Cr-Mo锻钢修补焊接工艺
2015-04-23武英海张光伟印英猛
武英海 张光伟 印英猛
我公司生产大型船用柴油机,在柴油机缸盖(铸锻件)等耐热钢部件生产过程中,经常出现由于铸锻、碰伤及机加工操作失误等引起的缺陷,需对超标缺陷及时进行焊接修补。为了验证修补区的焊接性能,需根据相关标准及规范预先完成焊接工艺评定,并依此焊接工艺进行补焊修复。
1. 试验准备
挖补焊工艺评定试验除焊接试板不同于普通板材的焊接试板外,其他程序基本都一样。预热温度为200~250℃,无焊后热处理。试验项目计划如表1所示,焊接参数如表2所示。
2. 试板焊接
焊接时需注意以下几点:
第一,挖补工艺评定焊接过程是关键,焊接前需彻底清除试件表面油污、锈迹等,进行定位焊预装,按照要求留好间隙及反变形量,打试件编号钢印和船级社见证钢印,试件编号钢印打在试件右下角,在距离试件焊缝两侧50~100mm处,而且为了焊后方便取样,需密集打钢印。
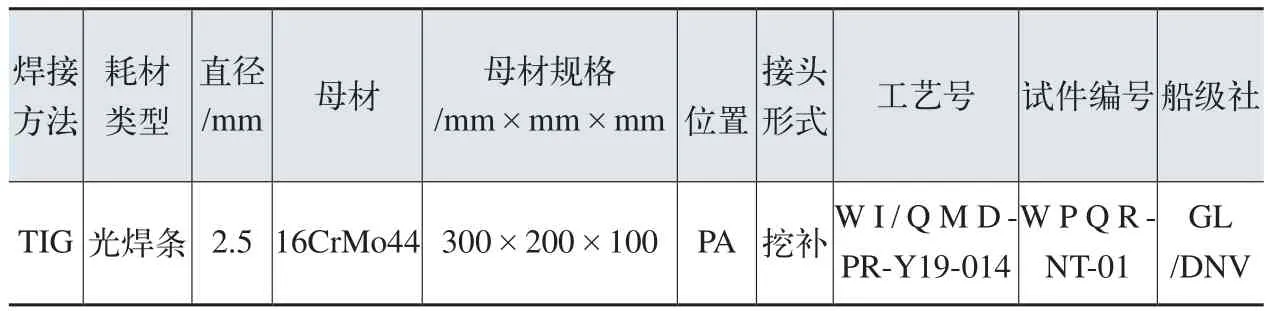
表1 试验项目计划

表2 焊接参数
第二,将试板整体放入退火炉里进行加热,加热速度≤100℃/h,加热到220℃保温1h,打开炉体取出试板,用保温材料覆盖,立即进行焊接操作,焊缝形式如图1所示。焊接电流保持在90~150A,实际打底用电流平均值100A,填充用电流平均值145A,盖面用电流130A,焊接期间保证层间温度 ≤300℃,焊后继续用保温材料覆盖缓冷至室温。现场记录焊接参数,并交相关船级社签字确认。
3. 试验结果与分析
焊后对焊接试板按照相关标准进行检测,在焊缝的两端取宏观和硬度试样,按图2标定位置进行硬度试验。冲击试验取样时,每个试样上必须有船级社钢印,如因加工原因不能保留船级社原始钢印,需经船级社允许转移钢印。
宏观试样如图3所示,检测结果如表3所示。由表3可知,试样无任何缺陷,试板焊接质量优良。
拉伸试验结果如表4所示,焊缝及热影响区的强度及塑性均高于母材要求最小值,这表明焊接接头的强度和塑性良好。
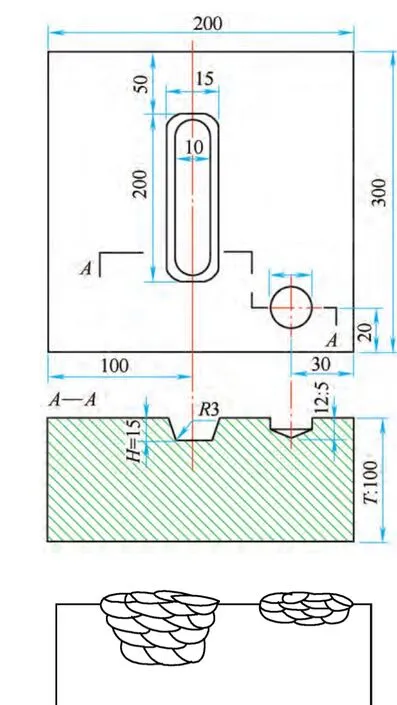
图1
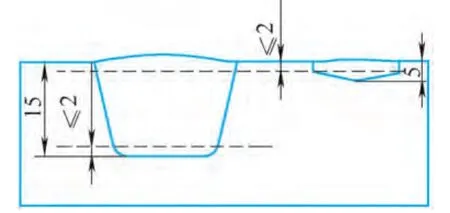
图2
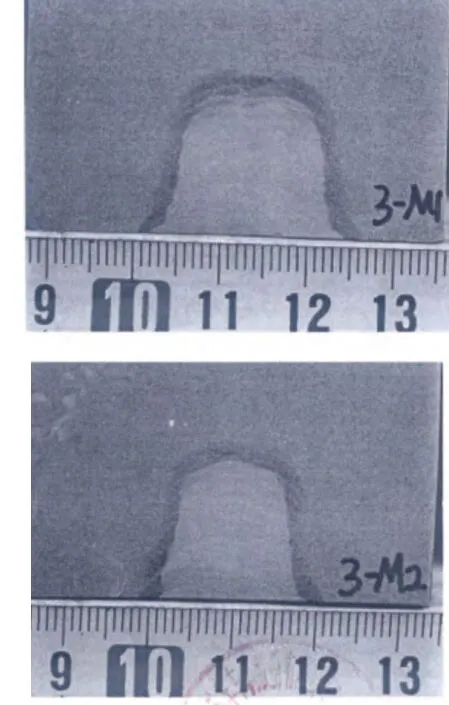
图3
冲击试验结果如表5所示,冲击试验值远大于要求的41J,表明选用的焊材及工艺参数完全符合要求。
硬度试验结果如表6所示,接头各区的硬度均<380J,并且高低差别小,说明接头各区组织均匀,性能一致。
4. 结语
对以上试验进行总结,并整理了各阶段的试验记录,编制了试验报告并附上相关的证明及记录数据,报送相关船级社审核批准,工艺人员根据船级社颁发的工艺评定资格证书批准的范围编写了生产焊接工艺规程。根据此焊接工艺规程对生产中出现问题的产品进行了返修,应用近三年时间里,均反映工艺性能良好,并且售后主机运行也一切完好,未发现任何问题。

表3 宏观及微观试验

表4 拉伸试验结果

表5 冲击试验

表6 硬度试验 (HV10)
