QT400-18AL(-50℃)低温冲击材料研究及应用
2015-04-23赵阳孙新明李亚文
■ 赵阳,孙新明,李亚文
随着高铁、风电行业的快速发展,人们对球墨铸铁铸件低温冲击性能指标要求越来越高,QT400-18AL(-20℃)低温球墨铸铁材料已被各国列入国家标准。QT400-18AL(-40℃)低温球墨铸铁材料在近几年内也越来越多被引用到产品要求内,国内也有部分铸造厂家能够生产此材料要求的铸件。随着产品的发展,QT400-18AL(-50℃)低温球墨铸铁材料的研究和应用也逐渐成为铸造行业技术攻关的主要课题之一。
生产QT400-18AL(-50℃)低温冲击材料,在保证抗拉强度≥400MPa、屈服强度≥250MPa、伸长率≥18%达到要求的前提下进行-50℃(-52℃保温10min以上)低温冲击试验,要求三个标准夏比试样冲击吸收能量平均值KV≥12J,单个试样冲击吸收能量KV≥9J。若想得到较高的冲击吸收能量,材料必须是合适的化学成分、较好的球化等级、较多的石墨球数、较高的铁素体含量及伸长率。
一、化学成分的选择与控制
化学成分的选择与控制是生产QT400-18AL(-50℃)低温冲击材料铸件关键点之一,化学成分直接影响铸件的金相组织及物理性能,因此我们深入研究了各种化学元素在球墨铸铁中的作用,通过试验找出了高性能指标相应各种化学元素的合适范围并加以控制。
1. 化学成分的选择确定
结合各元素的作用和国内外原材料状况以及生产QT400-18AL(-40℃)低温冲击铸件的经验数据,确定生产QT400-18AL(-50℃)低温冲击铸件的化学成分范围。
(1)进一步验证Si元素的重要作用,Si含量的高低直接影响抗拉强度、冲击值的大小;从试验数据得出,若想进一步提高冲击值指标,必须继续降低Si含量,但降Si已无法满足强度要求。我们通过加大镍含量方法,解决了降低Si含量带来的强度不足问题。
(2)结合我公司生产过程中化学成分控制能力,控制QT400-18AL(-50℃)低温冲击铸件球化反应后化学成分如下:wC=3.50%~3.80%,wSi=2.05%~2.15%,wMg=0.38%~0.54%,wRE=0.005%~0.009%,wNi=0.77%~0.83%,wMn≤0.10%,wP≤0.028%,wS≤0.015%,wTi≤0.018%,wCr≤0.023%,其他微量元素越低越好。
2. 化学成分的控制
(1)原材料控制 ①生铁。选用C高,Si、Mn、P、S较低,Ti、Cr、Sn、Sb、Pb等微量元素足够低的高纯生铁。②废钢。选用含合金元素较低的Q235废钢。③增碳剂。选用低S易吸收的增碳剂,收得率要求C≥90%、S≤0.3%。
(2)熔炼过程中化学成分控制 ①严格按配料单检重量,配料有记录和可追溯性。②严格按铁液出炉前化学成分要求执行,化学成分不符合要求的铁液不允许出炉。
生产QT400-18AL(-50℃)低温冲击铸件球化反应前化学成分要求:wC=3.92%~3.98%,wSi=0.68%~0.72%, wNi=0.77%~0.83%,wMn≤0.10%,wP≤0.028%,wS≤0.015%,wTi≤0.018%,wCr≤0.023%,其他微量元素越低越好。
(3)不仅球化剂、孕育剂要称重准确,而且覆盖球化剂钢片称重要求±1kg,出铁称重要求±10kg。
合理的化学成分确定与控制是本项目的首要环节、必要条件,本项目的另一重要条件是必须有良好的球化效果。
二、熔炼控制
获得优质铁液是良好球化效果的基础。所谓优质铁液就是在保证铁液纯净度的前提下,尽量保证熔液冶金核心原始数量 ,使大量异质核心得到保持,并保证合适化学成分、铁液出炉温度。生产QT400-18AL(-50℃)低温冲击材料铸件在熔炼控制中应关注以下几点。
1. 配料
配料时多使用原生铁,少使用废钢、回炉料,计算时尽量接近理想化学成分,留有少量微调空间。多加原生铁的目的是保证原始石墨核心数量,同时减少增碳剂加入量(减少增硫)。
2. 送电熔化
大电流快速熔化,时刻关注炉料下落情况,不要出现棚料而产生铁液局部过热。铁液过热使异质核心消失,减少球化反应后石墨球数量,影响球化效果。
3. 取样分析及调整
铁液温度升至1400~1430℃时取样做炉前分析,铁液温度升至1420~1450℃时取样做炉前光谱分析,成分不合格时需调整至合格。
4. 铁液出炉
大电流送电、快速升温至出炉温度,将铁液表面浮渣扒净,然后出炉。我公司铁液出炉温度为1525~1535℃,与其他公司生产低温冲击球墨铸铁件不同,铁液达到出炉温度后马上出炉,不采用5~10min净化处理。其原因如下:
(1)电炉出铁采用出铁槽导流,出铁槽多降温5~10℃,出炉温度应提高5~10℃用来弥补出铁槽降温。
(2)炉料熔化后随着温度升高开始出气净化,当升温到1500℃以上时开始吸气氧化,原始异质核心逐渐消失,铁液过冷度逐渐增大。为保证球化反应后石墨球数量,必须保证球化反应前铁液中原始核心数量。
球墨铸铁件熔化设备为1台3t/h电炉和1台1.5t/h电炉。3t/h电炉生产为每炉2包出铁球化,铁液达到出炉温度时停电开始出第一包,待第一包铁液球化反应结束、扒渣完毕、铁液吊走后继续送电,当铁液温度达到出炉要求时,开始出第二包铁液。我们对第一包、第二包铁液所浇试块抗拉强度进行比较,QT500-7材质取200组数据,第一包数据平均值比第二包数据平均值高22.6MPa;QT400-18AL材质取200组数据,第一包数据平均值比第二包数据平均值高8.2MPa,因此我公司要求铁液快速升温、快速出炉,3t/h电炉第二包铁液不能生产球墨铸铁低温冲击铸件。
(3)铁液出炉温度高有利于球化反应渣上浮,有利于球化反应后铁液净化。
与其他公司不同,我公司采用出铁槽导流出铁:①防止铁液直冲球化剂,保证球化反应平稳。②保证了出铁重量的准确性,减少成分波动。
三、球化处理
1. 球化剂种类
考虑到球化反应的稳定性与稀土元素会降低低温冲击值的特性,我们选用了特制的低镁低稀土球化剂,而且要求氧化镁的含量要≤0.8%。
2. 球化剂粒度与加入量
球化剂粒度:3~20mm。
球化剂加入量:1.15%~1.2%(铁液S含量高、出炉温度高、球化铁液量少时按上限加入)。
由于球化剂中镁为强烈促使白口化元素,直接影响球化等级、强度、伸长率与低温冲击吸收能量,因此将残镁量(质量分数)控制在0.038%~0.056%。
3. 球化包要求
球化包底修成凹坑式,凹坑大小、深度要合适,球化包高度与直径比应≥1.8。其目的一是提高镁的吸收率,二是保证球化反应的稳定性。
4. 球化剂加入方法及出铁
球化剂加在包底凹坑内、扒平,特殊情况铁液出炉温度高时要捣实。球化剂上均匀覆盖孕育剂,然后再均匀覆盖薄钢片(或洁净无锈球墨铸铁末),薄钢片要称重,1.5t球化包覆盖薄钢片重量为13~15kg,2t球化包覆盖薄钢片重量为18~20kg。出铁时不要直冲球化剂,开始时尽量快速将铁液出到球化包内,最后时减慢出铁速度。
5. 球化反应
(1)球化反应时间为70~120s。
(2)尽量将铸型摆放在电炉附近,以缩短球化反应后铁液运输及浇注时间;若必须将铸型放在远离电炉处,铸型附近可设置扒渣场,铁液快速出炉后直接吊到扒渣场扒渣。铁液表面及包沿浮渣应彻底清理干净后再开始浇注。球化反应完毕到浇注结束不能超过12min。
四、强化孕育处理
孕育处理是本项目又一重要环节,直接影响球化等级、伸长率,最终影响冲击性能。提高孕育效果的具体措施主要有以下几个方面。
1. 选择强效孕育剂
为提高孕育抗衰退性,强化孕育效果,增加球化反应后石墨球数,提高球化等级及伸长率;我们在以硅铁为基础的孕育剂中加入少量的Al、Ca、Ce、Sr、Ba等元素,而且适当增加了钡含量(考虑钡抗孕育衰退的作用)。同时又考虑到Bi具有增加石墨球数量的作用,我们在随流孕育剂中补加了微量Bi。
2. 加大球化孕育剂加入量
在保证未孕育过剩前提下,尽量降低球化反应前化学成分硅含量,加大球化反应孕育剂加入量,控制在1.1%~1.2%。具体加入方法为:0.25%硅钡孕育剂加在球化包底,均匀覆盖在球化剂上;0.15%高硅钡孕育剂作为预处理剂放在包底铁液直冲处;其余球化反应孕育剂加在出铁槽漏斗内,当铁液出到2/3~3/4时,出铁槽漏斗加入。
3. 加大随流孕育剂(瞬时孕育)加入量
尽量缩短孕育至凝固时间,在加大球化反应孕育剂量的同时,增加随流孕育剂加入量,这是因为所有孕育剂的孕育效果都在刚加入瞬间为最大。随流孕育剂加入量为0.13%~0.23%,浇注铸件时加在浇包包嘴铁液表面,漏斗加入,用漏斗孔直径大小来控制加入量。
4. 控制铁液S含量
根据球化反应前铁液S含量的高低选用不同随流孕育剂。
S含量控制:球化反应前铁液S含量越低越好,但S低影响孕育效果,减少球化反应后石墨球数。我们采取的办法是当原铁液S含量较高时(球化反应前wS≥0.015%时)随流孕育使用普通硅钡孕育剂(含微量铋);当原铁液wS<0.015%时,球化后补加一定的硫量,随流孕育剂使用S-O孕育剂。
保证球化反应后铁液应有必要的含S量,过低的含S量不利于提高石墨球数,其原因是各种硫化物是球墨核心的原始基底,过低的S量势必减少RES、MgS生成物,使石墨球数减少。因此,在球化后铁液中S含量过低时,我们使用S-O孕育剂,添加一定量的S、O非金属组分,以补充原球墨铸铁液中为获得大量核心所需要的S、O不足量。
五、如何增加石墨球数及工艺设计的注意事项
球化反应后石墨球数多有利于提高各项性能指标,自身补缩能力加强,减少铸件缩松、缩孔倾向,球化后石墨球数的多少直接反映了熔炼控制水平。铸件本体取样,意味着要求铸件零铸造缺陷;金相异形石墨、氧化夹杂、微观缩松、气孔缩孔等都会成为断裂源,影响性能指标。通过反复试验表明:金相组织石墨球大小6~8级、石墨球数≥130个,才能满足各项性能指标要求。石墨球直径增大,相应石墨球数量减少(我们通过取铸件未加冷铁、壁厚≥50mm处和热节处金相发现),石墨球数90~130个,满足国标 GBT1348—2009、欧标 EN1369—2003要求,但根本达不到QT400-18AL(-40~-60℃)低温冲击材料所要求的性能指标。
综上所述,归纳生产QT400-18AL(-40~-60℃)低温冲击材料经验,若想增加球化反应后金相组织中石墨球数量,应注意以下几点。
(1)熔炼控制中减少棚料,铁液达到出炉温度时快速出炉,有利于保留原始异质核心,增加球化反应后石墨球数量。
(2)较高的碳当量有利于增加原始石墨核心,增加球化反应后石墨球数。
(3)球化剂中合适的稀土含量,孕育剂中添加Ce、Sr、Ba、Bi微量元素能提高抗衰退效果,增加石墨球数。
(4)合适的S量可保证异质核心数量及孕育效果,增加石墨球数。
(5)添加预处理剂可解决过冷度大、铁液过热产生的问题,增加石墨球数。
(6)增加球化反应孕育剂量及随流孕育剂量可增加共晶团及石墨球数量。
另外,铁液冷却速度的快慢直接影响石墨球数量多少,冷却速度快石墨球小,数量递增,因此工艺设计时为提高铁液冷却速度应注意以下几点:①铸件壁厚部位及热节处应加冷铁,以增加冷却速度。②尽量少用冒口,减少局部热节,多加冷铁。③少用顶冒口,多用侧冒口,用冒口时要配加冷铁。
六、理化检测情况
(1)生产QT400-18AL(-50℃)低温冲击材料理化检测,从6炉次统计记录得出:化学成分在控制要求范围内,抗拉强度在405~415PMa,屈服强度在260~275PMa,伸长率在20%~26%,球化等级为1~2级,冲击吸收能量在13.2~14.7J,均满足该牌号材质技术要求。
(2)以炉号QT1834-1为例,QT400-18AL(-50℃)低温冲击材料金相组织如图1所示。图1a为腐蚀前金相,球化级别为2级,石墨大小为6~7μm。图1b为腐蚀后金相,铁素体含量为100%。
七、高温热处理
前面已经介绍,生产QT400-18AL(-50℃)低温冲击材料,基体铁素体含量必须100%,由于我们通过加入一定量Ni来提高强度,必然会产生微量珠光体。我们采取高温热处理的目的就是将珠光体完全转化为奥氏体,然后慢速冷却按稳定系相变,实现珠光体全部转变为铁素体,以达到基体组织100%铁素体。QT400-18AL(-50℃)低温冲击材料试制阶段,我公司用同一包铁液浇注15块厚度为15mm的U型试块(Ni加入量为0.8%),采用试验室箱式电阻炉进行了3组热处理试验。第一组:600℃和720℃低温热处理对比;第二组:600℃低温热处理和870℃高温热处理对比;第三组:920℃高温热处理和870℃高温热处理对比。
试验数据表明,870℃高温热处理对抗拉强度、屈服强度、冲击吸收能量影响较大,对伸长率无太大影响。870℃高温热处理使抗拉强度降低5MPa,但冲击吸收能量增加3J,能满足性能要求,因此最终确定在批量生产QT400-18AL(-50℃)低温冲击材料铸件时采用870℃高温热处理工艺,如图2所示。
八、结论
通过一年多批量生产QT400-18AL(-50℃)低温冲击材料铸件,得出以下结论。
(1)首先必须保证原材料P、S含量较低,微量元素Ti、Cr等足够低。
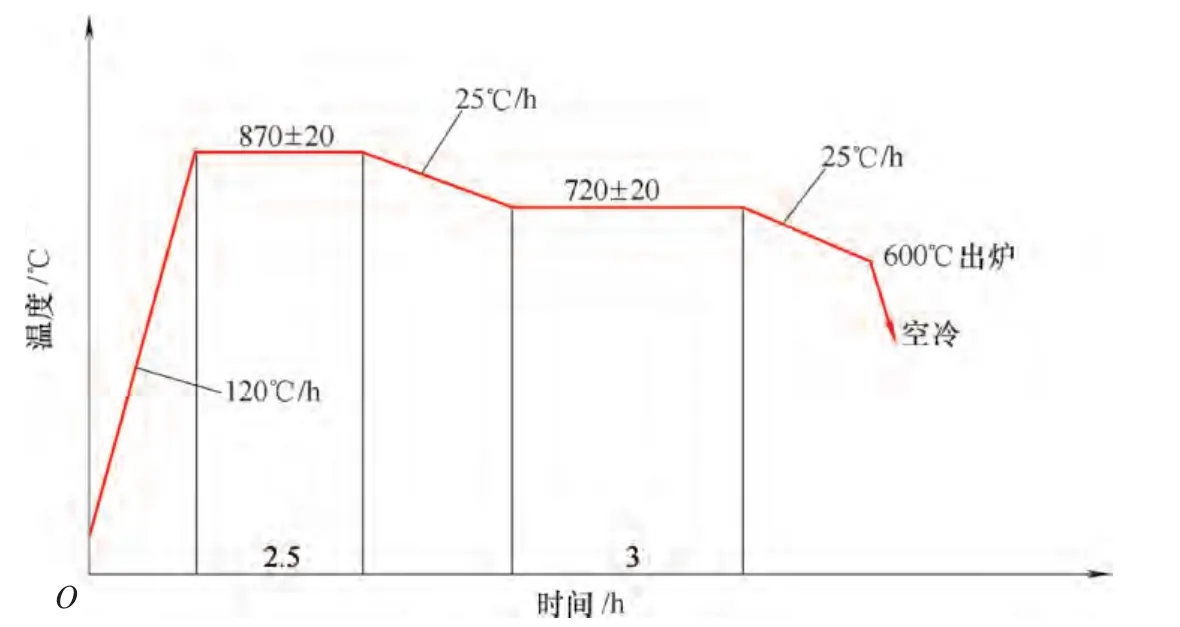
图2
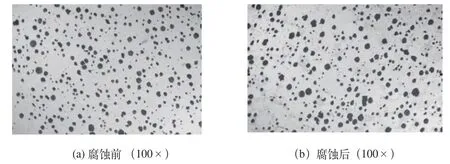
图1
(2)Si含量控制在合适范围内是生产QT400-18AL(-50℃)低温冲击材料铸件非常重要的环节,Si含量决定着抗拉强度、屈服强度及冲击吸收能量的大小。生产时注意:①原材料Si含量波动小。②每班前做光谱校验,Si分析数据误差小。③铁液出炉前成分不合格不允许出炉。④保证铁液、球化剂、孕育剂及覆盖钢片重量的准确性。
(3)Ni只有加入适量值才能达到提高强度的效果。
(4)我公司在如何增加球化反应后石墨球数及提高球化等级、保证球化反应稳定性方面取得了成功经验:①铁液快速升温、快速出炉有利于球化反应后铁液净化、增加球化反应后石墨球数。②采取出铁槽出铁、定量覆盖球化剂钢片、适当加深球化包深度、降低球化剂稀土及镁含量等,是保证球化反应稳定性的有效措施。③特效孕育剂有利于提高抗衰退性,增加球化反应后石墨球数,提高球化等级。
(5)金相100%铁素体不能保证材料伸长率合格,要保证低温冲击材料伸长率合格,首先要控制合适的残留镁量,其次要控制球化反应孕育剂及随流孕育剂加入量。
(6)生产低温冲击铸件、当铸件重量较轻时,随流孕育剂加入量较难控制,直接影响材料最终硅含量,因此经常对操作工进行培训显得尤为重要。
(7)低温冲击材料铸件必须采取高温热处理。
九、结语
只要合理控制炉料采购,严格控制球化反应前铁液化学分,做好球化处理,强化孕育,采用高温热处理,就可以稳定生产QT400-18AL(-50℃)低温冲击材料铸件,同时为下一步批量生产QT400-18AL(-60℃)低温冲击材料的研究奠定了坚实基础,为高铁提速及在严寒地区所用部件的开发提供了必要的材料保障,具有较高的经济效益与社会效益。
