SINUMERIK 840Dsl在多附件铣头时转矩限制和速度限制功能的研究
2015-12-02威海华东数控股份有限公司山东264200高山周全
■威海华东数控股份有限公司(山东 264200)高山 周全
在大型龙门加工中心和镗床的使用中,为了扩展加工范围,经常会用到直角附件头、延伸附件头和万向附件头等大型附件铣头。这些附件铣头由于其自身结构特点,在进行机加工时需要限制电机的最高输出转矩和附件铣头的最高转速,否则会损伤附件铣头,带来设备安全事故。通过西门子840Dsl的系统功能,由不同的附件铣头来设定对应的多套转矩和速度参数来实现转矩限制和速度限制功能,可满足保护附件铣头、安全生产的要求。
1.系统功能实现
(1)转矩限制。西门子840Dsl系统一套驱动可以配置8套驱动参数组(DDS Drive data sets),同一驱动、同一电机采用不同的驱动参数,控制电机的特性。通过驱动PLC接口信号DB3x.DBX21.0、DB3x.DBX21.1、DB3x.DBX21.2激活不同的驱动参数组,如图1所示。
驱动配置:由于系统默认只能设置一套驱动参数,所以需要增加驱动参数套数。在HMI或IBN驱动配置中出现如图2所示的画面,数字1~8表示配置几套驱动参数,可根据需要设置参数套数,驱动数据自动拷贝到新建立的参数组中,已存在的参数组,数据保留。

图1 驱动参数转换接口信号

图2 驱动参数套数设置
驱动数据的转矩设置:驱动配置后,驱动参数中P1520和P1521的个数由默认的1个增加为图2中设置的个数,通过驱动参数P1520[0…1]设置转矩上限,P1521[0…1]设置转矩下限。
PLC处理:如图3所示,假如有2个附件铣头,分别用M0.1(附件头1)和M0.2(附件头2)两个标志位表示,P1520[0]和P1521[0]设置第一个附件铣头的上下限转矩值,P1520[1]和P1521[2]设置第二个附件铣头的上下限转矩值,则通过下面的PLC程序可进行转矩限制切换。程序如下:

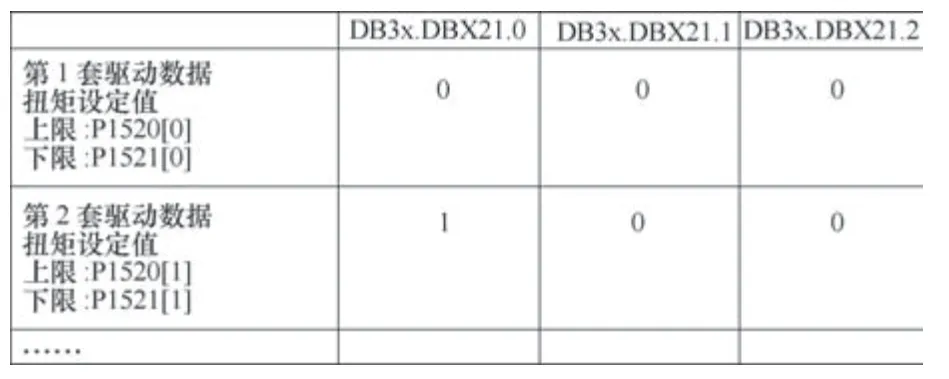
图3 PLC处理
(2)速度限制。西门子840Dsl操作界面上,操作区“参数”→“设定”→“主轴”界面中,如果需要改变主轴转速,可以将光标定位在“最小”、“最大”或“G96时的主轴转速限制”栏中输入新的数值。这3个数值对应参数如下:
最小:N43210 MDD_SPIND_MAX_VELO_G25
最大:N43220 MDD_SPIND_MAX_VELO_G26
G96:N43230 MDD_SPIND_MAX_VELO_LIMIT
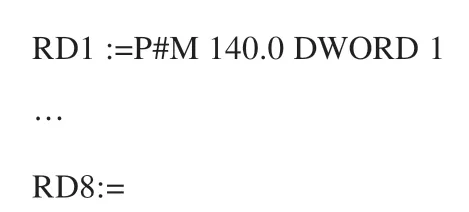
但在实际使用的过程中,操作者修改参数会使操作变得复杂,也容易出现遗忘的情况,为此可以用附件头识别码和NC数据相结合的方法来实现数据的修改。首先使用西门子提供的软件NC-VAR-Selector找到相应的NC-var变量,如图4所示,在区域A中模块SE下的轴专用的设定数据里,找到需要更改的NC变量“SPIND_MAX_VELO_G26”,并生成AWL源文件。

图4 NC-var变量的选择
如图5所示,在生成的源文件中“bereich_u_einheit:BYTE :=B#16#67;”设置了对应的轴号,“B#16#67”表示轴号为7。编译源文件后即可生成可供PLC修改NC数据的变量接口模块DB120。

图5 源文件
下面通过PLC程序来实现参数的自动赋值:假设有3个附件铣头,在安装附件头的滑枕端面上会有3个电感式接近开关,每个附件头安装端面对应位置上都有接近开关的感应装置,当任何一个附件头安装到位后,系统PLC通过接近开关的接通来识别安装的附件头型号。这里分别用3个标志位表示:M0.1(附件头1),M0.2(附件头2),M0.3(附件头3),3个附件铣头对应的最大速度为500r/min、800r/min和1000r/min。首先从NC中读出当前主轴的速度设定值G26-SD43220,并将其装入MD140中:

在使用不同的附件铣头时选择对应的转速:
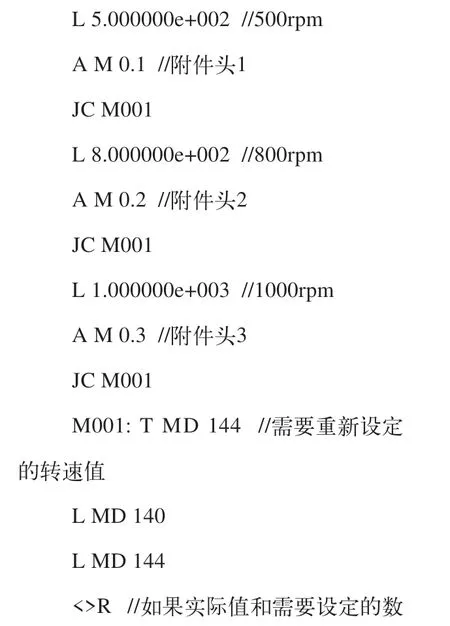

将需要的转速写入SD43220 SPIND_MAX_VELO_G26中:


3.结语
近几年随我国制造业的高速发展,对于大型机床的需求也逐渐增多,附件铣头的应用也越来越广泛,应用西门子840Dsl系统的转矩限制功能和速度限制功能,能在使用过程中很好地保护附件头,降低了附件铣头的故障率,提高了生产效率。
[1]任双艳,等.STEP7开发基础及应用指南[M].北京:机械工业出版社,2009.
