偏心管钳的设制与应用
2015-05-08山东能源重型装备制造集团有限责任公司新汶分公司泰安271411赵忠刚
山东能源重型装备制造集团有限责任公司新汶分公司 (泰安 271411) 赵忠刚
公司主要生产各类煤矿机械,其中很多大型轴类或管类工件需要钻径向孔,通常在钻孔校正过程中,采用套圈焊接顶丝杆夹紧工件旋拧的方式,但这非常费时,螺纹也容易损坏。经过分析,设制了一种偏心管钳,现介绍如下。
1. 偏心管钳卡紧轴类工件的原理及尺寸探讨
如图1所示,偏心管钳主要由钩形板1、扳柄2、销3及开口销4组成。其中开口销4是插入在销3另一端的。扳柄2的结构如图2所示,它由2件偏心轮、连杆和皮套组成。钩形板的尺寸如图1所示。为使工件在卡紧时不脱钩,钩形板R100mm的内圆弧大于180°,其圆弧开口的左端有效弧面超过半径14mm,顶点为A。
为顺利卡件,做了倒角处理,钩形板圆弧开口的右端安装扳柄的偏心轮。为了有效卡紧圆轴,偏心轮的回转中心线(也是销3的轴心线)超过钩形板内圆弧中心线10mm。为保证钩形板安装扳柄处的强度,该处圆弧为R30mm,该圆弧与AB交点为B,开口宽度AB=200mm,这样能使钩形板卡上与其内圆尺寸φ200mm相等的圆轴。钩形板此处的圆弧为R30mm,那么B点到销3的轴心线为30mm。偏心轮的直径为80mm,偏心距e=10mm,扳柄的回转中心到其偏心轮外圆面的最小尺寸为30mm,安装后与钩形板开口面重合,仍保持了管钳200mm的开口宽度。
当扳柄顺时针旋转33°时,偏心轮刚好与钩形板内圆接触;当扳柄旋转到45°时,偏心轮的外圆面已进入钩形板内圆1mm,扳柄由33°到45°的过程对工件有了很强的卡紧效果,继续扳转扳柄时,钩形板会带动所卡紧的圆轴旋转。
注意:各件的厚度因所旋拧工件的重量而异,一般6~10mm的厚度即可,但钩形板的厚度应该与扳柄的连杆厚度一致。其中销必须与钩形板和偏心轮过渡配合,防止间隙过大导致偏心轮在卡紧工件时出现敞口的现象。
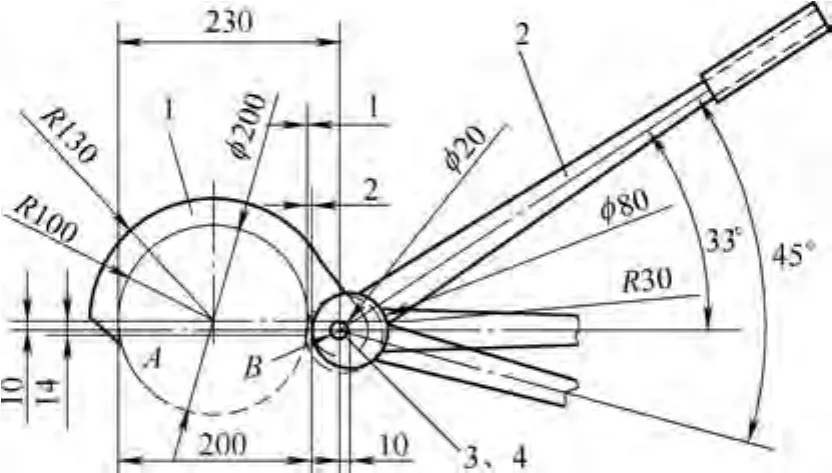
图1 偏心管钳主要尺寸及夹紧原理示意图
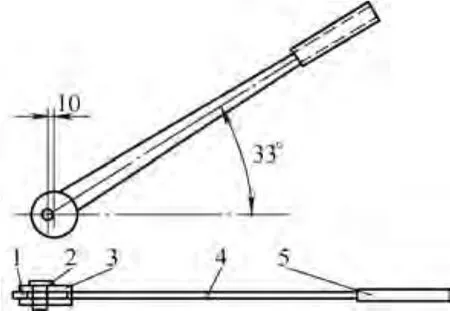
图2 扳柄制作示意图
2. 偏心管钳的制作
首先,按照上述各件尺寸分别加工完成,只是偏心轮的销孔暂不加工;其次,按照图2所示将偏心轮和连杆点焊在一起,并在偏心轮之间放入与钩形板厚度一致的垫板,焊后修磨焊渣,钻铰偏心轮的销孔,除去垫板;最后,按照图1所示组装各件即可。
3. 偏心管钳的应用及注意事项
直接将钩形板卡住对应尺寸的工件,扳转扳柄即可,如图3所示。
注意:扳转扳柄时不可冲击性用力,要均匀加力,以防销和销孔变形,影响使用寿命。工件上的扳转圆弧面如有油,要擦净,防止影响旋拧工件的效果。扳转高精度工件时,为防止啃伤外圆面,最好夹层铜皮之类的垫子。长时间使用后,如果扳柄偏心轮的圆弧面有挤伤,可焊补修磨,但要根据焊材的条件做好相关预热、保温等处理,防止补焊处发生裂纹。

图3 偏心管钳结构及应用示意图
4. 结语
该管钳设计很新颖、制作简单、操作方便,在加工大型多径向孔轴类旋转时有很好的效果,还可应用到暖气管道的旋拧中,部分件利用工业下脚料制作即可,具有一定的推广价值。