浅议煤矿液压支架结构件焊接工艺
2015-05-04王翔
王翔
摘要:在煤矿液压支架的承载作用方面,液压支架各个结构件的焊接质量起着决定性作用。为了保证焊接质量,保证焊接不发生变形,保证焊接尺寸的合格性,就必须执行科学合理的焊接工艺。文章对煤矿液压支架结构件焊接工艺进行了探讨。
关键词:煤矿开采;液压支架;结构件;焊接工艺 文献标识码:A
中图分类号:TD353 文章编号:1009-2374(2015)15-0156-02 DOI:10.13535/j.cnki.11-4406/n.2015.15.081
1 概述
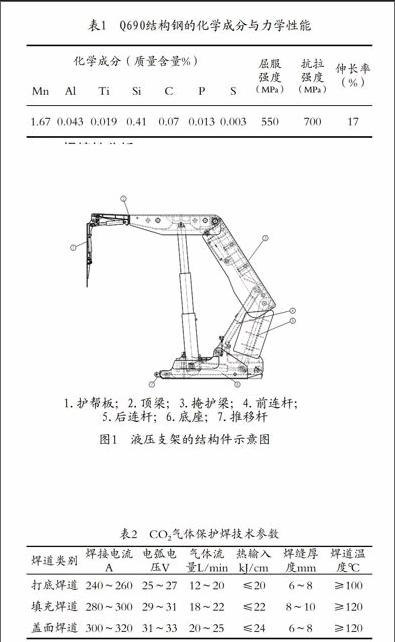
液压支架是现代采煤作业的必备的支护设备,其主要由护帮板、顶梁、掩护梁、前连杆、后连杆、底座、推移杆等部件构成,见图1:
1.护帮板;2.顶梁;3.掩护梁;4.前连杆;
5.后连杆;6.底座;7.推移杆
图1 液压支架的结构件示意图
液压支架在湿度大、粉尘多的地下巷道中担负着负重、支撑作用,随着地下采煤机电一体化程度的加大,液压支架在稳定性、智能化、安全性方面的作用越来越大,在机械结构方面,支架整体为箱体式组合型构造,其各个组件形状各异,主要是通过大量的焊接将各个组件连接在一起;在机械承载方面,液压支架各个结构件的焊接质量起到了决定性的作用。因此,为了保证焊接质量,就必须执行科学合理的焊接工艺,以保证液压支架的使用安全性与寿命。
2 液压支架结构件焊接技术要素分析
2.1 材料分析
为了保证煤矿液压支架的高强度性能,一般采用高强度结构钢作为制造原材料。这里以Q690结构钢为例进行说明。Q690结构钢的主要成分如表1:
表1 Q690结构钢的化学成分与力学性能
化学成分(质量含量%) 屈服强度(MPa) 抗拉强度(MPa) 伸长率(%)
Mn Al Ti Si C P S
1.67 0.043 0.019 0.41 0.07 0.013 0.003 550 700 17
2.2 焊接性分析
在焊接高温的作用下,主体金属与焊条熔化物首先会发生偏析反应,接下来在凝固结晶过程中发生氧化还原反应,会改变主体金属的局部成分含量,对结构件的金相组织、力学性能都会造成影响。另外,随着氧、氮、氢等气体的析出,会产生焊缝气孔;随着温度变化的不同,会因为结晶方式的不同而产生热裂纹。
就Q690低合金结构钢而言,在焊接过程中更容易出现裂纹、淬硬等变化倾向,导致焊接质量不过关。如果对热影响区的温度处理不当,就容易生成马氏体组织,使结构件局部变硬变脆,进而降低金属的韧性、塑性和耐腐蚀性;如果在焊接接触面实施CO2气体保护焊接的时候,没有控制好各个技术参数,很容易因为氧、氮、氢气的负面作用而加大裂纹的危害;如果焊接时没有确保受热均匀,就会因金属不同部位的受热不均而出现淬硬现象。所以,一定要严格按照焊接工艺进行焊接
作业。
表2 CO2气体保护焊技术参数
焊道类别 焊接电流A 电弧电压V 气体流量L/min 热输入kJ/cm 焊缝厚度mm 焊道温度℃
打底焊道 240~260 25~27 12~20 ≤20 6~8 ≥100
填充焊道 280~300 29~31 18~22 ≤22 8~10 ≥120
盖面焊道 300~320 31~33 20~25 ≤24 6~8 ≥120
2.3 焊接技术标准
按照《液压支架通用技术条件(MT312-92)》《焊接与切割安全(GB9448-88)》等国家标准,焊接技术标准主要有以下五项:(1)焊接结构件外形不得有尖角;(2)铰接部位四孔的同轴度为D1~2mm;(3)焊接平面上的未标注直线度公差为2‰,当焊接直线大于4m,该公差不能超过3‰;(4)未标注平面度公差在任何方向长度1m内≤2mm;(5)焊缝抗拉强度不得低于520MPa。所有焊缝必须等于或高于Ⅱ级焊缝质量要求,绝不许有裂缝、气孔、夹渣、咬边、弧坑、焊接断裂、未熔合等缺陷存在。
3 液压支架的焊接工艺与焊接操作
液压支架的焊接工艺与焊接操作包括焊前准备、焊接操作、焊后热处理等主要阶段,下面分别对其进行
说明。
3.1 焊前准备
3.1.1 原料的复检。对采购进来的钢材,首先要使用超声波探伤仪进行探伤检测;还必须通过多种实验进行复检,以确保钢材是合格的。实验项目包括成分分析、拉伸试验、冷弯试验、冲击试验等。
对库存的焊料,要再次核对其型号、牌号,还要对其进行熔敷金属力学性能复验。对来路不明的焊料绝不使用。
3.1.2 钢材下料。本着安全、节约、方便的原则,在除去锈迹并做矫平处理之后,根据钢材尺寸和需要的尺寸进行计算,安排好各种材料的下料位置与顺序,使用气割、切割机、剪切机等工具下料,下料后,要注意再次进行矫平整形,以消除下料时产生的变形和内应力。
加工坡口一般使用热切割的方式,在垂直切下之后,可以使用机械加工的办法切削、刨削出坡口,坡口角度公差在±5o,钝边公差为±2mm。需要注意的事项有:坡口处不能有油污,不能有切割熔渣,不能有锈迹,应保持坡口端面的光亮平整。
3.2 焊接操作
3.2.1 清理焊道。在焊接之前首先必做的工作就是清理焊道,要保证两边焊道各20mm范围内没有切割熔渣、锈蚀、挂渣、油污、水迹等直接影响焊接质量的杂物,还应该检查焊接工位及周围的安全性,以避免发生不必要的安全事故。
3.2.2 定位焊接结构件。通过划线标注或使用专用工件,将主筋板、筋板、顶板等拼装摆放到位,用工艺芯轴穿过铰接孔,以保证各个孔位的同轴度,预留空间尺寸,以防止定位焊接后因内应力导致的结构件变形。为防止焊缝开裂,应选用与结构件相匹配的焊料。若焊缝出现裂纹,须及时清除,重新进行定位焊接。在焊接之后,应该及时按照清理标准进行焊道清理,保持清洁,另外需要在焊道两侧各25mm的范围内做打磨处理,直至露出金属光泽。endprint
定位焊的工艺尺寸要求是:定位间距为300mm,焊缝高6~8mm,长40~60mm,单侧焊缝不得少于两处,在容易发生变形的部位,可以增加焊接支撑件。
3.2.3 预热温度的控制。在焊接时对焊件做预热处理可以有效防止焊接应力出现,避免发生较为严重的焊接变形。定位焊的预热温度应控制在150℃~200℃,正式焊接时的预热温度应控制在100℃~150℃,可以使用乙炔气做预热处理,要控制住温度,使焊接部分均匀受热,避免因局部温度过高而影响到钢材的金属性能。在做预热处理的时候,最好在室内进行,周围环境温度以5℃~40℃为好。
3.2.4 合理安排焊接次序。安排好焊接次序,可以有效防止或控制焊接变形,一般情况下,是按照先焊接周围主筋板,后焊接其他筋板;先里后外,对称交错,先纵焊后横焊的原则进行焊接。科学合理的焊接顺序是必须遵循的工艺要素。
3.2.5 有效控制焊接过程。对于角焊缝,需采用多层多道焊接方法,打底层2~3mm,视焊脚大小的不同,分作1~4层进行焊接,直至完成焊接。
对于塞焊缝、单边V形坡口焊接,一般可以采用船形焊接法,当角焊缝尺寸小于10mm的时候,也可以采用船型焊接法。
对于盖面焊缝,多采用平焊,严禁出现下坡焊,在相邻的夹角处,运用包角焊接工艺进行焊接,引弧点与收弧点距夹角50mm开外,在应力集中的地方不能做引弧、收弧,对之前预留的应力释放孔,可以不做焊接处理。
3.3 焊后热处理
在焊接结束之后,应对结构件做退火处理,以消除应力影响。将焊接后的结构件转移至热处理车间,按照每小时升温100℃~150℃的速度加热结构件,待温度升至450℃~500℃,保持2小时,之后随炉冷却至300℃,出炉空冷,完成热处理操作。
4 结语
总之,科学合理的焊接工艺可以保证煤矿液压支架结构件的制造质量,可以保证结构件符合设计要求,以及液压支架的使用安全和应用功效。
参考文献
[1] 张新民,史新恩.液压支架结构件焊接工艺[J].焊接与切割,2013,(24).
[2] 王罡.浅析煤矿液压支架结构件焊接工艺[J].煤,2008,(1).
[3] 胡春平.煤矿液压支架结构件焊接工艺研究[J].科技与企业,2012,(5).
[4] 孙洪霞.ZY8600/25/53型液压支架结构件焊接工艺研究[J].山东煤炭科技,2011,(1).
(责任编辑:蒋建华)endprint
