20+Inconel625复合管焊接工艺研究
2015-04-23谭芳铭姜欢欢汤海东王绍智
谭芳铭 姜欢欢 汤海东 王绍智
在油气田开发过程中,集输管线、污水管线、注水管线内部腐蚀严重,使用寿命较短,造成了重大的经济损失。为了提高管线的耐腐蚀性能,采用在管线管端堆焊一层Inconel625镍基合金,可以大大提高对接焊缝金属的抗硫元素腐蚀性能。我公司承揽的陈气33-18井注水管线更换工程中采用了φ114mm×11mm、材质为20钢。该管线管端内壁堆焊长80~100mm、厚度2mm的Inconel625镍基耐蚀合金层,如图1所示。针对该复合钢管,进行了管对接焊缝的焊接工艺评定试验,结果表明该复合管焊接接头具有良好的性能,在实际生产中获得了满意的焊接质量。
1. 20 +Inconel625复合钢焊接性

图1 20+Inconel625复合管
20 +Inconel625复合钢管基层材料为20钢,该材料具有良好的塑性和较高的强度,焊接性良好,基层的主要作用是承受介质的压力。覆层为2mm厚的Inconel625合金,该材料是一种Ni-Cr-Mo合金,具有优良的耐腐蚀性能。Inconel625镍合金与20钢的化学成分和力学性能分别如表1和表2所示。
从表1可看出,Inconel625合金与20钢的化学成分差别很大,在焊接过程中会产生合金元素的稀释,造成覆层含碳量的增加。为解决合金成分的稀释问题,应尽量使用合金元素含量高的焊接材料,同时使用小电流、快速焊的施工工艺,获得浅熔深,避免合金元素稀释。
Inconel625合金焊接时,由于硫、磷或低熔点金属等杂质在焊缝金属中偏析,形成低熔点共晶物,在焊缝结晶时这些低熔点共晶物在晶界间形成一层液态薄膜,在焊接应力的作用下容易形成高温低塑性裂纹。另外由于镍合金的导热性差,热量不易散出,造成晶粒粗大,使晶间夹层增厚,减弱了晶间的结合力,也容易促进热裂纹的产生。
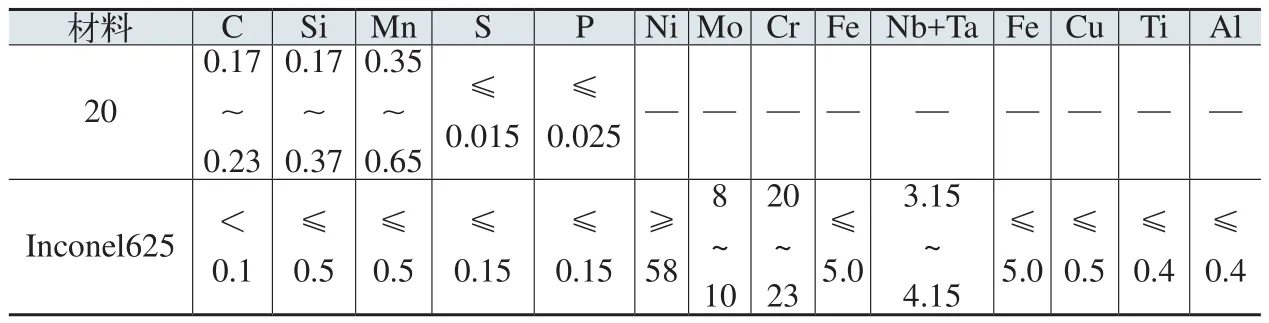
表1 Inconel625合金与20钢的化学成分(质量分数) (%)

表2 Inconel625合金与20钢的力学性能
Inconel625合金容易氧化,特别是形成难熔的Cr氧化物,会使液态焊缝金属的流动性变差,焊缝成形差,降低焊接接头的使用性能,因此在焊接覆层时一定要做好正面和背面的双重充氩保护。
由于Inconel625合金的固相与液相温度间距小,液态焊缝金属流动性差,熔敷金属在冷却过程中,气体在熔敷金属中的溶解度也随之下降,游离出来的气体在流动性差的焊缝金属凝固前未完全逸出而形成气孔,气孔的部位往往在熔合线附近。
2. 焊接工艺的选择
(1)焊接方法与焊接材料 由于Inconel625合金导热系数小,同时熔池流动性差,因此在复合管覆层和过渡层焊接中,采用了热输入量小且焊接质量高的钨极氩弧焊焊接方法,特别适合高镍合金的焊接。由于基层为常见的20钢,焊接工艺也十分成熟,一般采用焊条电弧焊,该方法焊接质量稳定、效率高。
覆层Inconel625的焊材,选用与其合金系统相似的ERNiCrMo—3镍基焊丝。过渡层的焊材选用超低碳不锈钢焊丝ER309LMo,可减少通过焊接材料向覆层过渡碳元素。基层的焊材选用低氢型焊条E4315(J427),可以保证焊缝金属的强度和很好的塑性和韧性。
(2)坡口设计、加工及组对 选择的坡口形式、组对尺寸、焊层布置及顺序如图2所示。
坡口采用车床进行加工,加工时应注意不要伤及覆层材料,正式组对焊接前应用角向磨光机对覆层进行整形打磨,并去除坡口两侧25mm内的铁锈、油脂、油漆、砂粒、水分和污物等。
(3)保护气体 为防止覆层焊接时焊缝背面氧化,焊接时需要在管内注入纯度为99.99%的氩气。方法是先将复合管两端用锡纸胶带密封,由复合管的一端注入氩气,复合管另一端封口处设置一个φ3~φ5mm的排气孔,用于排出焊接前管内的空气,同时防止收弧时管内氩气压力过大,造成接头收弧困难,产生凹坑等缺陷。另外,为了防止焊缝处氩气大量排放,事先可用锡纸胶带密封坡口,仅留出焊工一次连续焊接的长度,待焊完该段后,撕开相同长度的胶带,然后再施焊,依次类推,直至焊接完成为止,这样可保证内部氩气压力和纯度,防止内部焊缝氧化。充氩装置如图3所示。
(4)焊接参数的选择 为了满足焊接施工的质量要求,获得成形良好、性能优良的焊接接头,必须采用合适的焊接参数。具体焊接参数如表3所示。
(5)焊接工艺要点 为了保证焊接质量,除了要选择合适的焊接材料外,严格的焊接工艺是控制复合管焊接接头质量的关键。
在试验过程中,要注意以下几点:
第一,由于铅、硫、磷和某些低熔点元素能增加Inconel625焊接热裂纹倾向,所以焊接前必须严格清理坡口两侧各25mm内的油、漆、锈、垢及毛刺等杂质。焊丝应用酒精或丙酮擦拭,保证清洁。

图2

图3 充氩装置示意

表3 焊接参数
第二,覆层的焊接质量要求高,如果覆层出现焊接问题,返修时会十分困难。为了保证覆层的质量,采用焊接质量高的钨极氩弧焊进行焊接。焊接由下向上,注意观察熔池形状和温度,保证内部焊缝成形。为减少热裂纹,在保证焊接质量的前提下,尽量采用小热输入,电流一般控制在90~120A。焊完一段焊缝后,用手电筒观察根部焊缝表面颜色,若呈灰色或黑色,说明根部氧化,应检查充氩装置密封性是否良好及调整焊接参数。覆层的焊接如图4所示。
第三,过渡层是复合管熔敷金属合金成分最为复杂的焊层,如果焊接参数选择不当,容易造成熔敷金属合金浓度梯度过大,从而影响接头的防腐性能。为防止过多的碳进入到覆层,焊接过渡层时要采用小电流、快速焊的方法,以利于减少熔深,使基层和覆层的交界处有一定的铁素体组织,提高焊接接头的抗裂性能和耐蚀性能。
3. 焊接试验
(1)无损探伤 焊缝外观检查合格后,依据JB/T4730.2—2005标准,对复合钢管对接焊缝进行X射线探伤,未发现超标缺陷,达到标准中I级要求。

图4 覆层焊接
(2)力学性能试验 根据NB/T47014—2011《承压设备焊接工艺评定》附录C复合金属材料焊接工艺评定的要求,对试样进行拉伸、弯曲、低温冲击试验。
拉伸试验:取2块试样进行,试验结果如表4所示。结果表明,焊接接头的力学性能良好,抗拉强度满足标准要求。
弯曲试验:取4块试样进行侧弯试验,试验结果如表5所示。焊接接头没有出现裂纹,试验结果合格。
冲击试验:复合管焊接接头按标准要求取样,进行冲击试验,试验结果如表6所示。结果表明,焊缝中心是焊接接头冲击性能较低的部位,但是满足标准试样冲击吸收能量平均值≥24J,焊缝及热影响区冲击韧度均保持在较高水平。
4. 结语
通过对20+Inconel625复合管进行焊接工艺试验,制定了相应的焊接工艺评定报告,形成了一套合理的焊接工艺,并利用其指导现场焊接,焊缝一次合格率达98%,焊接质量得到了良好的控制,同时为我公司复合管的焊接积累了一定经验。

表4 拉伸试验结果

表5 弯曲试验结果

表6 冲击试验结果
[1] 吕志军,陆传航,王体刚,等. Inconel625合金+低温碳钢的焊接工艺研究[J].中国造船,2011,52(2):258-263.
