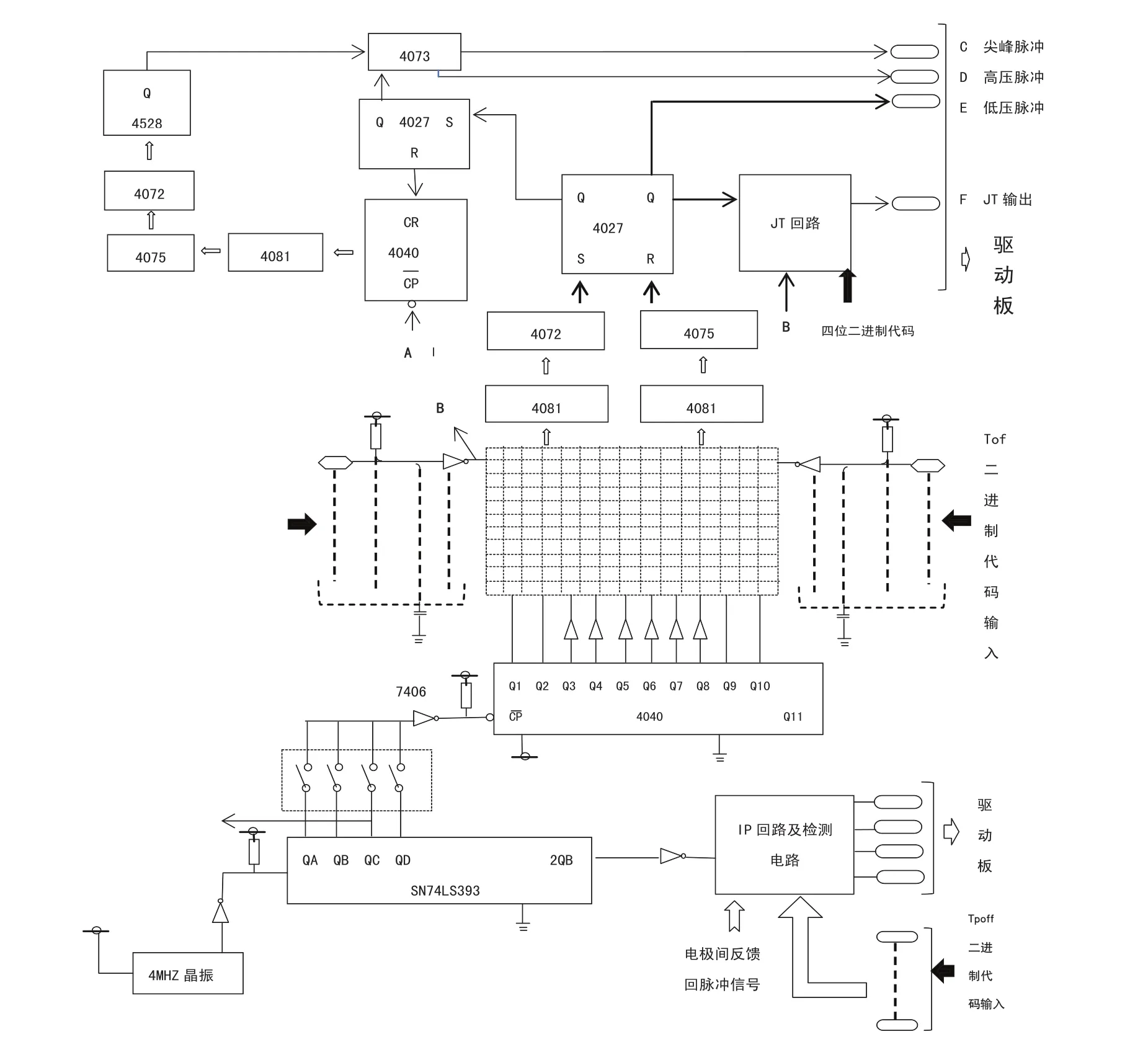
图3 主振板示意图
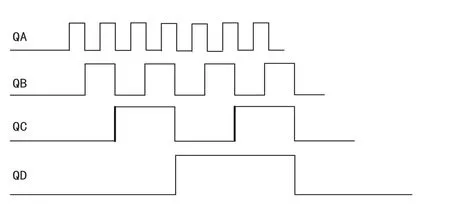
图4 宽矩形波
SN74LS393经7406反相去4040产生JT波形到驱动板,如图3中E点。
SN74LS393的2QB输出经7406一级反相,经4040产生大停歇IP控制到驱动板,如图3中Tpof。
5 波形的叠加
波形的叠加是在功率极(板)中实现的,波形通过末前级(驱动板)电压脉冲、电流脉冲放大,由面板选择叠加方式,产生的复合脉冲如图5所示。
经过长期大量的工艺试验,针对不同的被加工材料,选择合适的加工脉冲波形,才能达到理想的加工效果,如图5所示。
选低压脉冲投入工作,适用于石墨加工钢,钢加工钢的粗加工。
选高低压阶梯复合脉冲投入工作,适用于铜加工钢的中、精加工。
选低压尖峰复合脉冲投入工作,适用于钢加工钢的中、精加工。
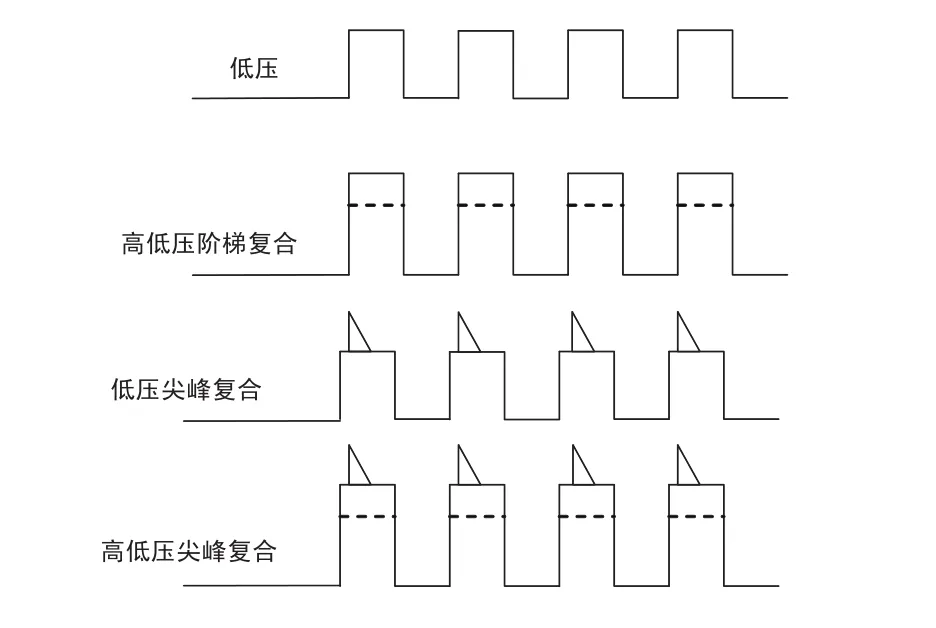
图5 复合脉冲
选高低压尖峰复合脉冲投入工作,适用于铜加工钢的中、精加工,钢加工钢的中、精加工。
6 结束语
由于采用了JT技术,电极损耗明显减小,为展成加工提供了先决条件,同时脉冲电源本身带有检测电极间电压功能和Z轴自适应控制功能,为无人化工作提供了保证。
[1] 王尔乾,梁鹿亭,刘和益,等.译TTL集成电路设计和应用手册[Z].北京半导体器件二厂,1988.
[2] 黄晨武.最新集成电路应用大全[Z].
[3] 晶体管、二极管、场效应管、功率控制管及代换大全[Z].
