PM150B精磨抛光机设计改造
2015-04-27范昱黄震
范昱,黄震
(中国空空导弹研究院,河南洛阳471099)
生产现场一台从德国LOH 公司引进PM150B 双轴精磨抛光机主要用于光学零件的抛光加工,具有主轴精度高、转速连续可调、运动平稳、摆臂运动平稳性较高等特点。经过多年使用,机床主轴调速机构严重损坏无法恢复。由于原厂备件已停产,导致设备长期瘫痪。这种情况下唯有重新设计机床主轴系统,实施改造。
1 精磨抛光机的工作原理
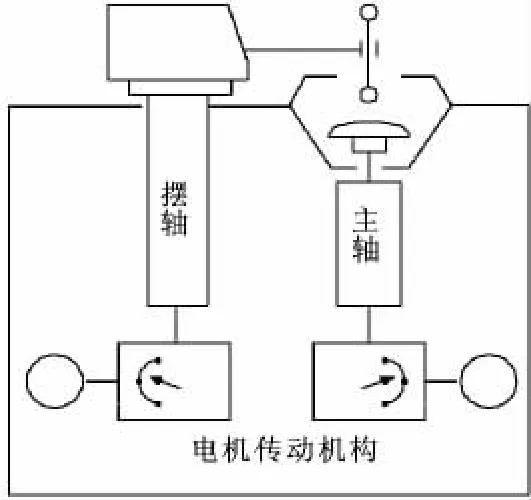
图1 光学精磨抛光机结构示意图(单轴)
PM150B 精磨抛光机属于双轴弧摆精磨抛光机,它主要由床身、左右主轴、变速箱、摆动轴、压力头、连杆机构、气动装置、冷却装置、电气系统等部件组成,抛光机的一个工作单元示意图见图1,机床采用准球心法弧线摆动精磨抛光原理加工各种尺寸的球面。在加工前,将工件粘接在镜盘上,在加工过程中主轴作旋转运动,压力头和磨盘用球头浮动连接。摆轴和其上的摆臂、压力头(铁笔) 绕工件球心作往复摆动,加在工件上的压力始终指向球心,因此施加在工件表面上的压力是均匀的。精磨抛光液自动连续输送且设有恒温装置,加工时有定时控制装置,机床生产率高、操作简便。
2 原机床主轴系统结构原理
原主轴为机械摩擦式传动无级变速机构,整个传动链由交流电机、锥形轮无级变速器、齿轮变速器、皮带变速器、手轮、连杆等机构组成,传动链示意图见图2。交流电机轴首先连接一个机械摩擦式锥形轮无级变速器,该无级变速器可通过摇动手轮进行无级调速; 后端又连接一个齿轮变速器,再连接皮带减速机构后连至主轴组件。由于机床主轴要求无级调速范围较宽(65 ~340 r/min) ,但机械摩擦式锥形轮无级变速器的变速范围一般只能达到3∶ 1 左右,无法满足机床主轴变速范围,所以原主轴电机选用了双速交流电机,通过电气控制切换高低两挡电机转速来满足主轴调速要求。
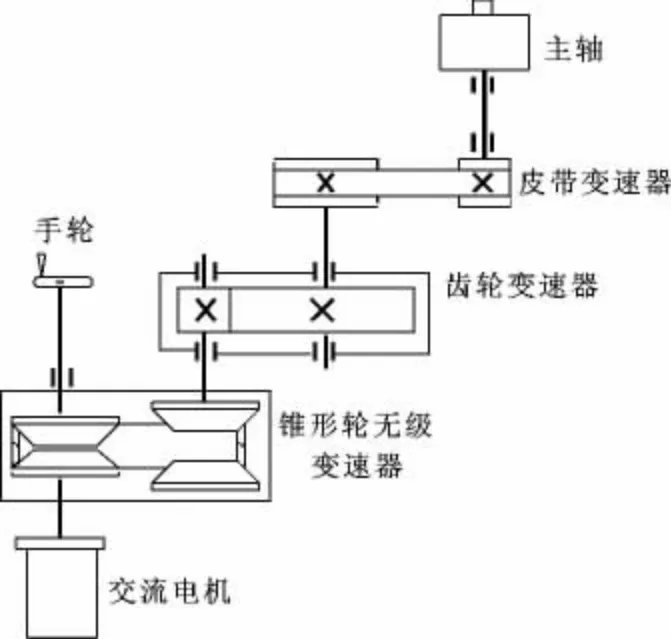
图2 原主轴传动链示意图
这种主轴调速系统结构是20 世纪国内外光学加工机床主轴调速系统的典型设计,不仅可以获得最有利的切削速度,而且能在运转中变速,并且运动稳定性好。但也存在很多缺点,比如传动链结构复杂,机械效率降低,维修保养难度大,无法满足全转速范围的无级调速等。
3 改造总体设计方案
光学加工机床实现无级变速主要有以下3 种途径: (1) 机械无级变速; (2) 直流电机或交流电机变频无级变速; (3) 液压缸或液压马达无级变速。
随着电力电子技术的发展,目前国内外绝大多数光学加工机床主轴无级调速设计均采用交流电机变频调速技术。变频调速起动性能好,频率和电压逐渐升高,直到达到给定值,可以方便地调节起动时间或加减速时间。针对不同负载,都有相应的解决方案,实现了高性能调速。变频器保护功能齐全,很容易通过设定保护电流和反时限过载曲线参数实现过流及过载保护,还提供绝缘监测功能,检测包括逆变回路、电机及电缆绝缘情况,可及时发出报警及跳闸信号。另外,变频器维护简单,故障率较少; 一旦发生故障,一般都有故障信息,这使得故障的排查工作变得非常方便。
设计变频调速装置时必须要认清变频调速与机械变速存在本质上的区别,绝对不能不加思索地将某电机使用机械变速改为相同功率的变频器变速。因为功率是转矩与转速的乘积,当采用机械变速时(例如齿轮、皮带变速) ,若变比为i,在电机功率不变时(忽略变速器效率) ,如转速下降i 倍,会造成转矩可升高i 倍。抛光机主轴负载特性属于恒功率负载,其转矩-转速特性曲线见图3,变频器的转矩-转速特性曲线见图4。由图4 可知: 变频器在低于额定频率时,为恒转矩运行,电机不能提高输出转矩; 而高于额定频率时,转速升高转矩下降。拖动恒功率负载,低速时力矩增加; 而变频器和电机低于额定频率时电流被限制,力矩不能增加,所以变频器调低电机转速有可能会造成电机带不动负载,选用时要根据减速造成力矩增加的比例,选用比原电机功率大的电机和变频器,并使变频器工作在5 ~60 Hz 频率段。

图3 恒功率负载特性曲线
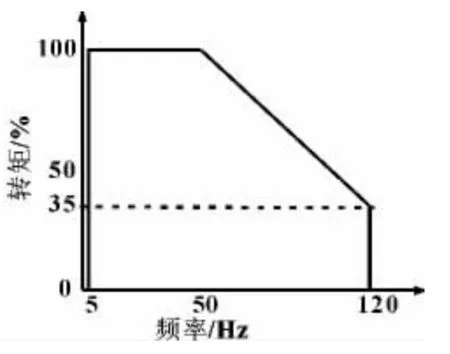
图4 变频器特性曲线
从以上分析可知,要获得机床主轴所需的输出扭矩,设计变频调速系统时,电动机的功率、扭矩都需要加大。为了克服这种矛盾,在电机输出轴端仍需连接机械式减速装置用以提升扭矩输出。考虑到该机床结构非常紧凑,安装空间狭小,决定选用交流减速电机。这种电机与齿轮减速器合为一个整体,外形小巧便于安装; 而且可根据使用要求选择不同的减速比,获得高扭矩输出。通过变频器控制可实现主轴全转速范围的无级平滑调速。电机轴通过皮带传动方式(不变速) 与主轴组件连接。主轴传动链示意图见图5,这种布局型式的优点是: 电动机和变速机构的振动和发热不会直接传给主轴,减轻了振动和热变形对主轴工作性能的不利影响。主轴变速机构与主轴组件的这种分离布局型式,对精磨抛光机来说十分重要,因为光学加工机床的加工精度很高,要求机床主轴运转平稳,以保证加工质量。
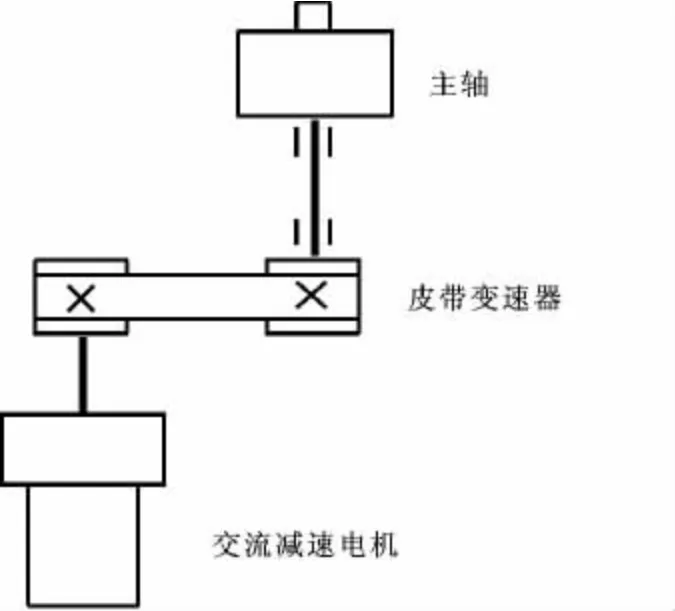
图5 主轴传动链示意图
4 改造设计计算
4.1 主轴电机选型设计计算
4.1.1 确定电机减速比
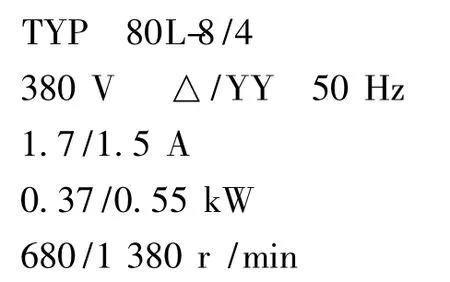
经过查询有关资料并进行市场调研,得知目前常见的三相交流减速电机的极数均为4 极,额定转速为1 400 r/min 左右。而机床原主轴电机为双速交流电机,电机型号及铭牌参数如下:
机床原主轴调速范围为65 ~340 r/min,由此可计算出机床原整个传动系统总减速比(取最大值)为: i=680/65≈10
由图4 所示的变频器转矩-转速特性曲线可知,在低于额定频率时为恒转矩运行,而高于额定频率时,转速升高转矩下降。所以设计时应尽量使调速段工作在低于额定频率时,所以减速电机额定转速应接近机床工作时最高转速。即减速比i =1 400/340≈4,从减速电机减速比选型表中选取最接近的数值,可确定电机减速比i=5。
4.1.2 原主轴输出扭矩计算
4.1.2.1 原主轴电机最大扭矩计算
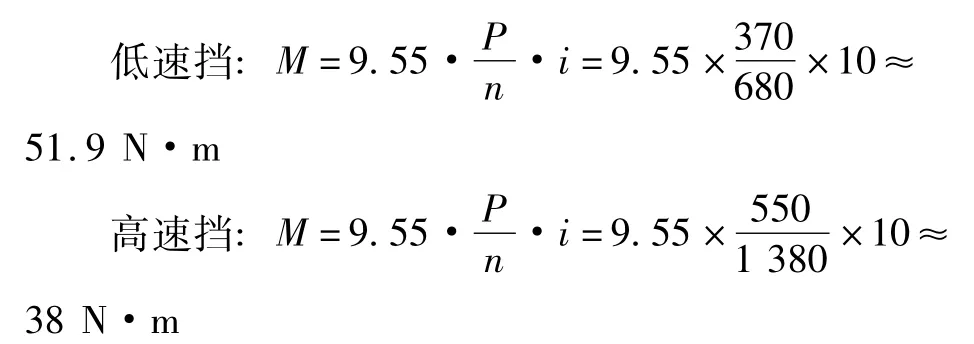
取最大值可得到原主轴电机最大扭矩:
4.1.2.2 原机床主轴输出扭矩计算
从图2 可知,原机床主轴传动链较长,每种机械式变速器都会降低部分机械效率,其中: 锥形轮无级变速器机械效率约为0.8; 齿轮变速器约为0.98; 皮带变速器约为0.9。则整个传动联的机械效率:

机床主轴输出扭矩:

4.1.3 新主轴电机额定功率计算
从图5 可知,改造后电机与主轴之间只有一级皮带传动机构,取机械效率η' =0.9。
计算出电机最小额定功率:

由以上计算结果可知,需应选择减速比i=5、功率大于1.192 kW 的减速电机,方可满足使用要求。
4.1.4 电机型号确定
由于机床床身下部空间狭小,加工时主轴连续工作时间较长,这就对减速电机外形体积和性能品质方面要求苛刻。经过对国内外同类产品多方调研、综合比较,决定选用日本日精电机公司生产的G 系列交流减速电机,其外形在同类产品中外形尺寸最小(符合安装尺寸) 且性能优良,电机型号及铭牌指标如下:

根据该型号电机铭牌指标可进行扭矩验算。
按照图5 的传动方式,主轴输出扭矩:
M主轴=M电机×η' =45 ×0.9 =40.5 N·m,大于原机床主轴最大输出扭矩36.6 N·m,证明该型电机符合设计要求。
4.2 变频器选型
目前变频器应用广泛,品牌型号众多,只要根据负载情况和价格选择相应的变频器,就能控制成本并获得较好的运行效果。但由于变频器的过载能力没有电机过载能力强,一旦电机过载,将会造成变频器损坏(如果变频器的保护功能不完善的话) ,所以变频器的功率一定要等于或大于电机功率。
根据以上选型原则,精磨抛光机主轴调速选择1.5 kW 通用变频器即可。考虑到安装尺寸、操作面板、使用经验及价格等多方面因素,最终选择台达VFD-M 系列谜你型超低噪声变频器,型号为VFD-015M43B (三相380 V ~1.5 kW) 。该系列变频器采用16 位微处理器,正弦波PWM 控制,具有自动转矩提升及自动滑差补偿功能,输出频率0.1 ~400 Hz,8段速设定及7 段的可编程运转,两段加减速时间及两段S 曲线缓加减速,超低噪声,可调整的V/F 曲线及自动加减速及简易向量控制、PID 控制等功能。尤其重要的是该型变频器体积小巧(100 mm ×151 mm×116.5 mm) ,控制面板自带电位器调节旋钮且可通过电缆与变频器连接,这些特点非常符合这台机床的实际安装和操作要求。
4.3 皮带传动机构设计计算
4.3.1 皮带轮设计
根据总体设计方案,主轴通过变频器进行全程无极调速,所以皮带传动机构的速比定为1 ∶ 1。即保留原主轴下部的多楔皮带轮,重新加工一个相同的皮带轮。经测绘皮带轮有效直径d2= 70,楔数Z=12。
4.3.2 传动皮带的选型计算
皮带选择PJ 系列多楔平皮带。该带为40°三角楔环形带,兼有平带与联组V 带的特点,但比普通皮带传递功率大、效率高、速度快、带体薄、比较柔软,主动轮直径可以很小,非常适合光学加工机床。
PJ 型多楔带传动设计选型计算:
传动比i=1
皮带轮有效直径d1=d2=70 mm
中心距a=270 mm
计算皮带的有效长度:

按设计手册选取实际多楔平皮带长度L = 750 mm,型号为12-PJ-750 。
计算皮带轮包角:

符合皮带轮设计要求。
5 改造实施与调试
5.1 主轴传动机构安装
左、右主轴传动机构安装示意图见图6。安装步骤如下:
(1) 拆除原左、右主轴电机及机械式调速机构,包括手轮、连杆、齿轮减速器、摩擦轮无级变速器、皮带轮等;
(2) 将皮带轮与电机轴连接(键连接) ;
(3) 将电机和皮带轮置于床身连接板安装面,移动电机使两皮带轮在同一水平面上;
(4) 在连接板上标记电机固定孔位置;
(5) 将连接板拆下,按标记位置做M10 螺纹孔;
(6) 安装连接板、电机、皮带; 调节丝杠副,张紧皮带。
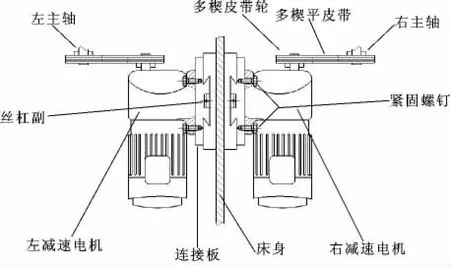
图6 改造后主轴传动机构安装示意图
5.2 变频器安装与参数设置
改造后机床主轴主回路电气图(单轴) 见图7。将变频器外部控制端子M0 与GND 短接,将参数P38设定为01,使机床主轴的启/停操作与改造前一致;并按照新配电机的额定电流重新设定断路器的保护电流。
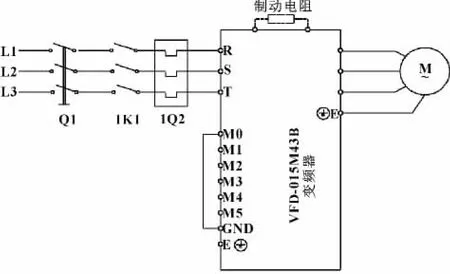
图7 改造后主轴电气图(单轴)
变频器需设定的参数见表1,其余参数均设定为出厂默认值。
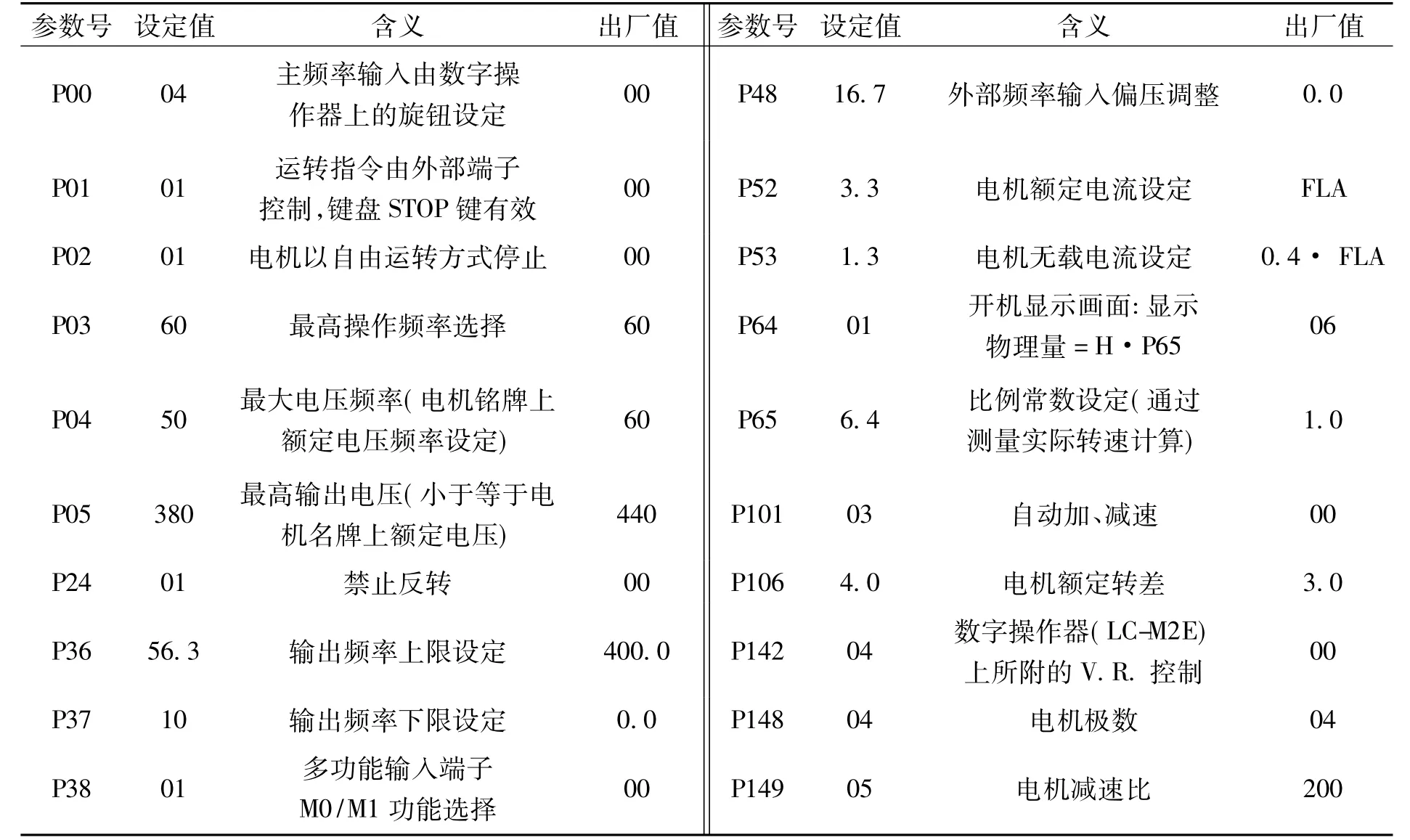
表1 变频器参数设定表
6 结束语
改造完成后进行功能测试,主轴起/停操作方法与改造前相同,主轴调速的操作由手摇式变为面板设定式,较改造前更加简便。主轴无级调速范围变宽,可满足不同工艺要求。整机运行平稳、噪声低,电机发热量较低。通过对多种光学头罩试件进行加工,完全满足工艺要求。此次成功的设备改造,不仅使一台长期瘫痪进口设备重新投产,而且简化了机械结构、提升了性能指标、延长了寿命,为同类光学零件加工设备技术升级改造与维修工作提供参考。
[1]桂松范,于凤云.光学加工机床和设备[M].北京: 机械工业出版社,1989.
[2]李德永,李双梅.变频器技术及应用[M].北京: 高等教育出版社,2007.
[3]成大先.机械设计手册[M].4 版.北京: 化学工业出版社,2002.
