高强度易切削灰铸铁的熔炼控制
2015-04-23袁东洲连炜陈金标徐锦锋魏兵
■ 袁东洲,连炜,陈金标,徐锦锋,魏兵
采用传统的降低铸铁化学成分中的碳、硅含量,提高锰含量控制方法生产高强度灰铸铁,铸件的力学性能不稳定。在生产中将碳、硅含量不断降低,把锰含量不断提高,用这种方法会带来诸多问题,比如:白口倾向增大,工艺性能变差,铸件断面敏感性高,以及铸件容易产生微裂纹等,尤其是进入下道工序进行机加工时,可加工性差。随着出口件产量的日益扩大,高强度易切削性能更加凸显,现有技术已无法满足客商对铸件内在品质的技术和质量要求。本文在中频感应电炉熔炼条件下,针对出口液压件加工性不良问题,探索高强度易切削灰铸铁的熔炼技术。
一、技术要求及生产条件
(1)技术要求 液压件主要包括液压泵、增压器、气动和流体控制等零部件,出口量较大。材质牌号以HT300为主,还有HT250、HT200。铸件重量不大,但结构较为复杂,壁厚在18~35mm。力学性能要求用同包铁液浇注的单铸试块(φ27mm)来表征,抗拉强度在275~335MPa,硬度在185~236HBW,铸件本体硬度差小于35HBW。金相组织由体积分数≥95%的细片状珠光体、少量渗碳体和<1%的磷共晶组成。石墨形态以A型为主,石墨长度为4~6级,允许存在少量的B型、C型石墨,且分布均匀。铸件外观要求表面粗糙度值低,不允许有夹渣、夹砂和微裂纹等缺陷。铸件机械加工后,全部铸件都做渗漏试验。
(2)生产条件 使用国产自动造型线和半自动翻转浇注机进行批量生产,单件或小批量生产采用手工造型。有两台1t中频感应电炉熔炼铁液。炉前采用QL-BS4000型智能分析仪快速检测铁液中的碳、硅、硫元素含量,用快速热电偶测温枪在线检测铁液温度。原铁液经1520℃过热后出炉,出炉温度为1480~1500℃。采用随流孕育和包内孕育相结合的复合式孕育方式。用FeSi75和SiBa10合金进行炉前孕育处理。浇注前用湿砂型三角试块检查白口深度。用10t万能试验机检测灰铸铁的抗拉强度,用布氏硬度计测试灰铁的硬度,用光学显微镜进行微观组织分析。
(3)熔炼工艺及参数 熔炼用原材料包括低碳优质废钢、铸造生铁及回炉铁(浇冒口和同类产品机加工的铁屑)。废钢是优质螺纹切头和钢板裁剪后边角料,无锈蚀,无油污;生铁为Z15铸造用生铁;回炉铁的浇冒口经滚筒清理,表面无粘砂,还有同类产品机加工后的铁屑。随流孕育用FeSi75,化学成分见表1,SiBa10孕育剂的化学成分见表2。其他中间合金有FeMn、FeMo65和纯铜等。
二、影响灰铸铁可加工性的因素
石墨形态及分布是决定灰铸铁强度和可加工性的关键。在化学成分和金相组织相同的条件下,进口件比国产件材质性能要高出1~2个牌号;进口件硬度高于国产件,而可加工性反而优于国产件。究其原因,主要与进口件碳当量高、石墨析出量多且分布均匀、组织均匀性好和夹杂物含量少及材质纯净度高有关。另外,组织中游离碳化物较少,通常小于1%。因此,在感应电炉熔炼条件下获取高碳当量、高冶金质量的铁液是保障灰铸铁综合性能的关键所在。
影响灰铸铁可加工性的因素主要包括炉料配比、化学成分、熔炼及孕育处理工艺、微观组织控制以及冷却速率等方面。消除内应力也能使可加工性得到改善。另外,实践证明,经过时效处理过的铸件具有良好的可加工性,尤其是经过长期存放的铸件,在内应力消除后,晶界的断屑效果明显改善,切削能效显著提高。当今机械加工的切削追求高速化,切削速度越来越快,而高速切削对断屑效果特别敏感。除石墨断屑作用外,晶界状态对高速切削也非常敏感,即晶界处的应力及微小颗粒数量都会影响到刀具的使用寿命。由此可知,在提高灰铁强度指标的前提下,合理地控制灰铸铁的微观组织是改善材质可加工性的关键所在。
三、影响铁液冶金质量的因素
1. 碳当量
决定灰铸铁力学性能的主要因素为石墨形态和基体类型。当碳当量较高时,石墨析出数量增加,铁素体化倾向较大,会大大降低灰铸铁的力学性能。为了改善高碳当量灰铸铁的强度,必须进行低合金化处理,这在一定程度上又会恶化材质的可加工性。因此,在材质控制方面,确定适宜的碳当量有利于提高和改善材质强度和可加工性。
在碳当量较低的情况下,随着Si/C比的增大,灰铸铁强度呈现出先增大后减小的趋势,强度峰值对应的Si/C在0.7~0.9。当Si/C比一定时,随着CE的增大,灰铸铁强度指标随之下降。在较高碳当量下,上述规律的实用性较弱。对高牌号灰铸铁而言,适宜的CE为3.75%~3.85%,Si/C值为0.57~0.67。
2. 炉料
炉料优劣是影响铁液质量的重要因素。生铁中的杂质和微量元素含量和组织缺陷都具有遗传性。例如,低硅生铁熔化后碳化物及其伴生的白口、缩松、裂纹等缺陷会遗传,因此灰铸铁炉料最好选用Z18以上牌号的铸造生铁。生铁中的微量元素构成遗传性的载体,高炉低氮生铁会产生粗大石墨,因此电炉熔炼时要注意使用增碳剂时的含氮量。据相关资料显示,微量的氮可以提高铸铁力学性能,但是过量的氮会产生气孔和微裂纹等缺陷。增加废钢加入量能降低铁液的含碳量,提高力学性能。只用废钢和回炉料,用增碳的方法调节碳量,称为合成铸铁。相同的化学成分,合成铸铁力学性能更好。要求使用的废钢应该严格挑选,因废钢成分很杂,易切削钢含铅元素,低碳镇静钢含铝元素,合金钢含合金元素,这些元素也会严重影响和恶化铁液的冶金质量。
3. 低合金化处理
合金化是强化基体,提高强度和刚度的有效方法。生产中通常加入Cu、Mo、Cr、Sn、Mn等元素,加入量一般在0.1%~1.0%,见表3。合金元素的使用效果与加入方式、加入量以及所用的孕育剂种类有关。直接将Cr加入到原铁液中,加入量最大为0.35%,否则就会产生碳化物,而且使铁液流动性变差。合金元素复合添加的作用要比单独使用效果好,有许多合金的配合使用是特别有效的,合金配合使用还能减少合金元素的加入总量,从而降低铸件的生产成本。
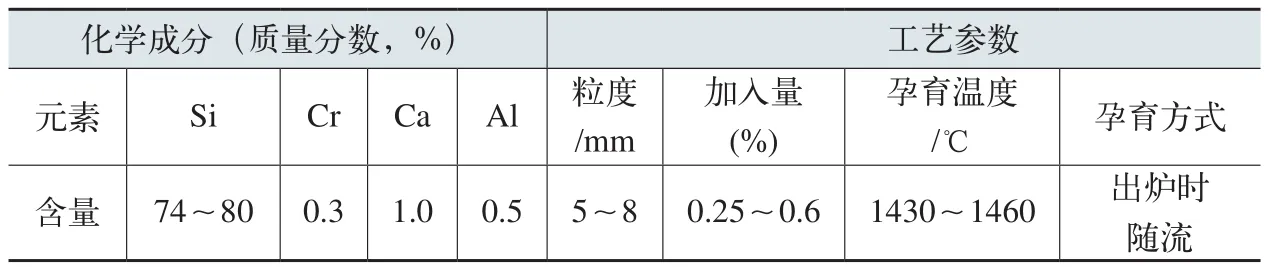
表1 FeSi75合金

表2 Si-Ba孕育剂的化学成分(质量分数) (%)

表3 常用合金元素及含量(质量分数) (%)
4. 孕育处理
(1)孕育剂的作用 促进石墨化,降低白口倾向;降低断面敏感性;消除过冷石墨;增加共晶团数;改善力学性能。对于灰铸铁件,已有多种的孕育处理方法。选用合适的孕育处理方法非常重要,往往是决定产品质量的重要因素。企业应根据自身条件,通过试验选定最适合本企业特点的方法。处理方法一经确定,就应严格控制工艺过程,以保证铸件质量的稳定。
(2)孕育剂种类及孕育工艺的选择 孕育剂种类众多,比较常用的有:SiFe75、RESiFe、BaCaSi/SrSi等微合金化孕育剂等。因此,应根据生产实际合理选择。在孕育工艺方面,高强度灰铸铁尽量采用随流孕育工艺,但要严格控制加入量。
(3)孕育剂用量的确定 传统生产方式认为,严格控制原铁液的Si含量,通过大孕育量来获得高强度灰铸铁。但实践证明,在孕育处理上,加大孕育剂用量,一方面会使铸铁收缩倾向增大,同时增大夹渣倾向,因此宜将孕育剂用量控制在0.25%~0.4%。
FeSi75是最常采用的孕育剂,其中的铝、钙含量对孕育效果有一定的作用,不含铝、钙的硅铁对灰铸件的孕育作用小。一般认为在铁液中铝和钙会与氧、氮反应形成高熔点的化合物,成为石墨结晶的核心。加入孕育剂后铁液中可形成局部的富硅微区而有利于石墨析出。因此,采购孕育用硅铁时要考虑其中铝、钙的含量,铁液中的含铝量不能高,0.01%的铝就可能导致铸件产生皮下针状气孔。
出铁时用FeSi75进行孕育处理,孕育效果会很快地随时间的推移而衰退,孕育后5~7min,作用的衰退可在50%以上,约15min后,孕育作用将大部或全部消失。为确保铸件质量通常都要在孕育后10min内完成浇注,最好在铁液自浇包注入铸型时进行再次孕育。
实际生产中二次孕育处理选用FeBa10Si55孕育剂,其具有很强的促进石墨化的能力,可改善薄壁铸件中石墨的形态和分布状况,增加共晶团,促成A型石墨形成,且有减缓孕育衰退的作用,处理时的用量仅为FeSi75的一半。含钡硅铁孕育剂是一种长效孕育剂,它更适于薄壁灰铁件,可有效改善石墨形状及分布,消除其过冷石墨和使组织均匀。例如,在生产牌号为HT250铬钼铜铸铁件时,用含钡硅铁孕育剂可明显减小铸件的渗漏倾向。同样,钡硅铁孕育剂对液压件也非常适用,用0.1%的硅钡合金作孕育剂,能显著降低液压件的白口倾向,抑制游离渗碳体的产生,显著改善断面敏感性,使孕育效果延长30min左右,特别适用于有特殊技术要求的铸件。
(4)浇注方式 采用人工倾转式浇包浇注时,可在包嘴上用定量漏斗进行随流孕育。生产线上可采用带料斗的微型螺旋给料器进行随流孕育。
四、熔炼过程的关键技术措施
(1)原辅炉料的严格管理 “精料出精品”,为了确保原材料化学成分和组分的稳定性,原辅材料应定点采购,入厂检验合格后才能使用。同时如实做好原始记录,有据可查,使质量问题有可追溯性,避免因原材料变化所导致的质量不稳定和质量下降。
(2)化学成分的优化设计及微合金化 优化后的液压件化学成分列入表4。

表4 高强度易切削灰铸铁化学成分(质量分数) (%)

(3)炉料配比 经反复试验、比较,确定的炉料比例为:废钢40%、新生铁15%、回炉铁45%(浇冒口加同类产品机加工铁屑:20%+25%)。
(4)加料顺序 投料顺序为:废钢→新生铁→回炉铁→锰铁→硅铁→除渣增碳剂→合金料。
(5)炉前控制 对每炉铁液要做好炉前快速分析,根据实际情况快速调整原辅材料的投放量,以确保原铁液化学成分的稳定性。
(6)过热温度的控制 铁液过热温度控制在1540~1520℃。适当的过热对消除原材料的“遗传性”非常有作用,而且有利于组织成分的均匀性。我们控制的出炉温度为1490~1520℃。
(7)强化孕育处理 出炉时用FeSi75进行瞬时孕育。孕育处理完毕后除渣,加覆盖剂,将浇包运送到铸型处,依据三角试片白口深度,决定Ba10Si55孕育剂的数量,白口宽度控制在约3.5mm为宜。浇注温度控制在1450~1480℃,浇注前浇包需烘烤到750℃以上。
(8)浇注工艺 浇注工的操作熟练程度对铸件质量影响很大。做到“一稳二快三收流好”。浇注时铁液流的忽大忽小、时快时慢都会影响铸件的成形质量;断流会使铸件产生冷隔或浇不足。因此,过去就有“三分造型,七分浇注”一说,生产现场对浇注工艺的管控十分重要。
五、结语
按照以上措施投入生产后,除抗拉强度外其余指标符合技术要求,送到机械加工车间的铸件,先是经过小批量试加工,然后才批量生产;机械加工车间的工人普遍反映,虽然硬度稍高于过去的铸件,但是车削起来反倒更好,现在的铸件可加工性优于以前。
在中频感应电炉熔炼条件下,通过优化灰铸铁的化学成分和炉料配比,提高铁液的冶金质量,选用合适的长效孕育剂并强化孕育效果,同时进行低合金化处理,可以获得高强度易切削灰铸铁材质,满足出口液压铸件的生产技术和质量要求。
[1]沈阳铸造研究所,等.铸铁手册[M].北京:机械工业出版社,1976.7.
[2]王家忻.高强度铸铁 [D].陕西机械学院. 1990.10.
[3]梁义田,等.合金元素在铸铁中的应用[M]. 陕西:西安交通大学出版社,1992.12.
