基于PLC的直进式拉丝机变频改造控制系统的研究
2015-04-23张智永
张智永

【摘 要】调谐辊式拉丝机是近代拉丝设备中较先进的一种,本文介绍了由人机界面、S7-400 PLC、变频器构成的拉丝机控制系统的系统构成及系统设计,采用辅助给定限幅跟随实际需要限幅值同步变化的限幅方式克服了系统运行的稳定性与自适应性相互矛盾的问题。上位机与PLC及变频器之间采用PROFIBUS网通讯方式,减少了接线增加了控制的灵活性。实践证明,运用变频调速技术对旧拉丝机升级改造,操作更方便,提高了生产过程的自动化控制水平和设备操作运行的可靠性。
【关键词】调谐辊式拉丝机;S7-400PLC;变频器;PROFIBUS
0 引言
调谐辊式拉丝机钢丝从第一个模孔穿过后,经过调谐辊、导轮、进入第二个模孔。依次重复最后到达收线结构。其具有自动调节各卷筒转速以适应各道次拉丝模在拉拔中不均匀磨损的特点。当相邻两道次的拉丝模磨损不均匀后,相邻两卷筒的钢丝变得松弛或更加张紧,致使恒力作用下的调谐辊位置发生变化,位移传感器将调谐辊位置的变化转换成变频器驱动变频电机频率的变化,从而调整变频电机转速,使相邻卷筒达到自动调协转速的目的。
1 系统构成
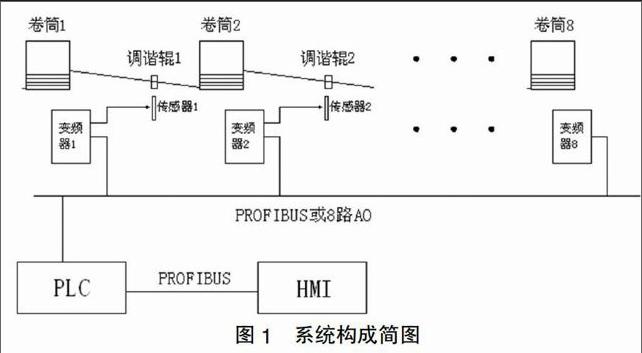
如图1所示,八个卷筒将钢丝逐级拉伸拉细,每个卷筒均由一台电机牵引,每台电机又由各自变频器单独驱动。控制部分由西门子公司的触摸屏TP170A、S4-300 PLC,以及国产变频器、传感器等组成。采用高性能的S7-400 PLC控制器,使系统具有较快的数据处理能力和较大的程序存储能力,满足系统复杂的控制要求。通过人机接口设置工艺参数及控制指令使系统自动运行成为可能。高性能国产MD320变频器,具有输出力矩大、稳速精度高、动态特性卓越的特点,即节约了成本,又满足系统的需求。人机界面与基础自动化级PLC之间采用PROFIBUS网连接,基础自动化级PLC与变频器采用PROFIBUS网或模拟量与数字量连接,减少了接线增加控制的灵活性。传感器动态检测调谐辊的位置,通过过程PID控制,调整变频器的输出频率,使相邻卷筒转速自动调协。
2 系统设计
2.1 电机的同步控制
直进式拉丝机各个电机需全程同步,并且对动态响应的快速性要求较高。系统以高性能S7-400 PLC为控制核心,PLC从触摸屏“工艺设置”子画面中读取拉丝工艺信息,根据拉丝机各道次金属秒流量相等的原则自动计算出各级的主速度,适时传送至变频器来完成电机的同步。
2.2 人机界面设计
选用友好的嵌入式触摸屏作为人机界面。画面的结构以启动画面为中心,启动画面由若干个子画面组成。子画面包括“工艺设置”、“选罐”、“线速度显示”、“盘重计算”等,由启动画面以弹出窗口的方式调用。拉丝工艺的设置、选罐的操作、线速度的显示等功能均在子画面中实现。为了保护触摸屏,启动、停止、升、降速这些频繁操作以按钮的形式实现。
2.3 调谐辊过程PID控制
调谐辊连接传感器检测钢丝的位置,将位置信号转换为0—10V的电压信号,作为调谐辊过程PID的反馈输入;一般设定调谐辊机械行程的中间位置为调谐辊过程PID的目标量。目标量和反馈量的误差经过PID运算以及限幅后作为变频器的辅助给定,调整变频器的输出频率,使相邻卷筒转速自动调协。其控制框图如图2所示。辅助给定的限幅一般比较小,其限幅值通常是以最高频率为基准并且固定不变的,假定最高频率为50Hz,幅度为6%合适,则辅助给定的范围为±3Hz,辅助给定限幅值与运行频率及最高频率的关系见下表1。
从增加系统的稳定性这个方面来考虑,辅助给定的限幅值越小越好,但辅助给定限幅值的减少会削弱系统的自适应能力,过度的减少辅助给定限幅值会导致拉丝机在高速运行时因辅助给定补偿值不够而松线或断线;从增强系统的自适应能力这个方面来考虑,辅助给定的参与量大一些好,但辅助给定参与量的增加会导致系统低速及启动阶段运行的稳定性降低。本系统采用的是辅助给定的限幅值相对于主给定的限幅方式,限幅比例为35%,当主给定为50Hz时辅助给定限幅值为±17.5Hz;主给定为3Hz时辅助给定限幅值为±1.05Hz,小于±3Hz运行平稳。
2.4 PROFIBUS 现场总线通讯
PROFIBUS是一种开放式的现场总线标准。目前世界上许多自动化技术生产厂家都为它们生产的设备提供PROFIBUS接口。其中PROFIBUS-DP 为经过优化的高速廉价的通信链,专为自动控制系统和设备分散I/O之间通信设计,用于分布式控制系统的高速数据传输。本系统采用的是PROFIBUS-DP通讯。
西门子S7-400 PLC选用313C-2DP CPU,含有两个PROFIBUS通信口,首先使用STEP7V5.3编程软件对PLC进行硬件组态(触摸屏无需硬件组态),增加一个PROFIBUS网络,PLC为主站、变频器为从站,设置PROFIBUS站的地址和传输速率并下载到PLC中,实现PLC 与触摸屏、变频器的数据交换。
2.5 变频器控制
变频器的控制方式为无速度传感器矢量控制,矢量控制的优良控制性能,需要准确的电机参数,准确的参数辨识来源于电机额定参数的正确设置。为保证变频器的动态控制性能,需选择旋转调谐(电机自动调谐),旋转调谐时电机必须和负载脱开(空载)。通过设定速度调节器的比例系数和积分,可以调节矢量控制的速度动态响应特性。增加比例增益,减小积分时间,均可加快速度环的动态特性。比例增益过大或积分时间过小均可能使系统产生振荡。
3 结论
变频调速系统存在大量的电磁噪声,它对系统的控制部分产生干扰,可以通过增加滤波器、电抗器以及采用屏蔽电缆线和良好的接地等措施来解决。
拉丝机控制系统以西门子S7-400 PLC为控制核心,采用变频器速度环不同的PI参数线性切换功能,并使速度辅助调节的限幅值随主给定同比例变化,满足系统稳定性和快速性的要求,拉丝机自安装并改进后运行至今,稳定可靠,达到设计要求。
【参考文献】
[1]卢燕,罗青华,魏克新.高炉热风炉监控系统[J].电气传动,2008,6:49.
[2]MD320用户手册 V2.2: 70.
[3]续明进.直进式拉丝机张力控制系统的实现[J].制造自动化,2010,29(6):24-25.
[4]杜金城.电气变频调速设计技术[M].北京:中国电力出版社,2008.
[5]C 200HW-PRMZ PROFIBUS-DP Master Unit Operation Manual[Z].OMRON Coporation.
[6]廖常初.S7300/400PLC应用教程[M].北京:机械工业出版社,2012,1.
[责任编辑:汤静]