不同比例麦叶、穗轴对定向结构麦秸板性能的影响
2015-05-03张喜燕雷亚芳
王 瑛,张喜燕,雷亚芳
(西北农林科技大学 林学院,陕西 杨陵 712100)
麦秸是生产定向结构麦秸板(OSSB)的主要原料,在麦秸人造板的生产过程中不可避免的会混入少量的麦叶、穗轴等原料。混入的这些原料能否与胶黏剂很好地相容,不仅与所选胶黏剂的性能有关,而且与原料自身的特性有很大关系[1]。原料的性能是影响人造板各项性能的一个很重要的因素[2-3],国内学者对麦秸秆的微观构造及化学成分含量进行了研究[4-7]。研究表明麦秸秆外表面光滑,形成的角质层阻碍胶滴的润湿、扩散和渗透[8-9];麦秸外表面、麦叶和穗轴的表面羟基浓度非常低,不利于胶黏剂的润湿。异氰酸酯胶(MDI)对麦秸内表面的接触角比对麦秸外表面的接触角小[5,9-10],对麦叶的接触角最大,即润湿性最差[1]。所以麦叶、穗轴的含量对板材的性能会有一定的影响,但目前关于麦叶、穗轴对麦秸板性能的影响未见报道。依据企业实际生产情况,压制含有不同比例麦叶、穗轴的定向结构麦秸板,参照GB/T17657-1999《人造板及饰面人造板理化性能试验方法》测定各板材的密度、含水率、吸水厚度膨胀率、弹性模量、静曲强度以及内结合强度[11],分析不同比例麦叶、穗轴的含量对板材性能的影响,并探索产生这种影响的原因,为企业改进生产工艺,提高板材性能提供指导。
1 材料与方法
1.1 材料
试验材料均由诺菲博尔板业(杨凌)有限公司提供。
麦秸原料:手工将原料分选为麦秸、麦叶、穗轴3种,麦秸原料的含水率为7.6%。劈裂秸秆长度30~100 mm,麦叶长度30~150 mm;穗轴5~50 mm。
胶黏剂:异氰酸酯胶(MDI),棕色粘性液体,NCO含量30.5%~32.5%,粘度250~350 mPa·s(25℃)。
脱膜剂:由二甲基硅油201和聚乙烯蜡为基材聚合而成的无色透明粘稠液体。
热熔胶:热熔胶棒。
1.2 仪器与试剂
DXL-1500KN型热压机:咸阳威迪机电科技有限公司生产;CMT5504万能力学实验机:深圳市新三思公司生产;WAB型精密推台锯:欧登多(秦皇岛)机械制造有限公司;101-1AB型电热鼓风干燥箱;天津泰斯特有限公司生产;自制定向铺装模具;电子天平、电子计数秤、气压喷涂装置、实验室自制拌胶机、水浴锅等。
1.3 方法
麦秸板的制造工艺基本上沿用了木质碎料板的生产工艺,主要区别或关键技术是备料过程和使用的胶料剂[12-13]。首先,将干燥后的麦秸原料拌胶,把拌过胶的麦秸原料定向铺成板坯,经人工预压后送到热压机进行热压,待压制好的板子冷却后齐边,最后分检入库。本研究的定向铺装是利用自制的定向铺装模具进行定向铺装并控制板坯幅面的大小,铺装成纵横交错的3层结构板,2表层原料用量各占原料总量的25%,方向一致;芯层原料用量占原料总量的50%,方向与表层方向垂直。板坯的铺装采用手工的方式进行[14]。铺装时,要尽量使麦秸原料铺撒均匀,以保证板坯每个位置的密度一致。定向结构麦秸板的生产工艺流程见图1[7,15]。
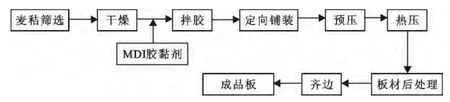
图1 生产工艺流程Fig.1 Manufacturing technique process
按照上述工艺流程,参考诺菲博尔板业(杨凌)有限公司生产定向结构麦秸板的热压工艺,压制定向结构麦秸板。施胶量8%,板材目标密度0.70 g·cm-3,板材规格为400 mm×400 mm×10 mm。
试验是在劈裂麦秸中添加不同比例的麦叶、穗轴,使用异氰酸酯胶(MDI)压制定向结构麦秸板,测定各板材的物理力学性能,探索麦叶、穗轴的含量对定向结构麦秸板性能的影响。通过对麦秸原料的分选、称量,其中麦叶含量为4.75%,穗轴含量3.69%;试验测试完整的小麦植株中麦叶含量为26.3%,穗轴含量3.8%[15]。因此,分别压制含麦叶5%、15%、25%的板材,含穗轴1%、3%、5%的板材,以100%劈裂麦秸压制的定向结构麦秸板为对照组,共7组。每组各压5块,结果取其平均值(表1)。
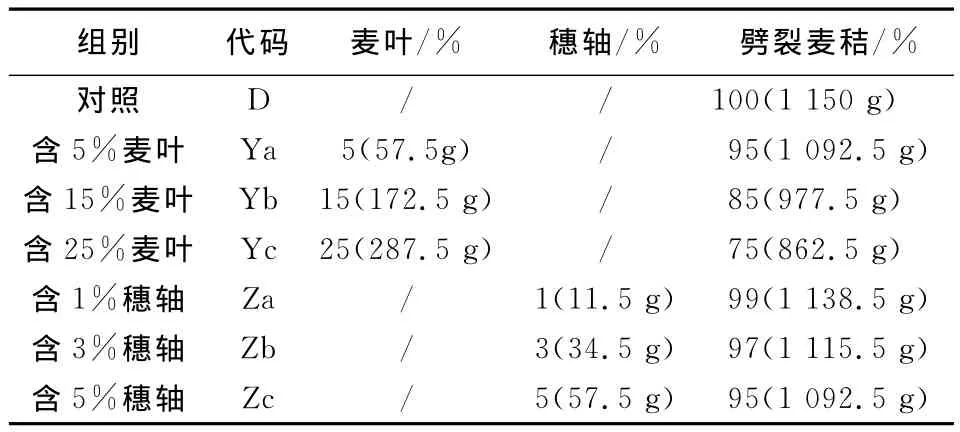
表1 麦秸板的压板方案Table 1 The test scheme of the experimental straw panel
将压制好的毛板在室温下放置2周以上时间,利用精密裁板锯进行齐边加工,裁成规格为380 mm×380 mm×10 mm的板材。参考GB/T17657-1999《人造板及饰面人造板理化性能试验方法》和LY/T 1580-2010《定向刨花板》,设计出最佳裁板方案,裁截出标准试件[15],测定各组板材的密度、含水率、吸水厚度膨胀率、弹性模量、静曲强度以及内结合强度。
2 结果与分析
试验测试结果(表2)可以看出,各等级板材的密度变化不大,均接近于板材的目标密度0.70 g·cm-3,符合预期。因此认为板材的密度对板材物理力学性能的影响可以忽略不计。
2.1 含水率
由表2看出随着麦叶、穗轴添加比例的增大,板材的含水率变化范围不大,因此认为含水率对板材性能没有影响。依据LY/T1580-2010国家标准《定向刨花板》规定,允许定向刨花板的含水率在2%-6%之间,因此符合国家标准。
2.2 24 h吸水厚度膨胀率
表2表明,D组板材的吸水厚度膨胀率是16.3%,Za、Zb、Zc组板材的吸水厚度膨胀率分别为20.4%、23.5%、27.9%。随着穗轴含量增加,板材的吸水厚度膨胀率增大。Zc组板材的吸水厚度膨胀率比对照D组高出了71.2%。说明穗轴对板材的吸水厚度膨胀率影响大,其主要原因有:穗轴中半纤维素的含量(38.9%)较麦秸中半纤维素含量(35.87%)高[7]。半纤维素是无定型物,主链和侧链上均含有较多的羟基(-OH)和羧基(-COOH)等亲水性基团,是木材中吸湿性极强的组分,是板材产生吸湿膨胀的重要因素之一。其次,穗轴的密度较麦秸大,且材质较硬,不易压缩,在同样规格的板材内部,相同质量的穗轴所占的空间比麦秸所占空间小,使得板材内部的孔隙增多,吸水性能增强。另外,穗轴表面的蜡质层较厚,蜡质层的存在会影响胶黏剂与穗轴之间的胶接性能,吸水性能增强,直接导致板材的吸水厚度膨胀率增大。
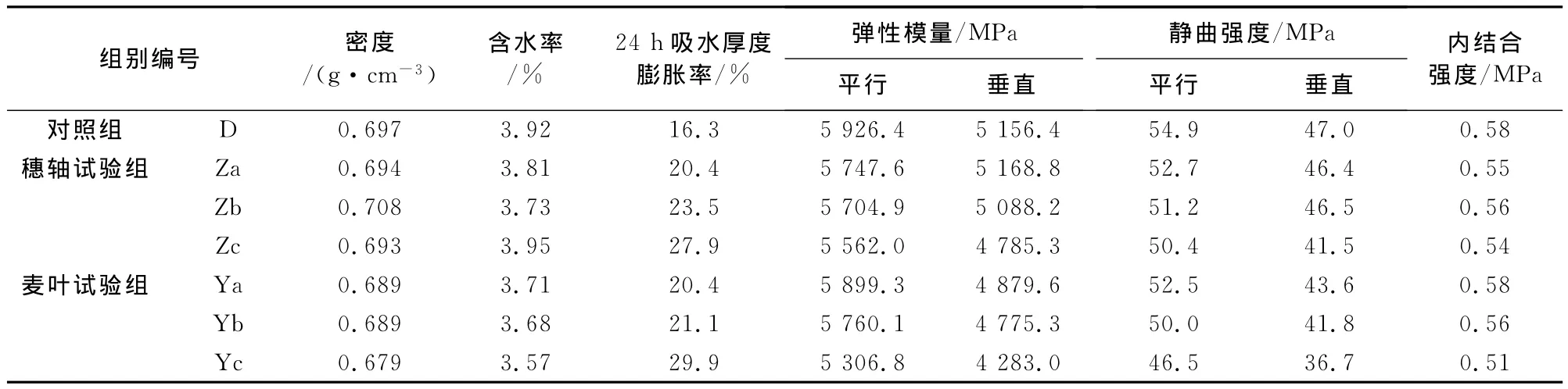
表2 试验测试结果Table 2 The test result of the experimental straw panel
Yc组板材的吸水厚度膨胀率为29.9%,比D组高出83.4%,并且随着麦叶含量的增大,板材的吸水厚度膨胀率明显增大,说明麦叶对板材吸水厚度膨胀率的影响显著(表2)。主要原因:1)麦叶的长度较大,在拌胶过程中,容易造成原料的施胶不均匀,板材内部缺胶或少胶的部位增多,板材的吸水性能增强。2)麦叶的灰分含量(9.96%)较麦秸的灰分含量(5.21%)高,灰分的存在不利于胶黏剂对原料的润湿,导致板材的胶合性能变差,吸水性增强。3)麦叶中木质素的含量(12.24%)比麦秸木质素的含量(16.36%)低。木质素是一种热塑性的高分子物质,在热量的作用下,木质素塑化熔融,熔融后部分木质素将会包裹或填充在细胞壁的外围,能够在一定程度上阻碍水分的进出。因此,随着麦叶含量的增大,板材内部木质素的含量降低,将会使水分的进出变得相对容易,导致板材的吸水厚度膨胀率增大。
2.3 静曲强度和弹性模量
2.3.1 平行方向性能 从表2可知,D组板材的静曲强度和弹性模量分别是54.9、5 926.4 MPa,Ya、Yb、Yc组板材平行方向的静曲强度分别为52.5、50.0、46.5 MPa,平行方向弹性模量分别为5 899.3、5 760.1、5 306.8 MPa。麦叶含量越高,板材的静曲强度和弹性模量越低。Yc组板材平行方向的静曲强度和弹性模量最低,与D组板材对比,其平行方向静曲强度和弹性模量分别降低了15.3%、10.5%。分析原因:1)因为麦叶本身的强度比麦秸的强度低很多,韧性也较差。2)麦叶的尺寸较大,缠绕性很强,在板坯铺装时,影响原料中麦秸的定向效果,其自身的定向效果也差,使得板材的弹性模量和静曲强度降低。3)麦叶的纤维素含量(35.16%)比麦秸中纤维素的含量(41.11%)低很多,纤维素中存在结晶区和无定形区。在结晶区,纤维素分子链的排列定向有序,且密度较大,侧面的羟基也可形成氢键构成一定的结晶格子,对强度的贡献极大[16]。所以,随着麦叶含量的增大,板材内部纤维素的含量降低,从而使板材的弹性模量和静曲强度降低。
穗轴的含量对板材弹性模量与静曲强度的影响相近,随着穗轴含量的增大,2项力学性能的数值逐渐减小,性能变差(表2)。主要原因有:1)穗轴的纤维素含量(37.35%)比麦秸中纤维素的含量(41.11%)低。2)穗轴本身尺寸较小,呈短棒状,铺装时很容易沉积在板坯底层,容易引起板材的不均匀性,板材整体连续性变差,且与其他原料的交错效果较差,在受外力情况下,含有穗轴的部位容易产生断裂,影响板材的静曲强度;同时穗轴硬度较大,弹性较弱,加入板材后使得板材的整体弹性模量变弱。
2.3.2 垂直方向性能 从表2可知,随着麦叶、穗轴含量的增大,板材垂直方向的弹性模量和静曲强度也均逐渐降低,板材性能变差,其原因与麦叶、穗轴对板材平行方向性能的影响因素一致。
板材平行方向的弹性模量和静曲强度均比垂直方向的高,板材中不含麦叶、穗轴时,板材平行方向的静曲强度和弹性模量分别比垂直方向的高出16.8%、14.9%。说明板材中原料的定向效果较好,对原料定向可以增加板材某一个方向的强度,从而满足某些特定场合板材的使用要求。
2.4 内结合强度
由表2可知,D组板材的内结合强度为0.58 MPa。Ya、Yb、Yc组板材的内结合强度分别为0.58、0.56、0.51 MPa。Yc组板材的内结合强度比D组降低了12.1%。随着麦叶含量的增大,板材的内结合强度逐渐降低,严重的影响了板材的性能。其原因可能为:1)麦叶中灰分的含量最高(麦秸5.21%、穗轴4.48%、麦叶9.96%),灰分的存在不利于胶黏剂对麦秸原料的润湿和渗透,影响胶合性能。2)麦叶的尺寸较大,拌胶过程中容易出现拌胶不均匀的现象,从而使板材的内结合强度降低。
当穗轴的含量为1%时,板材的内结合强度出现一个较反常的现象,其内结合强度比含3%穗轴的板材内结合强度低,但是相差不大,可能是由试验误差引起的。随着穗轴含量的增大,板材的内结合强度呈下降的趋势。其原因可能为通过对麦秸、麦叶、穗轴进行电镜扫描发现,穗轴表面的蜡质层最厚,蜡质层的存在将会严重影响胶黏剂与刨花之间的胶合质量,影响板材的内结合强度。穗轴质地坚硬,呈短棒状,不易变换形状与其他原料交错结合,也使得内结合强度的变小。
3 结论与讨论
麦叶、穗轴对板材吸水厚度膨胀率、弹性模量、静曲强度和内结合强度的影响较大,其中对板材吸水厚度膨胀率的影响最大。随着麦叶、穗轴含量的增大,板材的弹性模量、静曲强度和内结合强度均逐渐降低,板材的吸水厚度膨胀率逐渐增大。
将试验结果与LY/T 1580-2010《定向刨花板》质量等级标准对比发现,在试验条件范围内,板材的弹性模量、静曲强度和内结合强度均满足国家对定向刨花板0SB/1、0SB/2、0SB/3、0SB/4型标准的要求。不添加麦叶、穗轴时,板材的吸水厚度膨胀率可满足OSB/2型要求;当穗轴的添加比例为1%、3%,麦叶的添加比例为5%、15%时,板材的吸水厚度膨胀率满足0SB/1型要求;当穗轴的添加比例为5%、麦叶的添加比例为25%时,板材的吸水厚度膨胀率不能满足国家标准要求。
随着麦叶、穗轴含量的增大,板材的各项物理力学性能均变差。说明麦秸刨花中含有的麦叶、穗轴不利于定向结构麦秸板性能的提高,因此,生产定向结构麦秸板时应尽量控制或者改进工艺减少原料中麦叶、穗轴的含量,以制得质量和性能更加优越的定向结构麦秸板。
[1] 张喜燕,雷亚芳.麦草的化学活性基团、润湿性与MDI的热反应特征[J].西北林学院学报,2013,28(3):198-201.ZHANG X Y,LEI Y F.Functional groups,wettability of wheat straw and its hot-raction characters with MDI[J].Jounal of Northwest Foresty University,2013,28(3):198-201.(in Chinese)
[2] 蒋远舟,向仕龙.非木质人造板[M].北京:中国林业出版社,1989.
[3] 李晓平.蓖麻秆的原料特性及其人造板制造研究[M].北京:中国林业出版社,2010:58.
[4] 张冬梅,韩广萍,何灵芝.麦秸特性与麦秸刨花板制板工艺的研究[J],林业科技,1998,23(4):45-47.
[5] 陆熙娴,李琦.麦秸的特性分析及其工业利用[J].林业科技通讯,2001(7):30-31.
[6] 张建红,徐信武,周定国.水热处理对麦秸化学构成的影响[J].南京林业大学学报:自然科学版,2004,28(3):31-33.ZHANG J H,XU X W,ZHOU D G.Application of FTIR method in chemical analysis of hot-water treated wheat straw[J].Journal of Nanjing Forestry University:Natural Sciences Edition,2004,28(3):31-33.(in Chinese)
[7] 张建辉.定向麦秸板制造工艺概述[J].中国人造板,2011(7):14-16.ZHANG J H.Brief introduction on manufacture process of oriented structural straw board[J].China Wood-based Panels,2011(7):14-17.(in Chinese)
[8] 张洋.麦秸人造板的研究[D].南京:南京林业大学,2001.
[9] 张洋,华毓坤.麦秸表面的润湿性研究[J].木材工业,2001,15(2):6-8.ZHANG Y,HUA Y K.A study of moist character of wheat straw[J].China Wood Industry,2001,15(2):6-8.(in Chinese)
[10] 张洋,华毓坤.麦秸人造板胶合机理研究[J].林产工业,2001,28(1):41-43.ZHANG Y,HUA Y K.A study on bonding mechanism of wheat straw borad[J].China Forest Products Industry,2001,28(1)41-43.(in Chinese)
[11] 顾继友,胡英成,朱丽滨.人造板生产技术与应用[M].北京:化学工业出版社,2009:328-329.
[12] 王戈,刘振国,张冬梅,等.麦秸特性与麦秸刨花板生产工艺及设备[J].林产工业,2000,27(2):33-35.WANG G,LIU Z G,ZHANG D M,etal.Wheat straws characteristics and production technology and equipment for wheat straw board[J].China Forest Products Industry,2000,27(2):33-35.(in Chinese)
[13] 于文吉,周月,任丁华,等.异氰酸酯麦秸均质板的制造工艺[J].木材工业,2001,15(3):3-4.YU W J,ZHOU Y,REN D H,etal.Manufacturing technology of MDI wheat straw homogeneous board[J].China Wood Industry,2001,15(3):3-4.(in Chinese)
[14] 张喜燕.麦秸原料的特性及其对定向结构麦秸板性能的影响[D].杨陵:西北农林科技大学,2013.
[15] 杨庆,雷亚芳.麦秸人造板工艺及生产问题分析[J].西北林学院学报,2002,17(3):86-88.YANG Q,LEI Y F.Problem analysis is on working process and production of straw panel[J].Jounal of Northwest Foresty University,2002,17(3):86-88.(in Chinese)
[16] 苏克.中国强化木地板实用指南[M].北京:中国建材工业出版社,2001:8.
