通过优化编程及过程管控提高切割质量
2015-04-23王荣辉滑洪艳
王荣辉 滑洪艳
随着工业快速的发展,提高零部件的切割质量显得尤为重要。切割的影响因素很多,包括切割参数、工作的气体类型及质量、车间操作人员技术能力以及对切割机设备的了解程度等各个方面;本人结合自己工作经历,从优化编程和过程管控方面出发,浅谈提高切割质量的方法。
1. 正确优化绘图及套料编程
(1)正确使用AutoCAD绘制零件图形是切割零件质量好坏的重要前提;套料排版人员严格按照零件图样要求编制数控切割零件程序,对一些法兰拼接和细长零件在编程时应采取合理措施:软补偿、特殊工艺(共边、连割)等,来保证切割后零件尺寸检验通过。
(2)大零件切割时由于圆堆中中心立柱(锥形、柱形、腹板、盖板)这些零件都比较大,故建议编程人员在编程时进行特殊处理,微连接(增加断点),即在零件切割同边上设置相应的暂不切割点(5mm)。这些点在切割过程中与钢板连在一起,拉住零件不让其有位移和收缩变形,待其他部分切完成,在切开这几个点,这样也能保证切割零件尺寸不容易变形。
2. 加强对切割零件过程的管控
加强切割零件过程管控是提高切割零件质量的关键,经过大量的数据分析,影响切割质量的因素有以下几点:操作者、割嘴的选型、割嘴离工件距离的调整、切割速度的调整,以及钢板表面与割嘴的垂直度。
(1)操作者在操作数控切割机切割零件中,要按照下料切割工艺去切割零件,并要求操作者有自检意识,对自己切割的首件零件能够区分合格与不合格,如不合格及时更正修补;然后再交由质检检测,检测合格后在首件合格票上签字;方可以批量生产切割零件。
(2)割嘴的型号、割嘴与工件距离,都是根据切割零件的板厚合理的选择标准割嘴型号。割嘴型号越大,正常情况切割的钢板厚度就越厚;而割嘴距离钢板的距离过远与过近都会受影响:过远会造成受热面积过大,也加大了零件受热变形量;过小易使割嘴堵塞,造成易损件的浪费;并且使切割速度也会降低,生产效率也降低了。
(3)切割速度的调整与工件的厚度、选择的割嘴有关,一般情况是随着厚度的增大而减慢的。切割速度过快或过慢都会影响零件切割口的质量问题;合理的切割速度在熔渣流动时发生有规律的噗噗声,且熔渣出口处和割嘴基本成一条线;合理的切割速度也会提高生产切割效率,如表1所示。
(4)割嘴与切割平台钢板表面垂直度,割嘴与钢板表面不垂直,会造成零件断面有倾斜,这样会影响零件上面和下面尺寸不统一,精度更是无法保证,严重了就造成质量事故;操作者在切割前割嘴也要及时检查其通透性,如有阻塞也会造成气流倾斜,引起割嘴与切割钢板表面的不垂直,切割零件尺寸就会产生误差。作为操作者来说,在切割前应该对割枪、割嘴进行调整、校验,确保割枪、割嘴与切割平台钢板表面垂直。
3. 使用最优化的套料编程工艺
数控切割机是数字程序驱动机床运动,随着机床运动时,随机配带的切割工具对零件进行切割的;所以零件在钢板上的编程方法对切割零件加工质量起着决定性的因素。
优化套料编程工艺能够提高零部件的切割质量,分析如下。
(1)优化套料切割工艺都是基于优化好套料图的基础上,从套料状态转换到切割状态,通过对工艺参数设置,对轮廓方向、内外轮廓起点、引入引出线进行调整,已达到空程最短、减少切割时热变形,提高切割质量。
(2)优化套料特殊工艺就是以排版图上的零件轮廓为基础,通过“描绘式”操作设计出满足实际需要的切割轨迹,如防变形微连接切割、多零件连割、搭桥切割等,通过优化能够更好的提高切割效率和质量。
(3)合理的选择工艺参数也是很重要的,不同的板厚选择不同的切割参数:如引入线的选择、引出线的选择、零件间距、板边距离及预留开口的大小,表2是各板厚的切割参数。
4. 结语
我们在生产过程中,总结经验,寻找好的方法;最大能力去控制保证下料零件尺寸。通过对绘图及套料编程、零部件管控等过程优化,提高数控切割下料质量和生产效率。
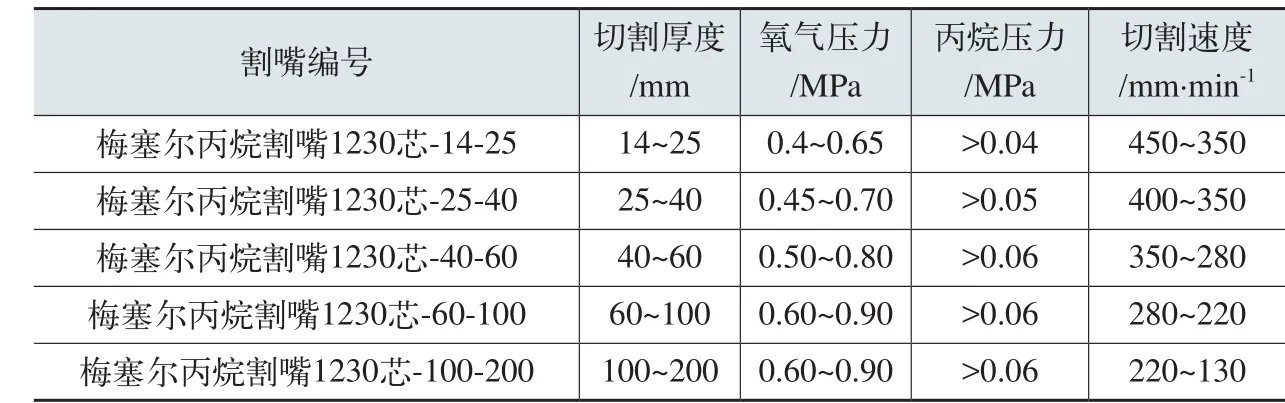
表 1
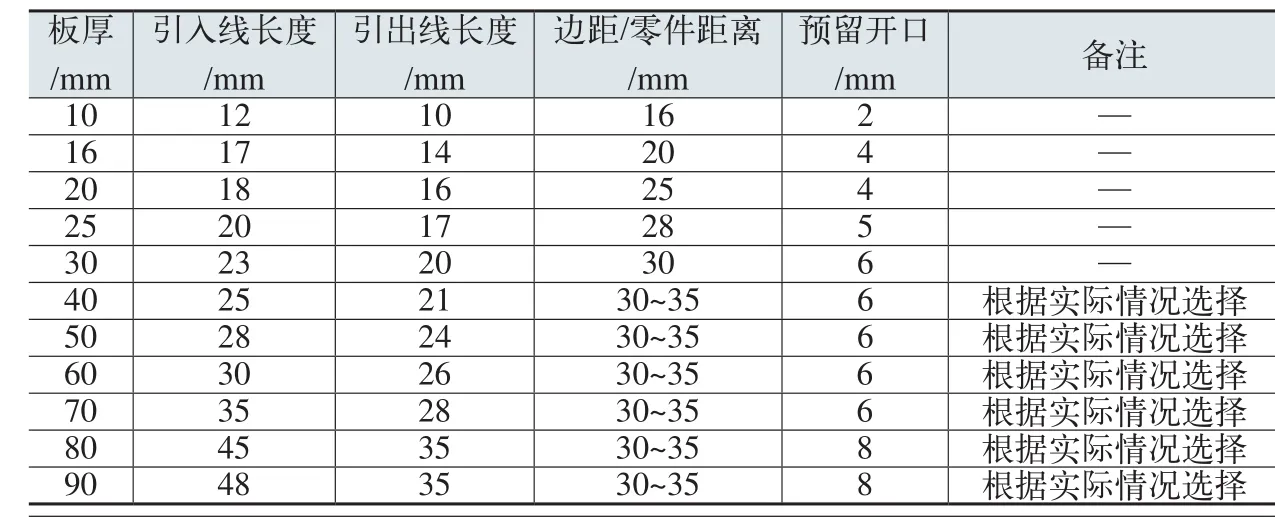
表 2
