小模数齿条线切割加工工艺分析
2015-04-29吕谊明
吕谊明
摘要:本文运用数控电火花线切割工作原理和加工工艺对小模数齿条零件的切割所存在的问题进行了分析,同时提出了解决的方法,并且采取了合理的措施,应用机械设计理论和线切割工作原理、加工技巧等,使小模数齿条零件的齿形切割达到了设计技术要求,为同行实际使用数控电火花线切割机床的操作提供了较好的实际案例。
关键词:齿条;线切割;齿形;切割;工艺分析
前言
目前在新产品的研制和开发中,大量采用数控机床(包括线切割机床)直接来加工零件以缩短产品研发周期。但是,再先进的机床,如果没有重视加工的工艺技术和操作技巧,没有达到工艺的合理性,是不能高效地加工出高质量的零件的。因此在数控机床实际操作过程中,必须重视有关加工工艺技术。
数控快走丝线切割机床切割加工零件的精度高、效率高,特别适应平面复杂形状零件的加工,具有应用灵活、加工周期短、节约材料等特点。
然而,快走丝线切割加工的电极钼丝是缠绕在圆柱贮丝筒上来回循环带动电极钼丝走动,使切割后的零件表面存在换向条纹,粗糙度低。在切割过程中,随放电能量和切割厚度的增加,以及零件材料变形等因素会使断丝的几率增加。另外工艺路线制定不当、切割起点不妥、零件装夹不正确,还有工作乳化液浓度和清晰程度等,都会影响零件的加工质量。
因此,分析和解决生产中出现的工艺问题显得尤为重要,本文通过对办公机械设备(自动钻孔机)中的关键零件小模数(m = 1)齿条线切割加工工艺的分析来解决线切割加工过程中存在的问题,以便对同行在实际操作线切割加工时有所帮助。
1.产品与加工缺陷
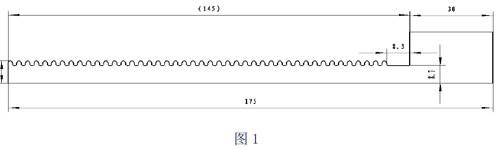
图1
图1是办公机械设备(自动钻孔机)中模数等于1的渐开线齿条,厚度为3mm,材料为08F,技术要求为二平面平整度≤0.02,且每个齿形须一致。
由于该齿条零件在快走丝线切割机床切割后发觉有如下缺陷没有达到技术要求:
1.1齿形为三角形且齿形大小不均匀,变形大。
1.2齿轮和齿条啮合时有根切现象且间隙大有窜动。
1.3零件平整度差且齿形表面粗糙度大,有明显的切割痕迹。
1.4在切割时断丝现象严重。
2.缺陷产生原因和解决对策
2.1渐开线齿条变成三角形齿条的原因分析和解决方法
众所周知,齿条可视为齿数无穷多的齿轮,分度圆无穷大,成为分度线。任意与分度线平行的直线上的齿距均相等,即Pk = π m 。分度线上s = e ,其他直线上sk = e k。
齿廓上各点的法线相互平行,齿条移动时,各点的速度方向、大小均一样,故齿条齿廓上各点的压力角相同。齿廓的压力角等于齿形角数值为标准压力角值。
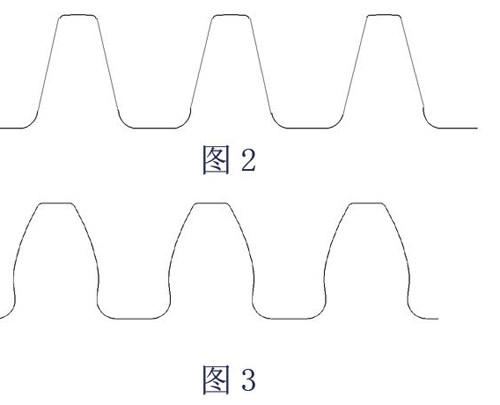
数控电火花线切割是利用移动的细金属(钼)导线作为工具电极,在金属丝与工件间施加脉冲电流(放电),产生放电腐蚀,对工件进行切割加工的。再加上由于本零件切割使用的是快走丝方式切割,材料的厚度只有3mm,在134.5mm上均匀分布有44个齿,虽然切割时程序(即:钼丝所走轨迹)中已经把钼丝半径和放电间隙计算进,但由于模数小,齿形的表面产生放电腐蚀大,齿形易变成三角形(如图2),使齿轮啮合时产生根切现象且间隙大有窜动。
图2 图3
为此,在切割时采用了如下措施:
2.1.1根据上述的齿条设计原理对齿形进行如下变形(见图3,设计过程略)。
因为二齿轮的啮合处在节点上,所以把节点处线条齿形作了变形(即:变胖了)。
2.1.2把原来一次切割10件齿条的厚度(30mm)改成一次切割20件齿条(60mm),并且把电流减小,
由于采用了上述措施所以切割后的齿形就不再变成三角形了,齿轮啮合时的根切现象也消失了。
2.2齿形大小不均匀,变形大的原因分析和解决方法
线切割的加工原理如图4所示,工件连接脉冲电源的正极,电极丝(钼丝)接负极,加上高频脉冲电源后,在工件与电极丝之间产生很强的脉冲电场,使其间的介质被电离击穿,产生脉冲放电。电极丝(钼丝)在贮丝筒的作用下作正反向交替运动,在电极丝和工件之间浇注工作介质,在机床数控系统的控制下,工作台相对电极丝按预定的程序运动,从而切割出需要的工件形状。
图4
工作台上的工件相对电极丝按预定的程序作运动一般有四种情况,即在XY坐标系中作直线、斜线、顺时针圆弧、逆时针圆弧切割。
根据工作台上的工件相对电极丝作四种运动情况来分析电极丝的受力(如图5所示)可知,当电极丝在第1、2、4象限运动时电极丝均受到三个方向力的作用且电极丝不易拉长,只有当电极丝在第三象限运动时电极丝受到三个方向一致的力,因此电极丝在第三象限运动时电极丝极易拉长,则此时切割出的形状容易变形。
第1象限运动时的受力 第2象限运动时的受力 第3象限运动时的受力 第4象限运动时的受力
图5
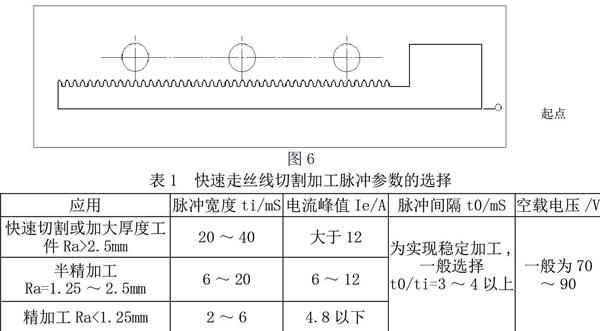
另外,穿丝孔是电极丝相对工件运动的起点,同时也是程序执行的起点,一般选在工件上的基准点处。为缩短开始切割时的切入长度,穿丝孔也可选在距离型孔边缘2~5mm处,加工时,为减小变形,电极丝切割时的运动轨迹与边缘的距离应大于5mm。由于原来切割的起点是在零件毛坯外面,后来虽然改成在零件毛坯里面(见图6)但还是不理想。
图6
根据线切割的加工原理和电极丝的受力分析,发觉齿形不理想的主要原因是整个切割的路径是顺时针方向,在切割齿形时重复L3方向过多造成的。为此调整切割路径方向为逆时针,结果切割后的齿形质量良好。
2.3断丝、零件平整度、齿形粗糙度等问题原因分析和解决方法
电火花线切割加工过程,是使用细金属(钼)导线作为工具电极和工件之间不断产生脉冲性的火花放电,靠放电时局部、瞬时产生的高温去除工件多余材料,以及使材料改变性能或被镀覆等的放电加工。齿条零件是3mm厚度的08F钢,为提高加工生产率,切割时是将20块3mm钢板叠成厚度(60mm)后进行切割的,切割中钢板和钢板之间产生分离,由于加工会引起材料变形,在钢板分离时有一个弹跳力把电极钼线蹦断,另外快速走丝线切割机床的穿丝导轮一般为单臂导轮或者双臂导轮,导轮在高速旋转时总会产生跳动(单臂导轮尤其严重),还有切割工作乳化液、脉冲电参数、工件的装夹等选择也是造成电极钼线断裂的因素之一。
齿形表面粗糙度大是和所选用的脉冲电参数和切割工作乳化液有关。线切割加工一般都采用晶体管高频脉冲电源,用单个脉冲能量小、脉宽窄、频率高的脉冲参数进行正极性加工。加工时,可改变的脉冲参数主要有电流峰值、脉冲宽度、脉冲间隔、空载电压、放电电流。要求获得较好的表面粗糙度时,所选用的电参数要小;若要求获得较高的切割速度,脉冲参数要选大一些,但加工电流的增大受排屑条件及电极丝截面积的限制,过大的电流易引起断丝,快速走丝线切割加工脉冲参数的选择见表1。
表1 快速走丝线切割加工脉冲参数的选择
应 用
脉冲宽度ti/mS
电流峰值Ie/A
脉冲间隔t0/mS
空载电压/V
快速切割或加大厚度工件Ra>2.5mm
20~40
大于12
为实现稳定加工,一般选择
t0/ti=3~4以上
一般为70~90
半精加工Ra=1.25~2.5mm
6~20
6~12
精加工Ra<1.25mm
2~6
4.8以下
根据上述分析,采取了如下的措施:
2.3.1将一块块3mm厚度的钢板在靠近齿型处用三个螺钉紧密固定。
如图6所示,在靠近齿型处用钻三个螺钉通孔,3mm钢板叠加固定前应将每一块钢板去毛刺,3mm钢板叠加固定后要检查钢板和钢板之间的密接程度,尽量做到无缝隙。
2.3.2工件的装夹采用两端支撑方式装夹(如图7)。
图7 图8
如图7所示是两端支撑方式装夹工件,这种方式装夹方便、稳定,定位精度高,它比悬臂方式装夹工件要好,因为悬臂方式装夹工件,虽然装夹方便、通用性强,但由于工件一端悬伸,易出现切割表面与工件上、下平面间的垂直度误差,所以仅用于加工要求不高或悬臂较短的情况。
2.3.3在上导轮的下方和下导轮的上方通过电极丝处开一个小方孔,在小方孔内塞入海绵(见图8),使电极丝在串过导轮后再串过海绵进入到工件,这样就使因导轮的跳动而带动电极丝跳动的情况消失。
2.3.4根据上述表1,选用小的电参数和选用线切割专用的SM-1型乳化液或者海牌9037线切割乳化液作为切割时的工作冷却液,来达到较好的表面粗糙度。
通过采取上述各项措施,切割后的齿条零件基本达到了设计的技术要求。
3.结论
通过分析上述齿条零件的切割工艺分析和实际采用的措施效果,可以得出在使用线切割机床切割零件时必须做到:
3.1 首先要了解所要加工零件的技术要求及该零件的工作使用要求;
3.2合理选择切割的起点位置和切割运动的轨迹;
3.3正确选用零件的装夹方式;
3.4合理选用线切割加工脉冲电参数和工作冷却液。
参考文献:
[1]胡家秀主编.机械基础.机械工业出版社,2004.07.
[2]李明辉.脉冲参数对线切割工艺效果的影响 《上海机床》 1983.第一期.
[3]李明辉,杨晓欣编著.数控电火花线切割加工工艺及应用.国防工业出版社,2010.08.
[4]丘立庆等编著.模具数控电火花线切割工艺分析与操作案例.化学工业出版社,2008.01.
[5]李立编著.数控线切割加工实用技术.机械工业出版社,2008.01.
