车削圆形螺母的快速夹具设计
2015-05-09山东能源重型装备制造集团新汶分公司泰安271222赵忠刚彭迎新张金涛
山东能源重型装备制造集团新汶分公司 (泰安 271222) 赵忠刚 彭迎新 张金涛 任 燕
以往车削大直径圆形螺母(见图1)的径向螺纹孔时,通常采用单动卡盘装夹工件的方式,每装卸一次工件需要松紧其中的两个卡爪各两次,比较费时;并且钻孔过程中工件有时还会受钻削的顶力滑移,存在一定的安全隐患。经分析研究,笔者制作了装夹圆形螺母较为快速可靠的工具,现介绍如下。

图1 工件
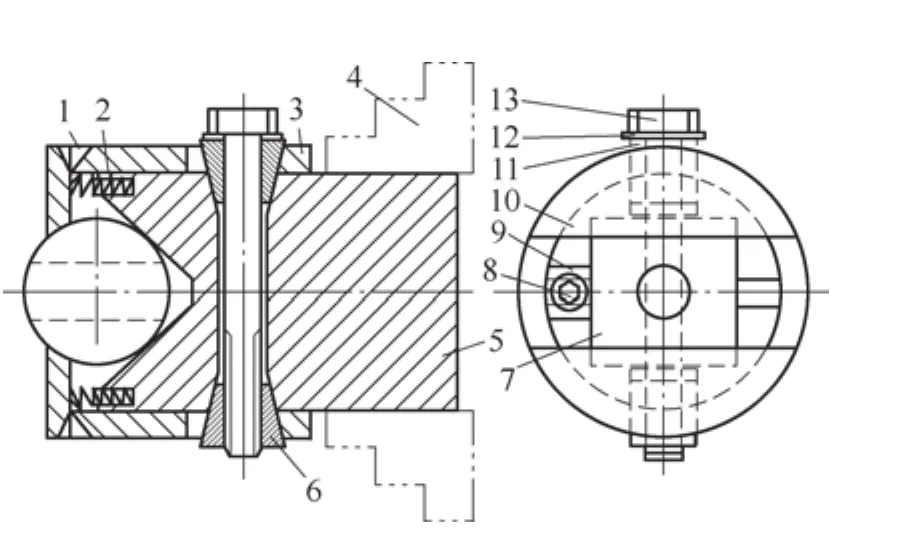
图2 夹具装夹圆形螺母
1. 夹具的构成与夹紧原理
夹具的构成如图2所示,其中,压板是组焊在外套的端面上的。当旋拧螺栓时,锁紧丝套与锁紧滑套会向定位心轴的轴心线方向移动,此时,锁紧丝套与锁紧滑套以定位心轴径向锥孔的左侧面为支撑,推挤外套槽孔的右侧面,迫使外套向右侧滑移,带动压板将工件压紧在定位心轴的V形槽中。
根据工件的长度制作定位块,当其被螺钉紧固在定位心轴上时,能够准确对工件进行定位,以达到圆形螺母的螺纹孔与定位心轴同轴。当加工完工件反向旋拧螺栓时,弹簧会推动压板使外套向左侧滑移,松开对工件的紧固,从外套侧面的开口处取出工件即可。
为便于加工定位心轴的槽孔,其安装锁紧丝套和锁紧滑套的槽孔由线切割加工,并且安装锁紧丝套的左面和安装锁紧滑套的右面在同一斜面上,另一面亦如此。为防止将工件压伤,压板与工件接触处为切向接触,将压板的此处加工成45°斜面。为提高夹具的使用寿命,各滑动摩擦面最好淬火处理,各摩擦面之间和锁紧丝套的螺纹孔中必须涂油。
2. 夹具的主要零件制作
图3是定位心轴主要结构尺寸标注图示,径向槽只是先预钻直径为22mm的孔,其余全部加工完成。图4是外套主要结构尺寸标注图示,组焊挡板后,其径向长槽斜边处留5mm余量,其余全部加工完成,此时按照图2所示将其套在定位心轴上,并在对应位置放上工件圆螺母,用压板、螺栓将这三个件轴向夹紧,在线切割机上加工外套和定位心轴的径向槽即可。图5和图6所示分别为锁紧滑套和锁紧丝套,全部按图样加工完成,并在高频淬火处理。各件棱角必须修磨圆滑。
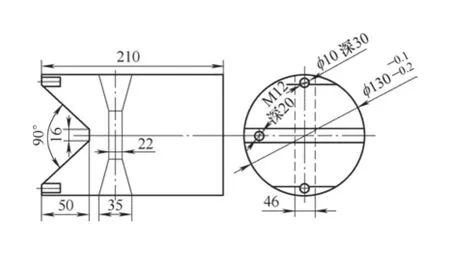
图3 定位心轴主要结构尺寸
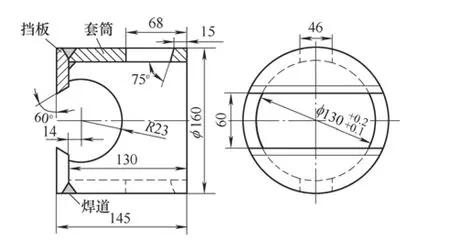
图4 外套主要结构尺寸

图5 锁紧滑套
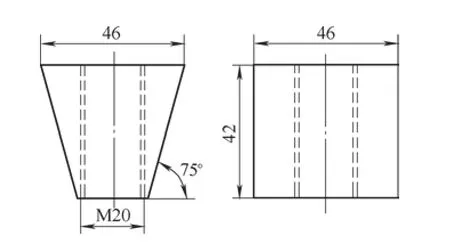
图6 锁紧丝套
3. 夹具的应用及注意事项
按照图2所示,先把夹具的各件组装完成,将定位心轴紧固在车床卡盘上,把工件安装在定位心轴的V形槽中,靠实定位块,把螺栓紧固后即可车削工件的螺纹孔了。车削完成后,松开螺栓,更换另一件车削即可。注意:定期在夹具的各滑动和旋转部位涂油润滑。
4. 结语
该夹具操作简单、安全高效。锁紧丝套和锁紧滑套沿定位心轴锥孔再长些,装夹会更加可靠,也能有效延长夹具的使用寿命。
