高熔点金属的搅拌摩擦焊接计算机仿真模型及验证
2015-04-28徐卫红
张 艳,葛 玮,徐卫红
(1.江西制造职业技术学院,江西南昌330000;2.江西广播电视大学,江西南昌330046)
高熔点金属的搅拌摩擦焊接计算机仿真模型及验证
张 艳1,葛 玮2,徐卫红2
(1.江西制造职业技术学院,江西南昌330000;2.江西广播电视大学,江西南昌330046)
结合Comsol Multiphysics多物理场耦合软件,利用JmatPro软件计算得到TC4钛合金焊材与温度相关的材料本构模型,应用数值模拟理论、傅立叶定律、有限元法、热力学基本理论,并借鉴了M.Song和R.Kovacevic关于移动坐标系的控制方程的思想,对高熔点钛合金搅拌摩擦焊接模型的建模方法进行系统研究。在相同焊接工艺参数下,通过与Gianluca Buffa Ti6Al4V钛合金FSW温度场结果对比,验证了FSW模型的正确性和可靠性。
高熔点金属;搅拌摩擦焊接;移动坐标系;仿真模型
0 前言
搅拌摩擦焊接(FSW)是一种新型的先进固相连接技术,近年来,搅拌摩擦焊接逐渐成为研究热点[1]。与传统的熔焊相比,搅拌摩擦焊接技术具有优质、高效、低耗、连接变形小、无污染等特点;而在工程实际应用中,由于其众多的优点,搅拌摩擦被广泛用于低熔点金属的连接,尤其是铝合金、镁合金等轻合金材料平板对接固相连接的技术优势,是其他连接方法所无法比拟的[2-3]。物理模拟、数值模拟在热机械加工中已发展成为重要的研究方向和前沿课题,传统搅拌摩擦焊接的数值模型在近年来已经被各国学者广泛使用和研究,这些成熟的数值模型可以准确的指导工程实际应用[4-5]。Chao等人建立的热源模型考虑轴肩产热,并总结出搅拌头轴肩与工件间摩擦产热的计算方法[6]。Khandkar基于FSW搭接的3D焊接仿真模型,分析搅拌头转矩对搅拌摩擦焊接温度场的影响规律[7]。值得关注的是,Song等人利用坐标变换原理将3D搅拌摩擦焊接瞬态焊接行为转化为稳态焊接传热行为,这大大降低了模型建立的难度[8]。综上所述,对镁铝等低熔点金属的研究较为广泛,但是对于高熔点金属的研究较少。在此建立的FSW数值模型以前人的FSW数值模型为基础,研究高熔点金属的搅拌摩擦焊接模型。
1 材料模型
本研究的高熔点金属材料为钛合金,钛合金具有密度小、比强度高等特点,工作温度范围较宽,并具有优良的抗蚀性,特别是在海水和海洋大气环境中抗蚀性极高,优异的综合力学性能使得其在航空航天及军事、化工、汽车及能源和日常生活等领域得到广泛应用。工件材料选用典型的Ti6Al4V钛合金,属于塑性材料,由于其在焊接中承受的变形较大,将Ti6Al4V钛合金工件作刚粘塑性处理。Ti6Al4V钛合金属于高强度合金,常用于制造飞机、宇航设备等高强度,高腐蚀的大应力结构件。搅拌摩擦焊的所有组成部分中搅拌头强度及硬度等力学特性一般远高于工件,因此本研究中搅拌头作为刚体处理。为精确计算结果,材料模型的热物理性质随着温度的变化而改变。
Jmatpro软件是基于热力学计算的理论基础(CALPHAD技术)计算其热物理性能的。材料性能计算原理:
(1)相组成计算(平衡条件下)。
(2)基于每一相的合金成分计算该相的相关性能

(3)根据材料的相组成及每个相的性能,利用混合定律计算出材料的整体性能
将表1中Ti6Al4V钛合金化学组成元素及元素含量输入到Jmatpro软件中,经计算得到Ti6Al4V钛合金与温度相关的热物理属性,其中密度、导热系数、比热容随温度变化的性质如图1所示,然后将所得的Ti6Al4V钛合金数据导入至COMSOL中建立材料模型。
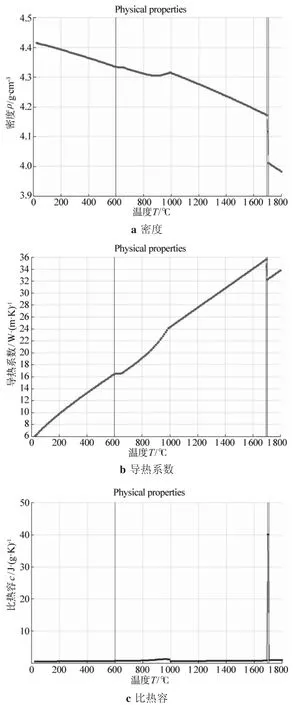
图1 Ti6Al4V钛合金与温度相关的热物理属性
2 计算模型
根据钛合金搅拌摩擦焊接工程实际情况对有限元模型做出合理的假设简化,忽略焊材边缘的传热影响,建立母材在移动热源影响下的温度分布变化以及由于温度变化而引起的应力变化。在Comsol Multiphysics多物理场耦合软件的模型中,所有的简化假设总结如下:
(1)将搅拌摩擦焊接对焊的两块钛合金作连续的整块板处理,以消除两板之间接触面的几何不稳定。
(2)母材下面的垫板不建模,但为了模拟垫板对母材焊接时的支撑和传热效果,对焊材底面施加辊支撑和向内热热通量。
(3)焊材的自由边界为对流传热传导。
2.1 几何模型建立
几何型承载研究对象尺寸大小和拓扑几何关系等一系列的物理信息是加载载荷、划分网格和定义初始与边界条件的前提。合理建立与适当简化几何模型是确保计算模型仿真结果的精确性与可靠性的基础,建立的Ti6Al4V钛合金搅拌摩擦焊接几何模型如图2所示,钛合金板几何尺寸为240 mm× 100 mm×3mm,搅拌头简化建模几何尺寸:半径9mm的轴肩与半径3 mm的搅拌针。
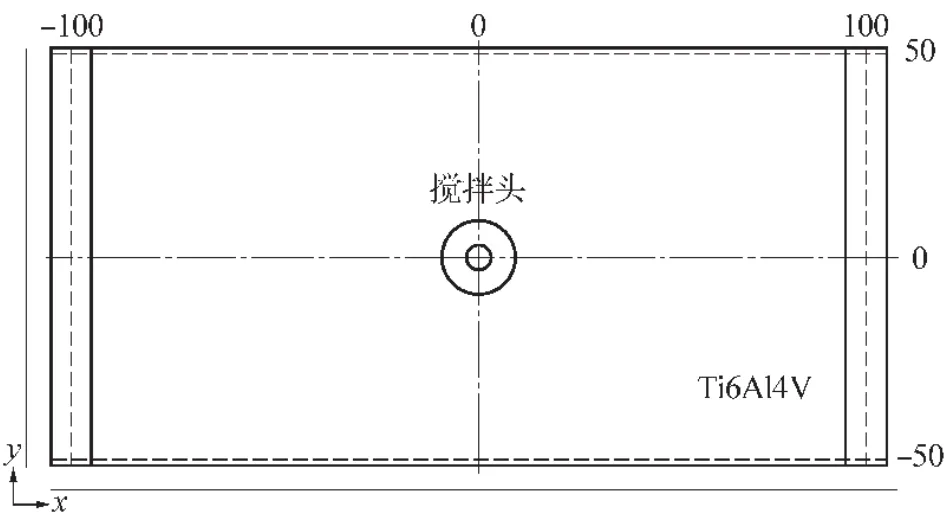
图2 Ti6Al4V钛合金搅拌摩擦焊接几何模型示意
2.2 传热模型
在此着重研究的是背部加热辅助搅拌摩擦焊接对高熔点金属产热及温度场分布规律的影响,主要考虑稳定焊接时的状态,因此可利用无限元技术对焊件前后段进行处理,忽略开始焊接时焊材边界对焊接的影响。根据搅拌摩擦焊接技术的特点,随着焊接的进行,移动热源相对容易建立,但在热力耦合分析中,搅拌头不断向前移动,搅拌头与焊材之间存在干涉,搅拌头要不断切除焊件才能移动,这无形之中增加了建模难度和计算成本,而且不断的重新划分网格对计算精度的影响很大。分析相关文献,借鉴了M.Song和 R.Kovacevic[8]关于移动坐标系的控制方程,方法是将坐标系建立在搅拌头上,这样搅拌头相对于坐标系是静止的,而焊接件相对于坐标系是以与焊接方向相反但与焊接速率相同的速度移动。因此需要对热传动控制方程引入相对速度项,对基于傅利叶定律的经典传热方程进行改进
ρ·C(T)·→U·▽T+▽·(-κ(T)·▽T)-Q=0 (1)
pw式中 C(pT)为材料比热;κ(T)为材料传热系数;ρ为材料密度;→Uw为焊接速度;Q为焊接热输入。FSW焊接的主要热输入来源于搅拌头,搅拌头和母材间的摩擦产热率假定为

式中 r0为搅拌头轴肩半径;r1为搅拌针半径;F为轴向压力;ω为搅拌头旋转速度;μ为摩擦系数。
本研究建立的搅拌摩擦焊接模型的具体边界条件如图3所示。其中,焊件表面对流冷却边界与周围环境间温度存在温差,以自然冷却和辐射散热等方式同周围介质环境进行热传递,其对流冷却与热辐射的控制方程为

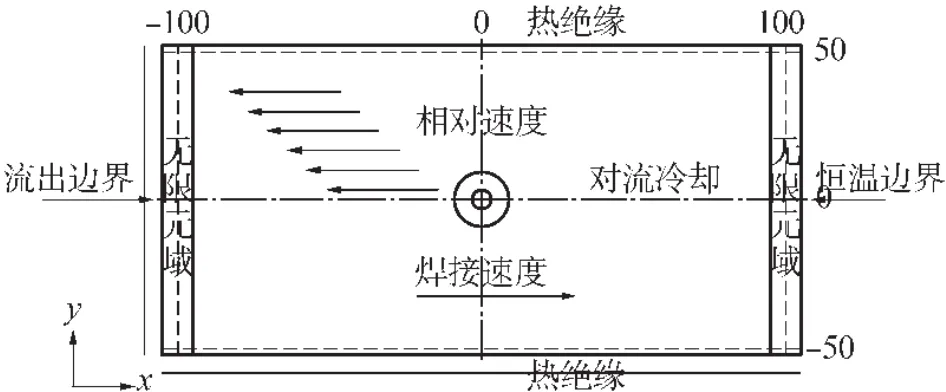
图3 搅拌摩擦焊接边界条件示意
在焊件下表面,该部分的热传导方式主要是与固定板之间的对流冷却,其控制方程为

式中 ε为表面辐射率;σ为史蒂芬-玻尔兹曼常数;Tamb为环境温度;hu为焊件上表面对流换热系数;hb为焊件下表面对流换热系数。
焊件前端由于定义了无限元,这部分属于恒温边界,温度为293K;焊件后端也定义了无限元,相对于前段恒温边界,这里定义热流出边界,其余边界为热绝缘边界。
2.3 模拟参数设置
搅拌摩擦焊接仿真模型基本建立以后,需要对模型的一些基本参数进行定义,其焊接工艺参数及模型参数设置见表1。
3 仿真结果与分析
在搅拌摩擦焊接研究中,焊接温度的分布及变化规律是搅拌摩擦焊接工艺分析的主要依据。因此,分析焊接温度的产生和变化规律,对研究高熔点金属搅拌摩擦焊接过程有重要意义。通过Comsol Multiphysics多物理场耦合软件进行分析后并导出计算结果,可看见焊缝、母材和热影响区的温度分布云图。图4是不同焊接速度下的FSW钛合金温度场分布云图。从计算结果可以看出,在焊缝区温度梯度很大,尤其是在热源中心前部等温线密集,温度梯度极大,热源中心后部和远离焊缝的地方温度梯度逐渐减小甚至不受热源影响。焊缝处最高温度达到1 244 K,而热影响区的温度为600 K。搅拌区的温度出现在搅拌头的后部,这主要是由于钛合金热传动系数小,使得搅拌头后部受到二次加热造成的。
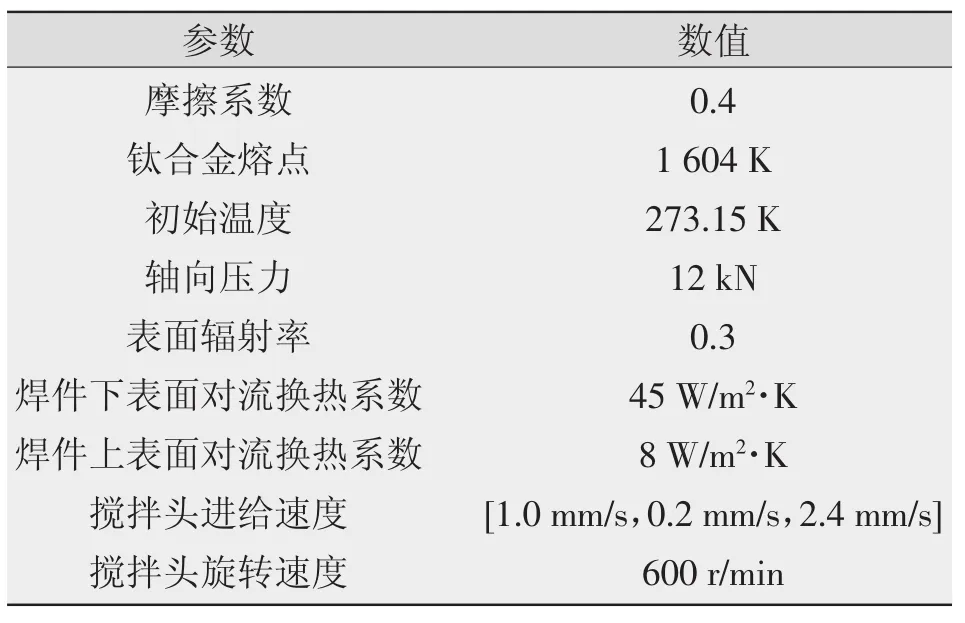
表1 搅拌摩擦焊接基本焊接工艺参数
随着焊接速度的提高其温度整体分布随之降低,且高温红色区域、曲率半径及热影响区面积越来越少。在焊接速度是1.0 mm/s,其平均温度最高,峰值温度最大为1 244 K,当焊接速度增大时,整个工件中的最大温度就会相应降低。当搅拌头进给速度由1.0 mm/s增加至2.4 mm/s时,焊件搅拌区平均温度从1 241℃降低到1 198℃。当搅拌头进给速度由1.0 mm/s增大至1.6 mm/s时,焊件搅拌区的平均温度的降低幅度非常有限,仅有不到9℃;当进给速度超过1.6 mm/s后,搅拌区的工作温度降低得非常迅速。摩擦头后缘线随焊接速度变化的温度曲线如图5所示,随着搅拌头进给速度的提高,在焊接区、热影响区及母材区域的工作温度都呈现降低的趋势。
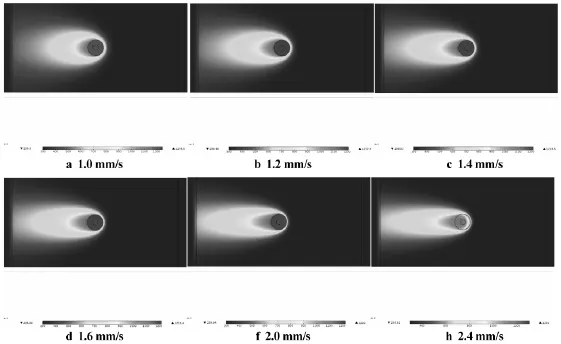
图4 不同焊接速度下无背部加热搅拌摩擦焊接钛合金温度场分布
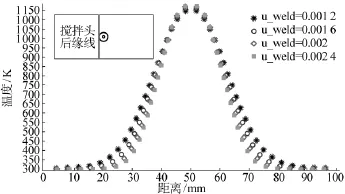
图5 搅拌头后缘线随焊接速度变化的温度曲线
不同焊接速度下FSW钛合金等温线云图如图6所示,在等温线云图中温度范围取700~1 200 K,温度增量为50 K。由图7可知,在进给速度分别为1.0mm/s、1.6mm/s、2.4mm/s时FSW钛合金接合线处温度梯度可看出,随着搅拌头进给速度增加,温度梯度随之递增,原因在于进给速度的变化导致搅拌头与焊材之间产热量的变化,进给速度提高,单位距离的热输入量相应减小,并且随着温度梯度的增加,热诱导的应力和焊接残余应力越也随之增加,进而影响焊接接头的强度等机械性能。另外,从等温线轮廓可知,等温线呈椭圆状,且随着进给速度的提高,等温线椭圆的圆度逐渐减小。
在与Gianluca Buffa搅拌摩擦焊接工艺参数和模型参数[7]一致的情况下,利用本研究建立的钛合金搅拌摩擦焊接模型,进行Ti6Al4V钛合金FSW温度场的模拟,得到如图8所示的本模型FSW钛合金温度场与由Gianluca Buffa Ti6Al4V模拟的钛合金FSW温度场的对比结果。由温度分布云图可知,Gianluca Buffa模拟的焊接温度场焊缝搅拌区的温度为1 020℃,即开氏温度为1 293 K,而本模型模拟的焊缝搅拌区的温度为1 298 K,温度场的差别不大,而且其等温线轮廓几乎是一致的,这进一步验证了本模型建立的正确性和可靠性,适合应用于搅拌摩擦摩擦焊接机理的模拟与研究中。
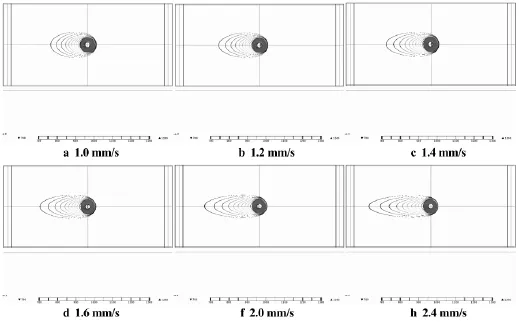
图6 不同焊接速度下FSW钛合金等温线云图
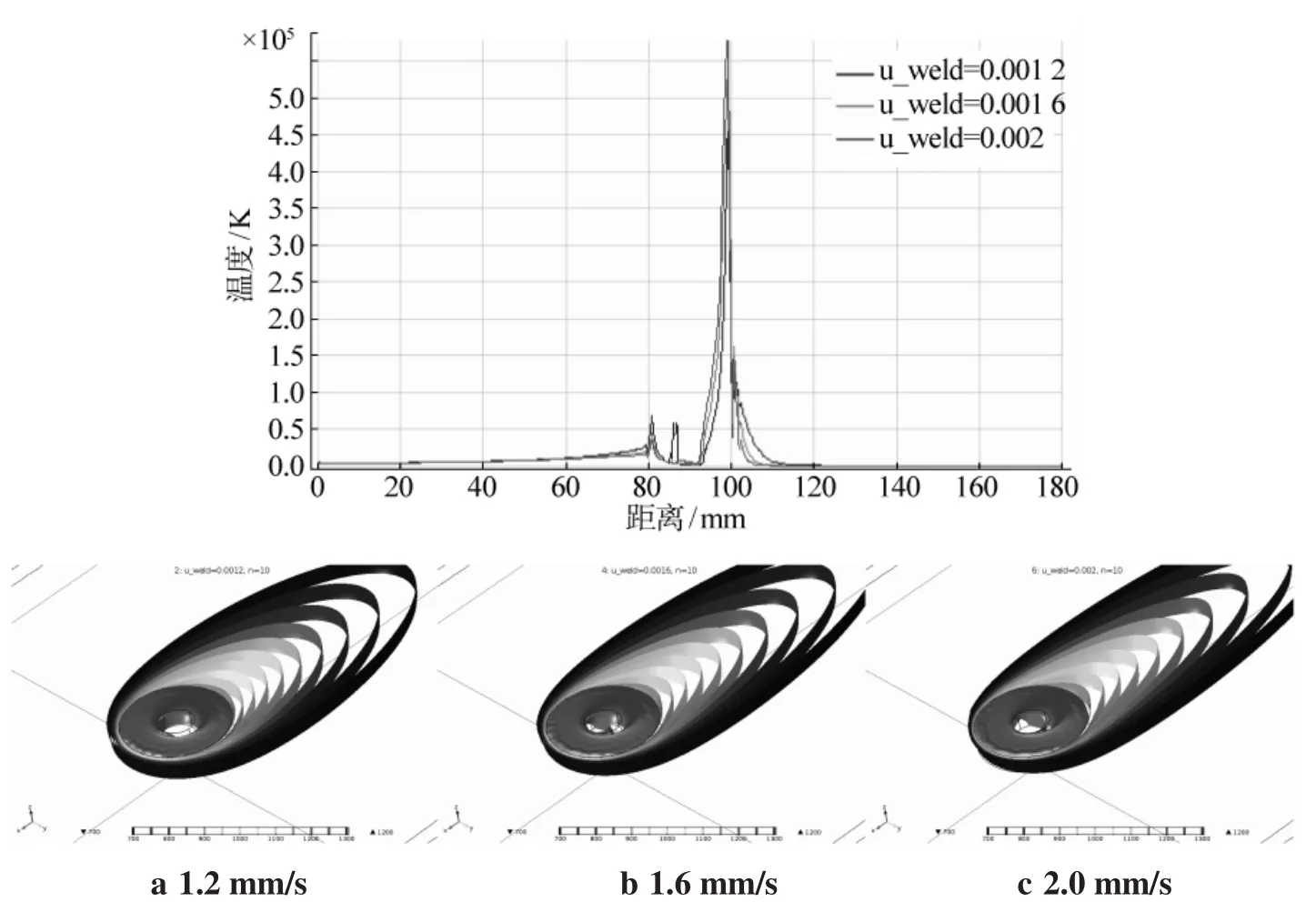
图7 不同焊接速度下FSW钛合金接合线处温度梯度
4 结论
虽然FSW法在工业上有广泛的应用,但因其缺陷性,对于一些金属尤其是高熔点金属的焊接不是很理想,但搅拌摩擦焊接会在以后的工业用途上占据一席之地。结合Comsol Multiphysics多物理场耦合软件以及焊接知识和有限元理论,对高熔点钛合金搅拌摩擦焊接模型的建模方法进行了系统研究。首先,从搅拌摩擦焊接实际工况出发,建立搅拌摩擦焊接几何模型,并利用JmatPro软件计算得到TC4钛合金焊材与温度相关的热物理性质,从而定义了随温度变化的材料本构模型。应用数值模拟理论、傅立叶定律、有限元法、热力学基本理论,并借鉴了M.Song和R.Kovacevic关于移动坐标系的控制方程的思想——将坐标系建立在搅拌头上,这样搅拌头相对于坐标系是静止的,而焊接件相对于坐标系是以与焊接方向相反但与焊接速率相同的速度移动,因此需要对基于傅利叶定律的经典传热方程对热传动控制方程引入相对速度项。通过与GianlucaBuffa在相同工艺参数下Ti6Al4V钛合金FSW温度场结果对比,验证了本研究建立的FSW模型的正确性和可靠性。
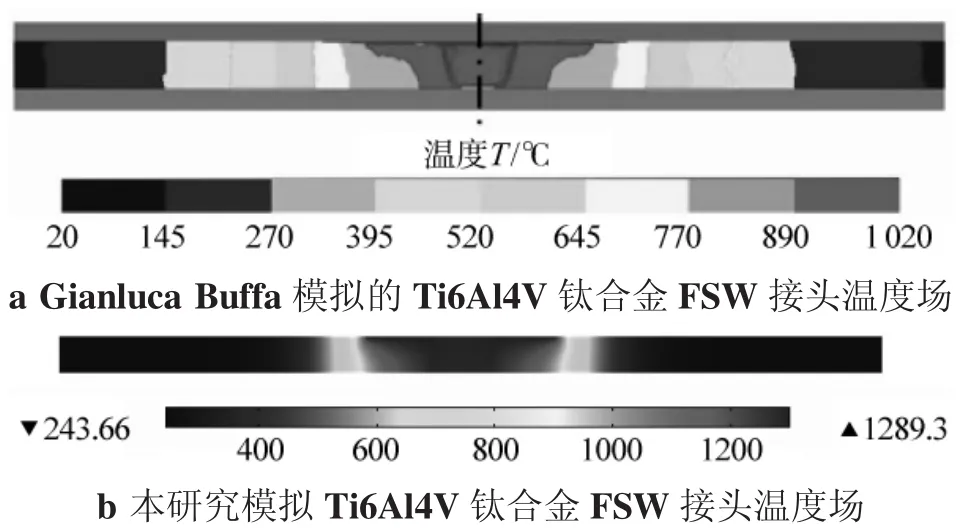
图8 Ti6Al4V钛合金FSW温度场对比验证
[1]刘奋军,王憨鹰.Z31B镁合金焊接技术研究现状及发展方向[J].兵器材料科学与工程,2013,36(5):130-132.
[2]乔凤斌,朱小刚,王联凤,等.填充式搅拌摩擦点焊研究进展[J].电焊机,2013,43(10):1-5.
[3] 王永健.铜与锡基钎料的异质搅拌摩擦焊工艺研究[J].热加工工艺,2014,43(21):185-187.
[4]海敏娜,王快社,郝亚鑫.钛及钛合金搅拌摩擦焊搅拌头最新研究进展[J].热加工工艺,2014,43(9):6-8.
[5]游国强,谭霞,赵旭,等.搅拌摩擦焊材料塑性流动可视化研究现状[J].兵器材料科学与工程,2014,37(2):111-115.
[6] Chao Y J,Qi X,Tang W.Heat transfer in friction stir welding-experimental and numerical studies[J].Manufacturing Science and Engineering,2003,125(1):138-145.
[7]Khandar M H,Reynolds A P.A Thermal Model of the FrictionStirWeldingProcess[J].AmericanSocietyofMechanical Engineers[J].Heat Transfer Division,2002(5):115-124.
[8]Song M,Kovacevic R.Thermal modeling of friction stir welding in a moving coordinate system and its validation[J]. International Journal of Machine Tools and Manufacture,2003,43(6):605-615.
[9]Gianluca Buffa N,Antonino Ducato,Livan Fratini.FEM based prediction of phase transformations during Friction Stir Welding of Ti6Al4V titanium alloy[J].Materials Science &EngineeringA,2013(581):56-65.
Simulation model and verification of friction stir welding for high-melting metal
ZHANG Yan1,GE Wei2,XU Weihong2
(1.Jiangxi Technical College of Manufacturing,Nanchang 330000,China;2.Jiangxi Radio&TV University,Nanchang 330046,China)
Based on multi-physics field coupling software Comsol Multiphysics,JmatPro software is used to calculate the material constitutive model of the welding materials TC4titanium alloy related to the temperature,and the numerical simulation theory, Fourier's law,finite element method,basic theory of thermodynamics and the M.Song and R.Kovacevic's ideas about the governing equation of the moving coordinate system are applied to study the modeling approach of friction stir welding(FSW)for high melting titanium alloys.Under the same welding parameters,the simulation results in this paper are compared with Gianluca Buffa simulation results of FSW temperature field of Ti6Al4V titanium alloy.This verifies the correctness and reliability of FSW model in this paper.
high melting metal;friction stir welding;moving coordinate system;simulation model
TG409
:A
:1001-2303(2015)10-0171-06
10.7512/j.issn.1001-2303.2015.10.38
2015-04-07
张 艳(1982—),女,江西南昌人,副教授,硕士,主要从事计算机仿真的研究工作。
