6005A-T6铝合金搅拌摩擦焊温度场数值模拟
2015-04-28段树华
段树华
(湖南铁道职业技术学院,湖南 株州 412001)
6005A-T6铝合金搅拌摩擦焊温度场数值模拟
段树华
(湖南铁道职业技术学院,湖南 株州 412001)
基于ANSYS有限元分析软件,对3 mm厚的6005A-T6铝合金搅拌摩擦焊温度场进行了模拟,对比焊接接头形貌以及焊接热循环模拟结果与实测结果,并研究焊接速度、下压量、搅拌头旋转速度等焊接参数对摩擦焊峰值温度的影响。结果表明,搅拌摩擦焊焊缝形貌模拟结果与实测结果较为吻合,搅拌摩擦焊接进入稳态后,焊缝峰值温度基本稳定在510℃~512℃,随着距焊缝中心的距离增加,峰值温度逐渐降低,二者基本呈线性关系;峰值温度几乎随着焊接速度升高直线下降,随着下压量和搅拌头旋转速度的增加而升高,其中下压量和搅拌头旋转速度对峰值温度影响较大,而焊接速度对其影响较小。
铝合金;搅拌摩擦焊;温度场
0 前言
6005A-T6铝合金是6000系Al-Mg-Si铝合金的一种,可以通过热处理进行强化,不会出现应力磨蚀开裂等现象,强度级别为中等,具有优良的塑性、耐蚀性和成形性[1]。6005A合金广泛用于制造焊接结构件和耐蚀的机械零部件,但近年来随着高铁技术的不断发展,6005A合金已开始应用于高速列车铝合金车体的制造,如列车底架、侧墙、车顶等部位均采用6005A-T6进行制造[2]。焊接工艺是轨道车辆制造中的关键技术,焊接质量的好坏直接关系到整个车体的质量,以及行驶过程中的舒适性和安全性。国内外现有铝合金车体制造普遍采用MIG焊或TIG焊,易出现气孔、热裂纹、接头软化和变形量大的缺陷[3-4]。搅拌摩擦焊FSW(Friction Stir Welding)是TWI于1991年发明的一种固相焊接技术,由于焊接过程中不需要额外填充焊接材料,焊接峰值温度低于材料熔点,避免了冶金问题和结晶问题的出现,大大减少了焊接缺陷,在航天航空、汽车制造特等领域应用较多,非常适合铝合金的焊接[5]。但针对6005A-T6铝合金FSW焊接接头形成过程中的接头形成机理和相变过程的研究并不多,一旦焊接工艺参数选择不合适很容易导致接头性能不合格,焊接过程的热分析是接头形成、相变和变形分析的基础,有必要对6005A-T6铝合金FSW焊接热过程进行研究。采用实验研究FSW温度场没有前瞻性,试验量较大、周期长、成本高,而焊接数值模拟技术能够大量地缩短研发周期,大大节省了研发成本,为FSW焊接研究提供有效的研究手段,也能为实际生产提供指导[6]。对3 mm厚的6005A-T6铝合金搅拌摩擦焊温度场进行了模拟,分析焊接接头形貌以及焊接热循环模拟结果与实测结果进行了对比,并分析焊接参数对摩擦焊峰值温度的影响,为6005A-T6铝合金搅拌摩擦焊工艺参数制定提供参考。
1 模型建立
1.1 材料及焊接工艺
试验材料为轨道客车生产用6005A-T6铝合金,厚度3 mm,其化学成分如表1所示,符合GB/T 3190-2008《变形铝及铝合金化学成分》标准要求。合金经560℃×0.5 h的固溶处理及180℃×10 h的时效处理后,抗拉强度282 MPa,屈服强度189 MPa,延伸率14%,显微硬度108 HV0.1。取尺寸300 mm× 100 mm×3 mm的焊接试板,采用搅拌摩擦焊方法对平板进行对接焊,焊前用丙酮清洗试板焊接区域附近的油污,搅拌头旋转速度1 200 r/min,焊接速度200 mm/min,焊前停留时间5 s,下压量0.1 mm,焊接所用的搅拌头尺寸如图1所示,材料为耐热工具钢。
为研究搅拌摩擦焊过程中焊缝周围不同位置的热变化过程,沿垂直于焊缝中心线方向布置了测温点,距焊缝中心的距离分别为2 mm、3 mm、4 mm、5 mm、6 mm、7 mm、8 mm、9 mm,对整个焊接过程中热循环进行测定。

表1 试验材料6005A-T6化学成分 %Tab.1 Chemical composition of test material 6005A-T6
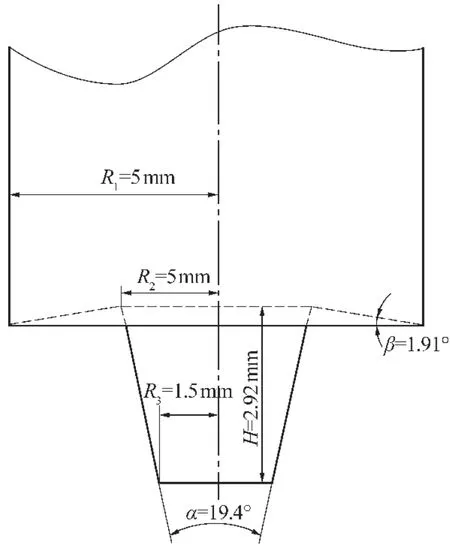
图1 搅拌摩擦焊用搅拌头示意Fig.1 Schematic graph of the FSW tool
1.2 有限元模型
采用ANSYS大型有限元分析软件,根据焊接试板尺寸建立搅拌摩擦焊接模型,考虑到模型的对称性,只取1/2模型进行分析,所建立的有限元网格模型如图2所示。由于焊缝区域温度梯度较大,取较小单元尺寸,为0.4 mm;热影响区建立过渡网格,最小网格尺寸为1 mm;基材的网格尺寸逐渐粗化,最大网格为2 mm;单元类型为SOLID70。设定热边界条件和初始条件,周围环境温度为25℃,与空气的总热交换系数设为25 W·m-2·K-1,焊缝中心对称面为绝热面。
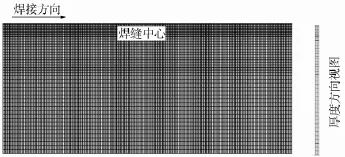
图2 计算模型与网格划分Fig.2 Model and mesh generation for analysis
1.3 材料热物理参数
用于6005A-T6铝合金摩擦焊温度场模拟的主要材料参数有密度、热导率、比热容等,对6005AT6铝合金热物理性能参数随温度的变化进行了测定,结果如图3所示。
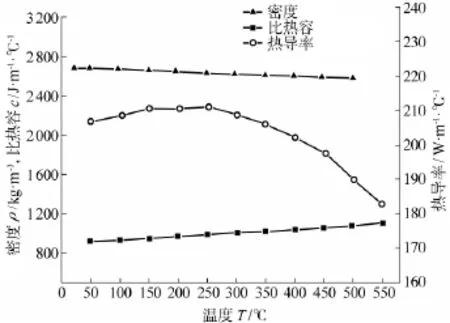
图3 铝合金材料性能参数Fig.3 Properties parameters for the aluminum alloy
2 结果和分析
2.1 温度场模拟结果
将搅拌摩擦焊接接头取金相试样,抛光后用碱溶液进行腐蚀,观察接头横断面宏观形貌,并将实测结果与实际搅拌摩擦焊工艺条件下的焊缝形貌模拟结果进行对比,结果如图4所示。由图4可知,模拟的焊缝区最高温度为511.8℃,高于该温度区域在焊接过程中熔化形成焊缝,模拟结果与实测结果吻合较好,表明所建立的模型能较精确的模拟6005A-T6铝合金FSW焊接热过程。
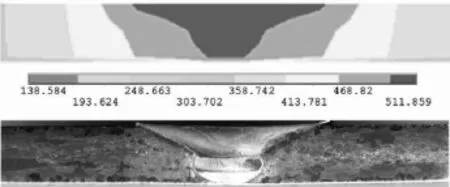
图4 接头宏观形貌Fig.4 Comparison of the joint morphology modeling result with measured result
搅拌摩擦焊接过程中不同时刻温度场分布云图如图5所示。在t=5s时,焊接区峰值温度为538.7℃,t=15 s时,焊接区峰值温度为511.9℃,焊接过程开始逐渐进入稳态,随着焊接过程的进行,焊接过程逐渐稳定,峰值温度基本稳定在510℃~512℃。
2.2 焊接热循环分析
焊接过程中距离焊缝中心线2 mm、6 mm、9 mm三个不同距离位置的热循环曲线如图6所示。由图6可知,焊接过程中,当焊接搅拌头逐渐向测试点附近焊缝处移动时,各测试点峰值温度逐渐升高,当t=52 s时,搅拌焊接到达测试点位置,垂直于该焊缝中心线的各测试点达到峰值温度,三个测温点的峰值温度分别为415℃、300℃、230℃,随后搅拌头逐渐远离测试位置,温度逐渐下降。各点热循环测试结果与模拟结果吻合较好,尤其是在升温阶段,模拟结果与实测结果高度一致,在降温阶段略有差异。

图5 不同时间阶段温度场分布Fig.5 Modeling temperature filed at different time period
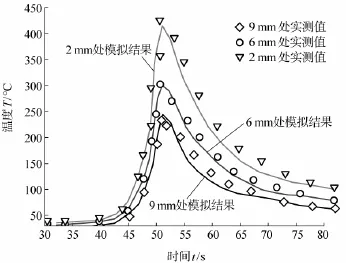
图6 距焊缝中心不同距离处热循环曲线Fig.6 Thermalcyclecurveofthepointwithdifferentdistance from the weld central line
将垂直于焊缝中心线上各测温点的峰值温度模拟结果与实测结果进行对比,结果如图7所示。实测值与模拟值吻合较好,随着距离焊缝中心的距离增加,峰值温度逐渐降低,二者基本呈线性关系。
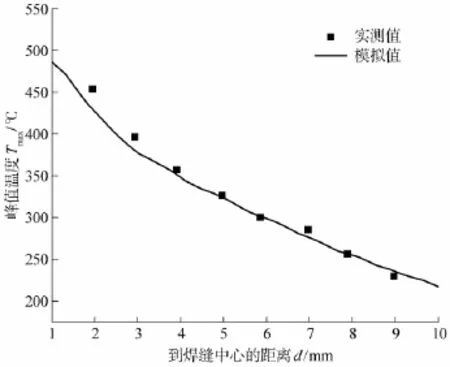
图7 距焊缝中心不同距离处峰值温度的变化Fig.7 Peak temperature of the point with different distance from the weld central line
2.3 工艺参数对峰值温度的影响
模拟焊接速度、下压量、搅拌头旋转速度等工艺参数对焊接区域峰值温度的影响,结果如图8所示。由图8可知,随着焊接速度升高,峰值温度几乎呈直线下降,当焊接速度为100mm/min时,焊接区域峰值温度为480℃,当焊接速度提高到800mm/min,峰值温度下降到400℃,焊接速度由100 mm/min变化到800 mm/min时,峰值温度下降80℃,表明焊接速度对于峰值温度有一定影响;随着下压量的增加,焊接区域峰值温度总体逐渐升高,当下压量小于0.05 mm时,下压量对峰值温度升高不明显,当下压量为0.05~0.15 mm时,峰值温度随下压量的增加显著升高,峰值温度由330℃升高到510℃,随后继续提高下压量对于峰值温度的提高有限;随着搅拌头旋转速度的增加,焊接区域峰值温度升高,当旋转速度小于1 200 r/min时,随旋转速度升高,峰值温度线性增加,由800 r/min时的370℃增加到了1 200 r/min时的460℃,随后随着旋转速度的升高,峰值温度升高速度减缓,当旋转速度增加到1 600 r/min时峰值温度升高到490℃,仅升高约30℃。综上所述,焊接速度、下压量、搅拌头旋转速度等工艺参数对峰值温度均有影响,其中下压量和搅拌头旋转速度对峰值温度影响较大,而焊接速度的影响较小。

图8 焊接工艺参数对峰值温度的影响Fig.8 Effectofweldingparametersonthepeaktemperature
3 结论
(1)模拟的焊缝区最高温度为511.8℃,搅拌摩擦焊焊缝形貌模拟结果与实测结果较为吻合,所建立的模型能较为精确的模拟6005A-T6铝合金FSW焊接热过程。
(2)搅拌摩擦焊接进入稳态后,焊缝峰值温度基本稳定在510℃~512℃,随着距焊缝中心的距离增加,峰值温度逐渐降低,二者基本呈线性关系。
(3)峰值温度随着焊接速度升高几乎呈直线下降,随着下压量和搅拌头旋转速度的增加而升高,其中下压量和搅拌头旋转速度对峰值温度影响较大,而焊接速度的影响较小。
[1]刘静安,谢水生.铝合金材料的应用与技术开发[M].北京:冶金工业出版社,2004.
[2]杨成功,单际国,熊伟.车辆用6005A铝合金焊接技术研究现状[J].焊接,2009(10):13-18.
[3]吕晓春,雷振,张健,等.高速列车6005A-T6铝合金焊接接头软化分析[J].焊接学报,2014,35(8):25-30.
[4]王炎金.铝合金车体焊接工艺[M].北京:机械工业出版社,2009.
[5] Mishra R S,Ma Z Y.Friction stir welding and processing[J]. Materials R,2005(58):1041-1046.
[6] Alberg a H,Berglund D.Comparison of plastic,viscoplastic,and creep models when modeling welding and stress relief heat treatment[J].Comput.MethodsAppl.Mech.Engrg.,2003(192):5189-5208.
Numerical simulation of the temperature filed of friction stir welding for 6005A-T6 aluminum alloy
DUAN Shuhua
(Hu'nan RailwayProfessional TechnologyCollege,Zhuzhou 412001,China)
Based on the ANSYS finite element analysis software,the temperature field of friction stir welding for 3mm thickness 6005A-T6 aluminum alloy is simulated.The simulated results of morphology and welding thermal cycle of welded joints are compared with the measured results,and the effect of welding parameters,like welding speed,plunge depth and rotational speed on the peak temperature of friction stir welding are studied in this paper.The results show that the simulated result of friction stir weld morphology is in good agreement with measured result,the peak temperature of weld is basically stable at 510℃~512℃during the steady state of friction stir welding,as the distance from the weld central line increases,the peak temperature reduces gradually,and they basically have a linear relationship;The peak temperature almost declines linearly as the welding speed increases and increases as the plunge depth and rotational speed increase,and the plunge depth and rotational speed have a greater influence on the peak temperature than welding speed.
aluminum alloy;friction stir welding;temperature field
TG402
:A
:1001-2303(2015)10-0154-05
10.7512/j.issn.1001-2303.2015.10.35
2015-02-12;
:2015-04-03
湖南省教育厅科学研究项目(13C591)
段树华(1977—),男,湖南株洲人,副教授,硕士,主要从事焊接技术的研究工作。
