普通车床加工马鞍形曲面的工艺装置设计与研究
2015-04-24张培彦李丹丹丁凤琴
张培彦 李丹丹 丁凤琴
(郑州旅游职业学院机电系,河南 郑州 450009)
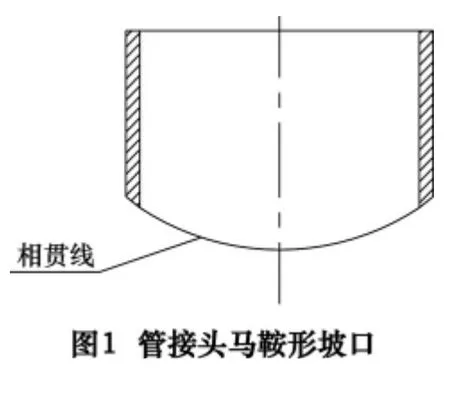
锅炉制造行业,在大容量、高参数电站锅炉及余热锅炉的生产过程中,为了现场安装,锅筒、集箱上焊接有大量管接头,锅筒、集箱上的管接头与之焊接时大多采用“骑座式”焊接结构,即管接头内壁与锅筒、集箱内壁相贯。为了提高焊缝质量,增大焊缝强度,按锅炉制造标准要求,需要将管接头端面预先加工成马鞍形曲面全焊透型坡口,如图1 所示:焊接时要求曲面坡口整齐光洁。常用的管接头规格有φ76~159 mm、壁厚δ=6~16 mm,每台锅炉各种规格的管接头总量多达数百个以上,占据了生产的一定比例。对此,速度时,可有效降低磨削区为了降低生产成本,充分利用现有设备,在普通车床上不改变其任何结构,研究设计了工艺装备,即可加工管接头各种马鞍形曲面坡口,满足了生产需要。
1 马鞍形曲面坡口的形状与特点
锅炉的锅筒、集箱上焊接有大量的φ76~159 mm,壁厚δ=6~16 mm 的管接头,管接头与它们的焊接要求其内壁与锅筒或集箱内壁相贯及吻合[2],马鞍形曲面的端部即马鞍形曲线就是管接头内壁与锅筒或集箱内壁相互贯穿而形成的相贯线,随着两相贯形体的直径大小不同相贯线各异,即随着锅筒、集箱、管接头内径不同,管接头的马鞍形相贯线形状也不同。图2 画出了锅炉上几种相贯体相贯线的一部分。

从图2 可知,同一规格的管子与不同规格的集箱相交,两管子的表面交线即相贯线形状都是不同的,要想使两相交的管子焊缝得到生产标准要求,必须使管接头的相贯线规则与集箱充分吻合,这就给生产带来很大难度。
2 目前管接头马鞍曲面生产工艺分析
目前国内管接头马鞍形曲面坡口大多采用铣削、刨削和改造的专用仿形车床以及数控加工等方法,各种加工方法各有其优点和缺点。刨削是不连续切削运动,有空行程,生产效率低,且刀具容易磨损[3];数控机床费用高且管接头马鞍曲面编程麻烦;改造的专用仿形车成本较高,且机床改造后只能用于加工管接头,机床闲置时间较长;有些企业采用铣床铣削管接头马鞍曲面,但由于现有设备条件的限制,铣削不能满足所有规格管接头马鞍形曲面的生产加工,所以生产过程中,铣床铣削管接头马鞍形曲面后,再采用手工气体切割加工坡口,然后用手动砂轮打磨,手工气切出的马鞍形曲面坡口形状不规则,坡口表面质量较差,管接头与和它相贯的圆柱面不能很好吻合,施焊后焊缝不合要求,产生焊接缺陷,焊接质量得不到保障,且工人劳动强度大,生产效率低。
针对以上情况,根据企业生产设备现状,结合管接头不同马鞍形曲面的特点,我们研究了在普通车床上不改变机床结构,通过增加工艺装置车削各种马鞍形管接头曲面坡口的加工方法。
3 车削马鞍形曲面工艺装置的组成与工作原理
3.1 装置的组成
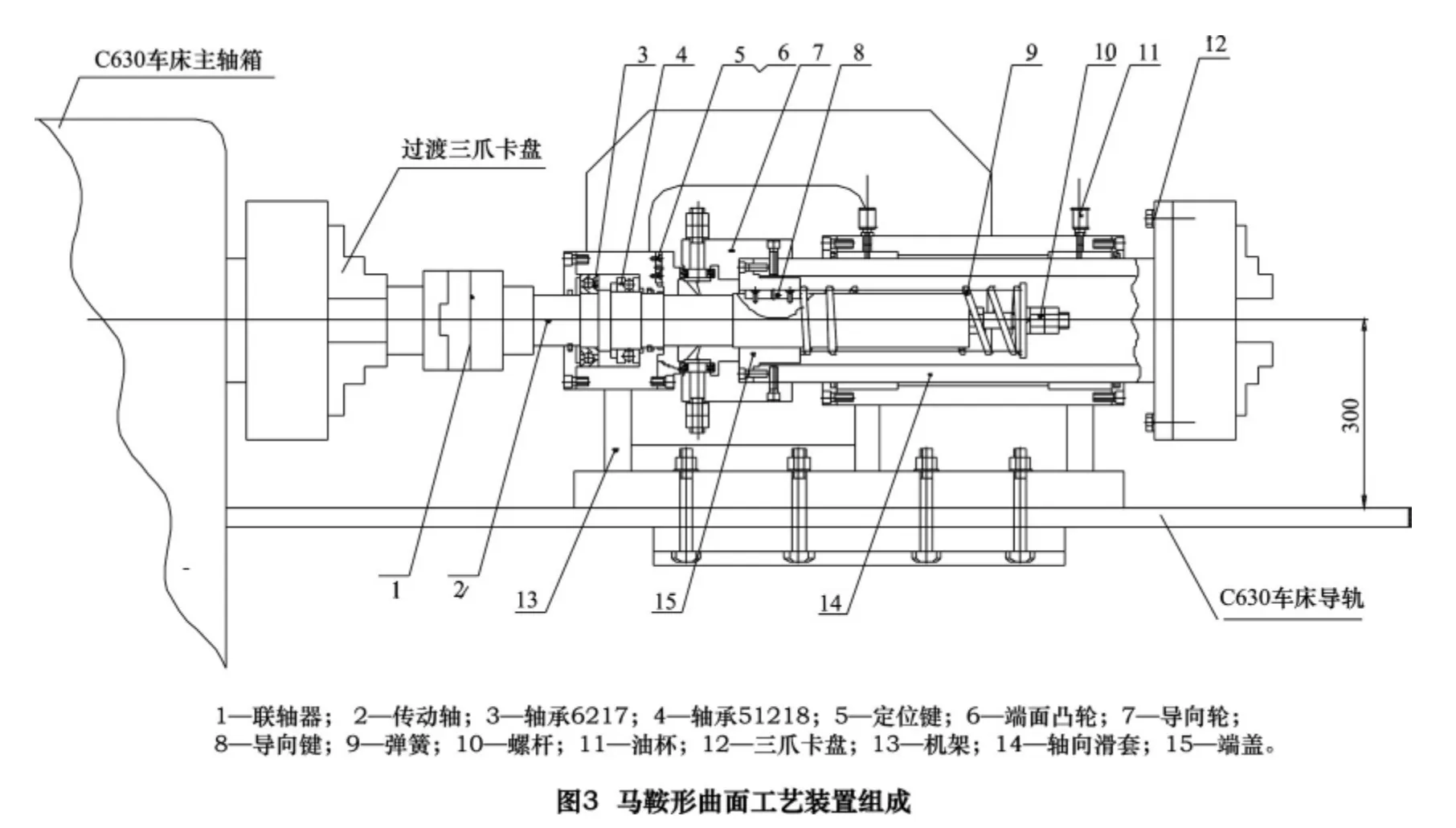
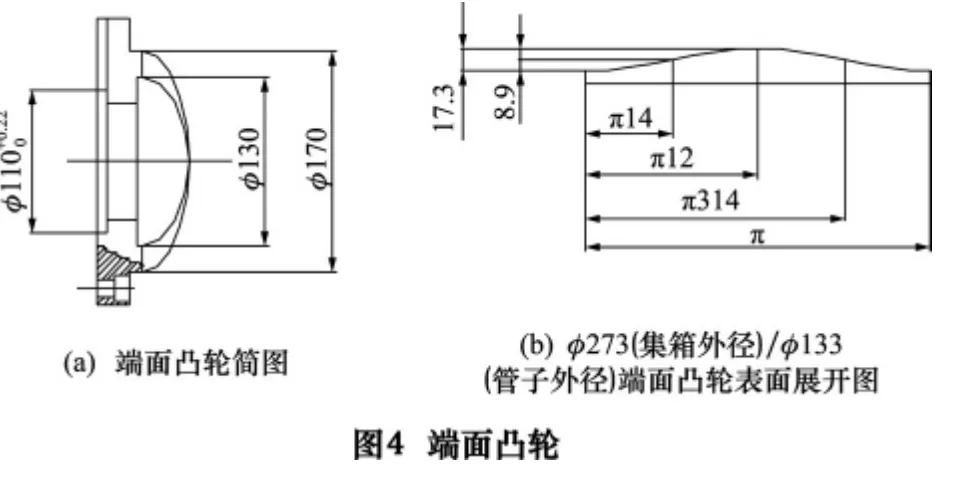
该装置主要组成如图3 所示[1]。此装置中,端面凸轮6 是关键零件,它的结构与形状如图4 所示[4]。
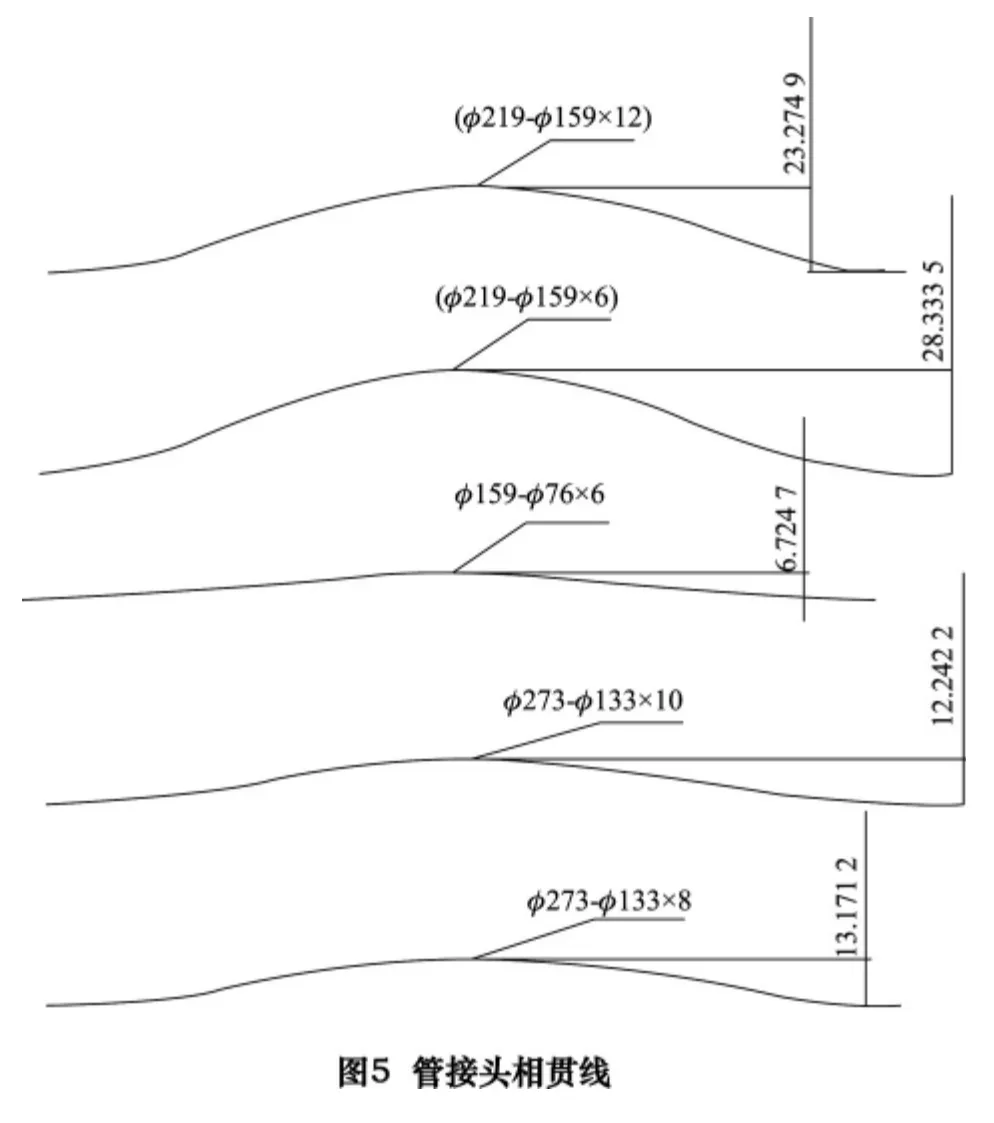
图4b 中的横坐标代表角度,纵坐标代表圆柱面素线长度。端面凸轮端面展开曲线即为管接头的马鞍形相贯线,马鞍形曲线就是管接头内壁与集箱内壁相互贯穿而形成的相贯线。随着两相贯形体的直径大小不同相贯线各异,这就使得车削不同的马鞍形曲线需要不同的端面凸轮。图5 是几种规格管子相交的相贯线,也是端面凸轮展开曲线,按这些曲线可以加工出各种凸轮,车削不同马鞍曲面时,只需要更换与之对应的凸轮。车削过程中工件旋转一圈同时轴向往复运动两次,即可车出与相贯线一致的“马鞍形”曲线。
3.2 装置的工作原理
将该装置通过机架13 安装于C630 车床的床身导轨上,如图3 所示,端面凸轮6 由定位键5 和定位销固定在机架13 上,两个导向轮7 通过端盖15 由导向键8、螺钉、定位销等与轴向滑套14 联接在一起成为一刚体构件,端盖15 由导向键8 与传动轴2 周向固定,端盖15 可以沿传动轴2 上的导向键8 作轴向移动,两个导向轮7 由预压紧弹簧9 的弹力压紧在端面凸轮6 的凸轮端面上。传动轴2 通过联轴器1 与车床主轴三爪卡盘联接,传动轴2 的旋转运动,是由车床主轴的旋转经过机床三爪卡盘、联轴器带动,导向轮7、轴向滑套14 的旋转运动是通过导向键8 由传动轴2 传递,轴向滑套14 带动三爪卡盘12 及工件作旋转运动。导向轮通过弹簧9 的作用力、端盖15 使其始终压紧在凸轮6的端面上,当导向轮沿着凸轮端面旋转时,因凸轮端面的曲线形状在轴线方向位移不同,使得导向轮通过端盖15 推动轴向滑套14 及三爪卡盘12 作直线运动,导向轮沿凸轮端面旋转一周,带动轴向滑套14 及三爪卡盘12 往复运动两次,最终实现车床主轴旋转一周,工件旋转一圈并同时在轴线方向往复运动两次,从而在工件端面车削出马鞍形曲面坡口。通过调换不同端面凸轮,可以车削出与之对应的管接头马鞍形曲面坡口。
4 结语
(1)通过对以上装置的研究与设计,并经过实验、调试与应用,在普通车床上可以车削各种形状的管接头马鞍形曲线或曲面,车削的马鞍形曲面坡口规则、圆滑,表面质量好,与相贯体表面吻合状况好,容易施焊,焊接后质量易得到保证。原来铣削、刨削加工一个不同规格的管接头马鞍形曲面坡口,需要5~10 min,现在只需要2~5 min 时间,大大提高了生产效率。
(2)该工艺装置结构紧凑,与机床联接、安装、调试方便,性能稳定、安全、可靠,不用时可以卸下,不影响机床的正常使用,降低了生产成本。
[1]黄纯颖.机械创新设计[M].北京:高等教育出版社,2000.
[2]章勤,林安.管接头马鞍形坡口加工数控车床研制[J].计算机工程与应用,1996(5):86 -89.
[3]赵学,吴凯,冯立杰,等,法兰接管马鞍曲面的加工方法研究[J].科学技术与工程,2011,11(14):3287 -3289.
[4]黄素英,王会枝,郭育琨.马鞍形管接头车削工艺及夹具设计[J].工业锅炉,2011(2):63.
