薄壁圆管外圆车削加工专用夹具设计*
2015-04-24王成军
刘 琼 王成军 荣 莉 李 龙
(安徽理工大学机械工程学院,安徽 淮南 232001)
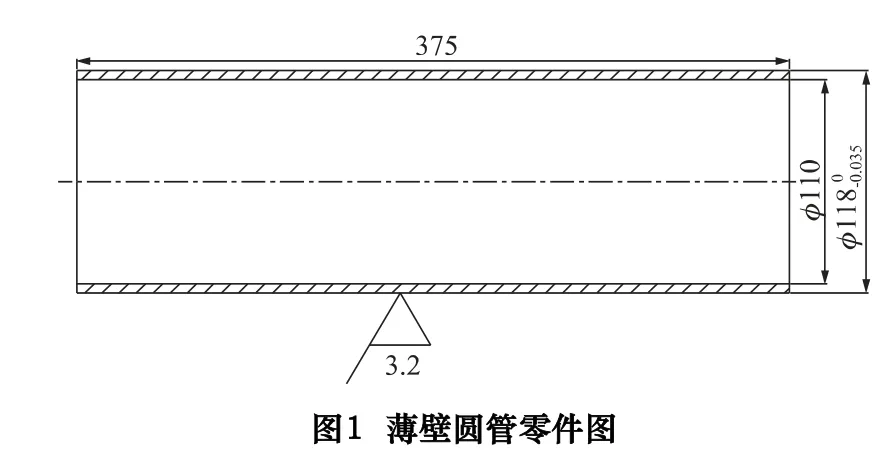
薄壁圆管零件由于其相对重量较轻、节省材料、结构紧凑等优点,在很多机械产品中经常使用。但薄壁圆管零件也存在壁薄及刚度和强度不足的特点[1]。因此,在加工薄壁圆管工件过程中很容易出现受力变形、受热变形和振动变形等问题。尤其是在进行车削加工时,若直接使用三爪卡盘装夹工件,在三爪卡盘夹紧力的作用下其极易产生受力变形,导致其尺寸精度和形位公差难以保证和控制[2]。本文以掘进机上某薄壁圆管工件(如图1 所示)为例,分析工件的结构特点及工艺[3-4],设计一种薄壁圆管外圆车削加工专用夹具。
1 工件工艺分析
毛坯为Φ120 mm ×5 mm 的无缝钢管,材料为45钢,加工后保证外圆直径,外圆表面粗糙度Ra3.2 μm,长度为375 mm,加工工序安排为先粗车外圆,再精车外圆,最后切断工件。
2 夹具的设计
薄壁圆管车削加工夹具的结构如图2 所示。夹具由夹具体、弧形支护板、主活塞、推杆、三耳螺母、连杆和防脱螺钉组成。其中,夹具体1 的前端设有夹具体耳座17,夹具体外圆周面上设有前支护缸12 与后支护缸11 各3 个,均布在夹具体1 的外圆周面上,前支护缸12 与后支护缸11 的轴中心线相互平行且均与夹具体1 的轴线垂直相交。弧形支护板2 有3 个,弧形支护板内侧面上设有分别与前支护缸12、后支护缸11配合的前支护活塞9 和后支护活塞10。带有连接套13 的主活塞3 安装在夹具体1 内的前支护缸12 的外侧。推杆6 的后端置于主活塞3 的连接套13 内,推杆6 的前端头部的截面呈六方形,在推杆6 的前端设有外螺纹15。

防脱螺钉4 安装在连接套13 内,圆弧状的尾部置于推杆6 的环形卡槽内,且与环形卡槽底面保持0.5 mm 左右的间隙,能够保证推杆可以在套筒内旋转,通过推杆6 的旋进与旋出,驱动主活塞3 在夹具体内往复运动,实现对弧形支护板2 的加载与卸载。在一定范围内,可以更换不同外径的弧形支护板2,来适应不同内径的薄壁圆管工件。三耳螺母5 上设有螺母耳座16,三耳螺母5 与推杆6 的外螺纹15 相配合。连杆7 两端分别于与夹具体耳座17 和螺母耳座16 通过轴相连接。
3 夹具的使用
使用前,需要先在夹具体1 内注入液压油,装入主活塞3。使用时,将夹具置于薄壁圆管工件8 内,然后旋转推杆6 驱动主活塞3 向后运动,前支护活塞9 和后支护活塞10 加载,前支护活塞9 和后支护活塞10带动弧形支护板2 往外扩张运动,使弧形支护板2 的外表面与薄壁圆管工件8 的内圆表面贴合后,继续加载到设定的保压值,使弧形支护板2 对圆管工件8 保持一定的支撑压力,最后将薄壁圆管工件8 与本夹具1 一起装夹到机床上加工。加工完成后,反向旋转推杆6 驱动主活塞3 向前运动,前支护活塞9 和后支护活塞10 卸载,使弧形支护板2 松弛而能向内收缩,再将本夹具从薄壁圆管工件内取出。
4 结语
设计的薄壁圆管车削加工夹具采用液压传动的原理对弧形支护板进行加载与卸载,可以保证3 个弧形支护板对薄壁圆管的支撑力相等,减小装夹时工件的变形量,提高薄壁圆管工件的加工精度,而且夹具的结构相对简单、装夹和拆卸方便,能有效地提高劳动生产率。
[1]王斌修,田新国等.圆管三维激光切割夹具设计[J].制造技术与机床,2013(1):151 -154.
[2]汪锋,王振民等.薄壁圆管车削夹具[P].中国:201320566917.9,2013 -09 -12.
[3]薛源顺.机床夹具设计[M].北京:机械工业出版社1997.
[4]房玉胜.回转体零件上横向双孔钻模设计[J].机床与液压,2013(2):68 -69.
