炼钢厂脱硫搅拌液压系统完善优化
2015-04-25方涛肖矿荣李宏磊
方涛,肖矿荣,李宏磊
(武钢股份设备维修总厂,湖北武汉430083)
某炼钢厂采用机械搅拌脱硫法实现炉外铁水脱硫,用于搅拌的搅拌头靠液压马达驱动,从投产至今已使用近40年,最终于2011年对脱硫液压站进行改造。因之前搅拌马达为单向旋转,但改造后所选主泵的变量控制机构在失电状态下会出现负满偏全流量输出情况,不能满足现场实际工作要求。文中主要介绍如何克服现有缺陷,经济、安全、高效地对液压系统进行优化设计。
1 脱硫搅拌液压系统控制原理简介
脱硫搅拌系统原理见图1。
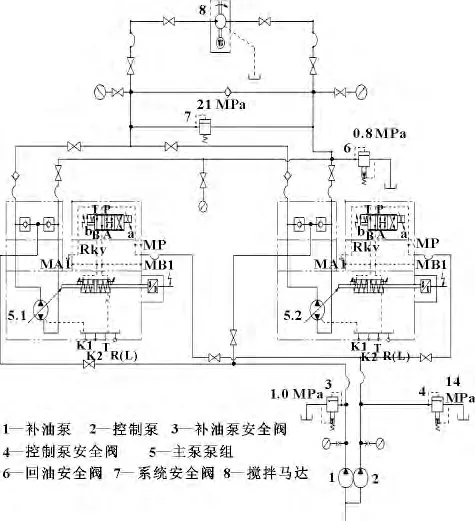
图1 脱硫搅拌系统原理示意图
设备升级改造后的系统为斜盘式轴向柱塞变量泵和低速大扭矩定量液压马达组成的闭式系统。实际运行过程中主泵一用一备,均接受来自双联泵提供的补油和控制油。其中元件1 为补油泵,工作压力为1 MPa,元件2 为控制泵,工作压力为13 MPa,元件5为主泵,为力士乐A4VSG 系列斜盘式轴向柱塞变量泵,搅拌时工作压力为15 MPa 左右。补油泵1 的作用在于给闭式系统低压腔补油,用于弥补闭式系统的油液泄漏,保证系统的正常工作。控制泵2 的作用主要驱动主泵斜盘倾角变量,从而改变主泵排量,最终改变油马达转速,主泵斜盘倾角可从-15°增到最大值15°,实际工作时斜盘倾角严格在0° ~15°之间。
2 脱硫搅拌液压系统存在的缺陷及解决方法
2.1 缺陷
从控制原理可知,主泵斜盘倾角可从-15°增到最大值15°。但根据现场生产实际情况,该脱硫搅拌马达仅为单向旋转,因而一直靠比例阀放大器的电压来保持中位,严格要求生产中主泵斜盘摆角在0 ~15°之间,一旦比例阀放大器损坏或出现其他故障,主泵斜盘倾角立即回到-15°位置。因为主泵压力油出口处有单向阀,就会导致主泵吸油口吸空,出现严重事故。故而施工调试时,取消了泵出口处的单向阀。但取消单向阀后,工作主泵会将压力油打至备用泵出口侧,将备用泵变为类似马达的执行元件,严重影响备用泵的设计功能。为安全起见,最后只能将主泵出口处单向阀改为与进口处一样的手动截止阀,从而保证工作泵的正常运行。当某个主泵工作,其进出口管路的两个截止阀开启,备用泵的两个截止阀关闭,同时备用泵的电源必须停掉,防止人员误操作启动。这样处理尽管能够对付生产,但若工作泵出现问题,备用泵无法及时自动投入,无法起到紧急备用的作用。
2.2 解决方案
首先可考虑将主泵重新选型为A4VSO 系列斜盘式轴向柱塞变量泵。这两者最重要的区别就是:比例阀未通电,泵顺时针旋转且存在执行压力时,A4VSO系列泵斜盘倾角会转至α = 0°,没有任何流量输出,即泵空运转;而A4VSG 系列泵斜盘倾角会转至转角α =-15°,即为反方向最大流量输出。但考虑到成本较高,再次改造代价太大,且不太实际,只好放弃。
经对液压控制系统进行分析和对两种型式主泵之间的结构进行比较,提出了改造优化方案,即在主泵泵组比例阀下部叠加一切断短路阀,起短路保护作用,并对相应程序进行修改。其主要功能为:短路阀得电时,比例阀与调节主泵斜盘倾角的油路接通;该短路阀失电时,油路被切断。脱硫搅拌工作期间,若比例阀或者放大板出现故障,短路阀也同步失电,切断斜盘控制油路,进而保护设备。搅拌结束后,比例阀放大板即对主泵倾角进行0°设定,主泵倾角回零后就令短路阀失电,切断控制斜盘倾角的油路,保证主泵空运转,在此条件下,即使比例阀意外掉电或者比例阀放大板错误输出时,比例阀的控制油路将不再能改变主泵斜盘的倾角,发生流量反向输出的状况。
经过实践发现:比例阀放大板给定比例阀倾角零位信号后,比例阀通过控制油使主泵倾角回零,这个过程需要一定时间。不断通过最大倾角回零时间的经过检验确认,作者设置为:比例阀给零后10 s,短路阀失电切断油路。
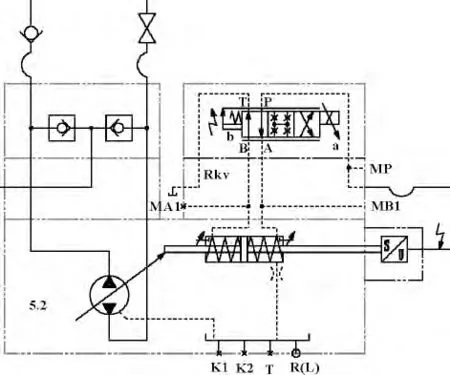
图2 改造前主泵比例阀控制示意图
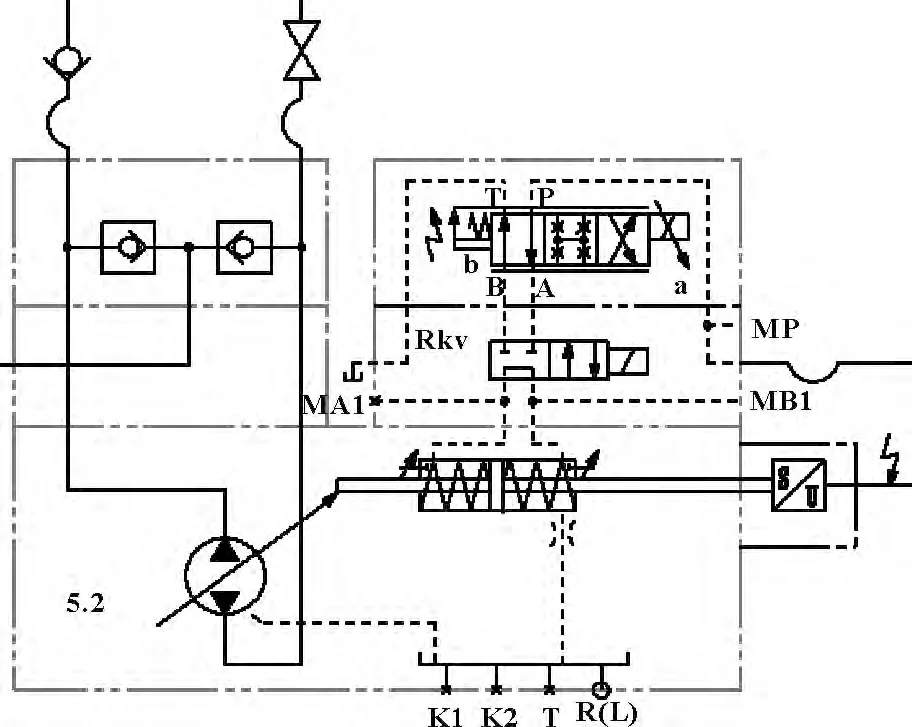
图3 改造后主泵比例阀控制示意图
3 小结
通过加装短路阀及完善相关电气控制程序,改造后的脱硫搅拌液压系统避免了闭式主泵发生流量反向输出的问题,因此可以恢复主泵出口的单向阀,备用泵恢复了自动投入运转的备用功能,最终实现了主泵一用一备的设计目标。
[1]黄志芳,付曙光,傅连东.自整定模糊PID 控制在脱硫搅拌速度控制系统中的应用[J].机床与液压,2010,38(12):84-86.
[2]曹先海.新钢业炼钢厂KR 法铁水脱硫搅拌装置改造[J].西昌学院学报:自然科学版,2011,25(1):23-25.
[3]王更生.高炉炉前液压系统的改进[J].液压气动与密封,2012,32(5):80-83.
[4]姚娜.KR 机械搅拌法铁水预处理脱硫的生产实践[J].特殊钢,2011,32(4):34-35.
[5]周士昌.液压系统设计图集[M].北京:机械工业出版社,2003.
[6]雷天觉.新编液压工程手册[M].北京:北京理工大学出版社,1998.
