LDPE-g-GMA增容LDPE/木质素复合泡沫材料研究
2015-05-07李季冯钠杨亮王晓鹏王达
李季 冯钠 杨亮 王晓鹏 王达
(大连工业大学纺织与材料工程学院,辽宁 大连,116034)
低密度聚乙烯(LDPE)泡沫塑料具有良好的力学性能、隔热性、电绝缘性,且无毒无臭,低温性能较佳[1],被广泛应用于建筑、包装、化工、农业等领域,但LDPE发泡后的制品存在一定的缺陷,如柔软性高、比强度低、阻燃性能差等,应用范围受到了限制[2]。
木质素具有良好的阻燃性及优异的热稳定性,且可降解,密度小,作为填料填充LDPE制备复合发泡材料时,可将其固有的特性移植到泡沫材料中,得到性能优良且成本低廉的材料[3]。由于木质素含有强极性羟基,存在分子内和分子间氢键作用,属于极性高分子材料,与不同的高分子聚合物共混,相容性有很大差异,需要对两者的相容性进行改善。添加适当的增容剂是改善共混体系相容性、提高共混材料力学性能简单有效的方法之一[4]。
下面以LDPE接枝甲基丙烯酸缩水甘油酯(LDPE-g-GMA)作为增容剂,探讨了 LDPE-g-GMA对LDPE/木质素复合泡沫材料界面改性作用,并研究了LDPE-g-GMA用量对LDPE/木质素复合泡沫材料结构与性能的影响。
1 试验部分
1.1 主要原料及设备
LDPE,18D,黑龙江大庆石化公司;木质素,山东龙力生物科技有限公司;LDPE-g-GMA,接枝率为0.74%,熔体流动速率为1.459g/10min(190 ℃,2.16kg),自制;偶氮二甲酰胺(AC),北京偶合科技有限公司;过氧化二异丙苯(DCP),化学纯,国药集团化学试剂有限公司;氧化锌(ZnO),分析纯,市售;钛酸酯偶联剂,JN-2,常州市吉耐助剂有限公司;石蜡,分析纯,天津市科密欧化学试剂厂。
开放式塑炼机,SK-160B,上海思南橡胶机械有限公司;平板硫化机,QLB-50D/Q,无锡市中凯橡塑机械有限公司;万能制样机,XQZ-1,承德市考思科学检测有限公司;微机控制电子万能实验机,RGT-5,深圳市瑞格尔仪器有限公司;冲击试验机,RXJ-50,深圳市瑞格尔仪器有限公司;扫描电镜(SEM),JSM-6460LV,日本电子株式会社。
1.2 试样制备
分别采用未处理木质素和偶联剂处理木质素(M-木质素)为填料,LDPE-g-GMA 为增容剂,与LDPE,AC,ZnO,DCP按照一定质量比混合均匀,于110℃熔融塑炼240s后进行模压发泡,模压发泡的温度、时间、压力分别为170 ℃,10min,10 MPa,室温冷却,裁成标准样条进行相关性能测试与表征。
研究LDPE-g-GMA对LDPE/木质素复合泡沫材料界面相互作用时,材料编号见表1。
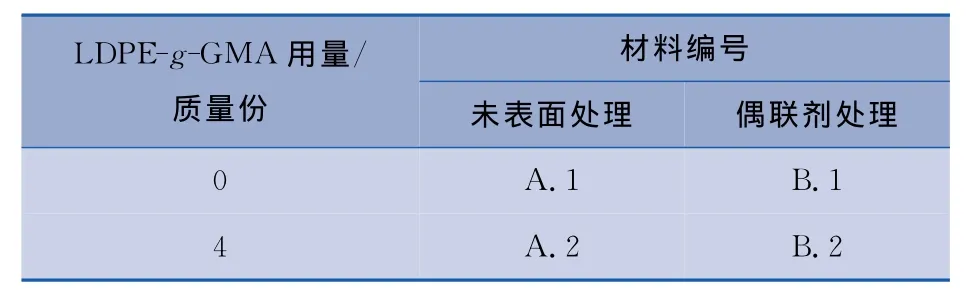
表1 LDPE/木质素复合泡沫材料的编号
研究LDPE-g-GMA用量对LDPE/M-木质素复合泡沫材料性能与泡孔形态的影响时,材料配方及编号见表2。

表2 LDPE/M-木质素复合泡沫材料配方及编号 质量份
1.3 性能测试
表观密度按照GB/T 6343—2009进行测试;拉伸强度按照GB/T 1040—2006进行测试;弯曲强度按照GB/T 9341—2008进行测试;冲击强度按照GB/T 1843—2008进行测试。
1.4 结构表征
SEM分析:将泡沫材料样条在液氮中冷冻30min,然后脆断,喷金,用SEM观察其断裂面,工作电压10kV,并利用Nano-measure测绘软件测定SEM照片中泡孔的平均直径及泡孔分布。
2 结果与讨论
2.1 LDPE-g-GMA增容LDPE/木质素复合材料
2.1.1 LDPE-g-GMA对复合材料性能影响
表3是LDPE-g-GMA对LDPE/木质素复合泡沫材料性能的影响。

表3 LDPE-g-GMA对LDPE/木质素复合材料性能影响
从表3可以看出,LDPE-g-GMA的加入,有效降低了LDPE/木质素复合泡沫材料的表观密度。对于LDPE/未处理木质素复合泡沫材料,表观密度较大,为0.579g/cm3,加入 LDPE-g-GMA 后,表观密度降低。对于LDPE/M-木质素复合泡沫材料,木质素经过偶联剂处理,使得泡沫材料的表观密度较LDPE/未处理木质素复合泡沫材料有较为明显的降低,当加入LDPE-g-GMA后,表观密度降低明显,下降至0.498g/cm3,表明了LDPE-g-GMA和偶联剂均能使复合材料的发泡性能有所提高,二者配合使用时效果最佳。
由表3还可以看出,随着泡沫材料表观密度的降低,其拉伸强度、弯曲强度均有所减小,但冲击强度反而增加。有LDPE-g-GMA的LDPE/M-木质素复合泡沫材料,冲击强度最高,达到6.80kJ/m2。这是由于增容剂 LDPE-g-GMA中存在反应活性较高的环氧基团,易与木质素表面的羟基发生开环反应,形成化学键[5],偶联剂的亲无机基团与亲有机基团分别作用于木质素和LDPE,单独使用钛酸酯偶联剂或LDPE-g-GMA时,均能改善LDPE与木质素的相容性,当配合使用时,效果最佳。木质素分散性的提高,改善了LDPE/木质素复合泡沫材料的发泡性能,使吸收冲击能量的泡孔增多,冲击强度增加。
另外,随着 LDPE-g-GMA的加入,使得复合泡沫材料的比强度提高,有 LDPE-g-GMA 的LDPE/M-木质素复合泡沫材料比强度提高最多,从最低值10.42MPa/(g·cm-3)增加至11.07 MPa/(g·cm-3),证明了LDPE-g-GMA和偶联剂使LDPE与木质素间界面相互作用提高,泡沫材料的性能得到改善。
2.1.2 LDPE-g-GMA对复合材料泡孔形态影响
图1是LDPE/木质素复合材料SEM照片。
从图1可以看出,图1(a)的泡孔形状各异、大小不一,少量较大的泡孔镶嵌在众多较小泡孔中,且有合并现象。图1(b)的泡孔数量增加,分布均匀,孔径减小。图1(c)中出现少量较大泡孔镶嵌在众多较小泡孔中的现象。当加入LDPE-g-GMA后,图1(d)的泡孔尺寸略有增加,泡孔平均直径增大,分布均匀,且为闭孔泡沫结构,发泡性能提高。
2.2 LDPE-g-GMA对LDPE/M-木质素性能影响
2.2.1 LDPE-g-GMA用量对材料表观密度影响
图2是LDPE-g-GMA用量对LDPE/M-木质素复合泡沫材料表观密度的影响。

图2 LDPE-g-GMA对LDPE/M-木质素表观密度影响
由图2可以看出,随着LDPE-g-GMA用量的增加,LDPE/M-木质素复合泡沫材料的表观密度呈现先降低后升高的变化趋势。当LDPE-g-GMA用量为4份时,表观密度值最小,为0.533g/cm3。
2.2.2 LDPE-g-GMA用量对材料力学性能影响
表4是LDPE-g-GMA用量对 LDPE/M-木质素复合泡沫材料力学性能的影响。
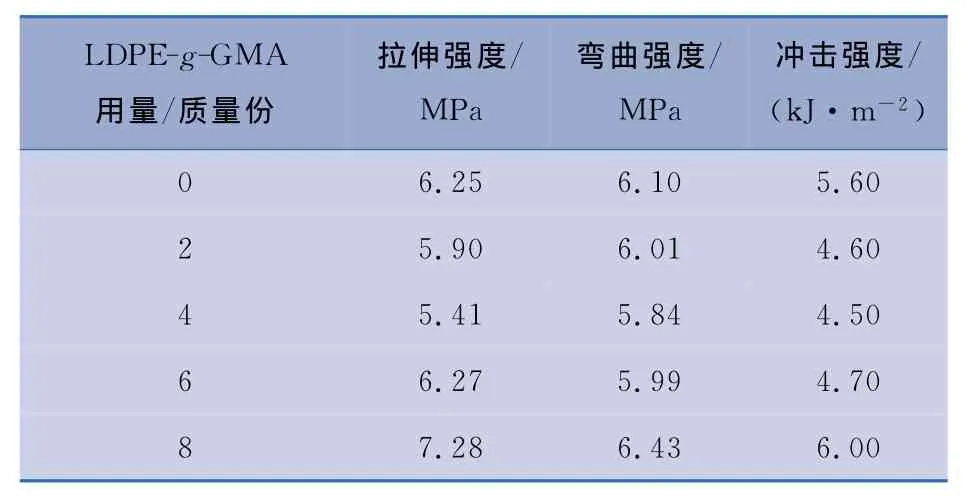
表4 LDPE-g-GMA对LDPE/M-木质素性能影响
由表4可知,LDPE/M-木质素复合泡沫材料的拉伸强度、弯曲强度及冲击强度均先减小后增加,与材料表观密度的变化趋势相同。
图3是LDPE-g-GMA用量对LDPE/M-木质素复合泡沫材料比强度的影响。
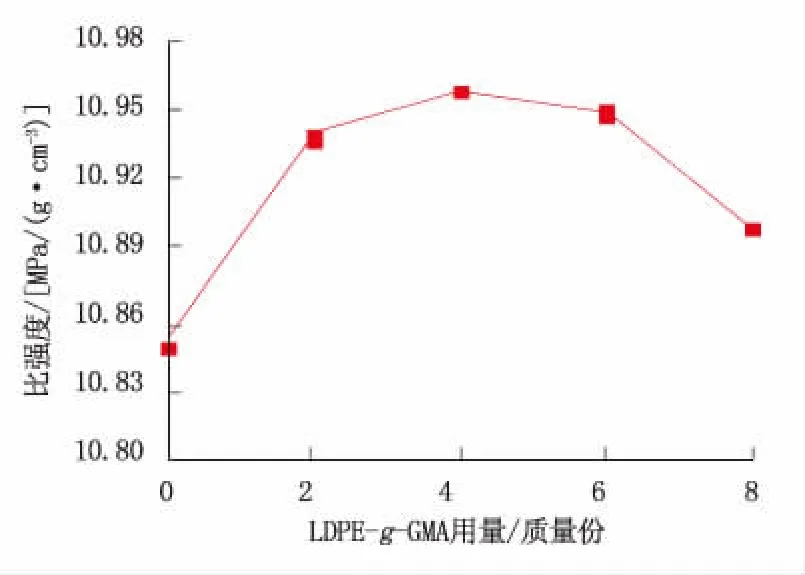
图3 LDPE-g-GMA对LDPE/M-木质素比强度的影响
由图3可以看出,LDPE-g-GMA的加入使得LDPE/M-木质素复合泡沫材料的比强度有所提高,比强度值随着LDPE-g-GMA用量的增加呈现先上升后降低的趋势,过量的LDPE-g-GMA对LDPE与木质素相容性的改善及泡沫塑料性能的提高无益。
2.2.3 LDPE-g-GMA用量对材料形态影响
图4是LDPE/M-木质素复合泡沫材料的SEM照片。
由图4可以看出,不同用量LDPE-g-GMA的泡沫材料均呈现出少量较大的泡孔镶嵌在众多较小泡孔中,且为闭孔的泡沫结构。另外,试验表明,随着 LDPE-g-GMA 用量的增加,LDPE/M-木质素复合泡沫材料的泡孔平均直径先增加后减小,最大值达到70.06μm。

图4 LDPE/M-木质素复合泡沫材料SEM照片
3 结论
a)LDPE-g-GMA可以有效改善LDPE与木质素间的界面相互作用,使LDPE/木质素复合泡沫材料的发泡性能提高,表观密度下降,泡沫材料的泡孔均匀细密。
b)LDPE-g-GMA用量对LDPE/M-木质素复合泡沫材料的性能和泡孔形态有很大的影响,LDPE-g-GMA的用量存在最佳值,过少或过多均对泡沫材料性能的提高无益。当LDPE-g-GMA用量为4份时,比强度达到最大值10.96MPa/(g·cm-3),表观密度为0.533g/cm3,此时泡孔均匀,且为闭孔泡沫结构,综合性能较为优异。
[1]廖华勇,陶国良.高密度聚乙烯/低密度聚乙烯共混材料的模压发泡[J].高分子材料科学与工程,2013,29(7):131-134.
[2]李学锋,彭少贤,郦华兴.LDPE/EVA泡沫材料的研制[J].现代塑料加工应用,2000,12(3):9-12.
[3]岳小鹏,谌凡更.木质素/高分子复合材料的研究进展[J].现代化工,2010,30(3):22-26.
[4]熊成,戚嵘嵘.HDPE/木粉复合材料的性能研究[J].工程塑料应用,2008,36(5):22-25.
[5]李跃文,陈兴华,欧阳杰,等.GMA和共单体对聚乙烯木塑复合材料的直接反应增容[J].高分子学报,2012,(6):621-626.
