X90 钢级管线钢制管前后性能变化研究
2015-04-17王自信李忠响
王自信,李忠响
(山东胜利钢管有限公司,山东 淄博 255082)
安全、经济地将天然气输送到消费市场,一直是天然气产业发展的关键问题之一[1-4]。采用更高压力和更高强度的管道是降低天然气长距离输送成本的有效途径[5]。X90 钢作为目前应用前景广泛的超高强度管线钢[6-8],为制造出满足要求的钢管,总结其制管前后的强韧性差异是必要的。
制管的成型过程会对材料性能造成影响,使钢管与卷板的性能存在差异,这种差异是包申格效应和形变强化综合作用造成的,而这两方面的影响大小与卷板化学成分、组织密切相关。针对这种差异,笔者在某公司X90 钢级Φ1 219 mm×16.3 mm螺旋缝埋弧焊接钢管的试制过程中对卷板制管前后的性能变化进行了分析,以便确定卷板的性能数据,使生产出的钢管满足标准要求。
1 试验材料
采用某钢厂试制的钢级X90、厚度16.3 mm 热轧卷板,其化学成分见表1。X90 钢级卷板的显微组织如图1 所示,主要为粒状贝氏体组织[9-10]。

表1 X90 钢级卷板的化学成分(质量分数)%
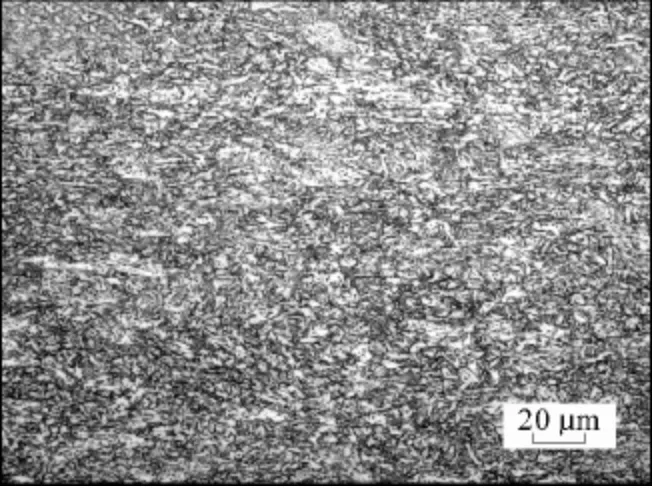
图1 X90 钢级卷板的显微组织
2 试验方案
在制管前后,按照X90 钢级钢管的试制标准,在卷板及钢管管体对应位置,分别取拉伸、冲击试样。其中卷板为矫平后取样,钢管为水压试验后取样。
卷板拉伸试样自卷板宽度1/2 位置处取样,方向为对应钢管横向,采用圆棒试样,试样标距为50 mm,直径为12.7 mm。钢管横向拉伸试样从距焊缝180°处截取,采用圆棒试样,试样标距为50 mm,直径为8.9 mm。卷板V 型缺口夏比冲击试样从卷板宽度1/4 处截取,方向对应钢管横向;钢管横向夏比V 型缺口冲击试样从距焊缝90°处截取,尺寸为10 mm×10 mm×50 mm,V 型缺口垂直于卷板/钢管表面,试验温度分别为-20 ℃和-10 ℃[11-15]。
对上述试样按标准要求进行力学性能试验。试验后,对卷板和钢管的力学性能进行对比分析。
3 试验结果
3.1 制管后拉伸性能变化
表2 为卷板、钢管拉伸性能试验结果。结果表明,制管后屈服强度上升-8~47 MPa,平均上升15 MPa;抗拉强度上升-37~85 MPa,平均上升23 MPa;屈强比降低-0.04~0.04,平均降低0.01,考虑到数据修约,屈强比平均值基本没有变化。

表2 制管前后的拉伸性能变化
3.1.1 制管前后屈服强度的变化
图2 所示为制管前后屈服强度的变化曲线,按卷板屈服强度升序排列。从图2 可以看出:制管后屈服强度整体呈升高趋势,在卷板屈服强度较低时的平均升高幅度要大于卷板屈服强度较高时的平均升高幅度。卷板屈服强度在625~650 MPa 时,制管后屈服强度平均升幅为23 MPa;卷板屈服强度在650~670 MPa 时,制管后屈服强度平均升幅为9 MPa;卷板屈服强度在高于670 MPa 时,制管后屈服强度不再升高,个别值已低于卷板屈服强度。
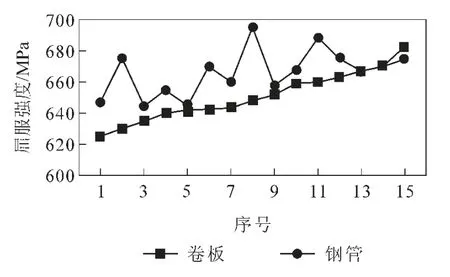
图2 制管前后屈服强度的变化曲线
3.1.2 制管前后抗拉强度的变化
图3 所示为制管前后抗拉强度的变化曲线,按卷板抗拉强度升序排列。从图3 可以看出:与屈服强度一致,抗拉强度整体亦呈升高趋势,且卷板抗拉强度较低时平均升高幅度要大于卷板抗拉强度较高时的平均升高幅度。抗拉强度在705~760 MPa时,制管后抗拉强度平均升幅为47 MPa;卷板抗拉强度在760~800 MPa 时,制管后抗拉强度平均升幅为12 MPa;卷板抗拉强度在高于800 MPa时,制管后抗拉强度不再升高。与屈服强度对比,可发现制管后抗拉强度平均升幅要高于屈服强度的升幅。
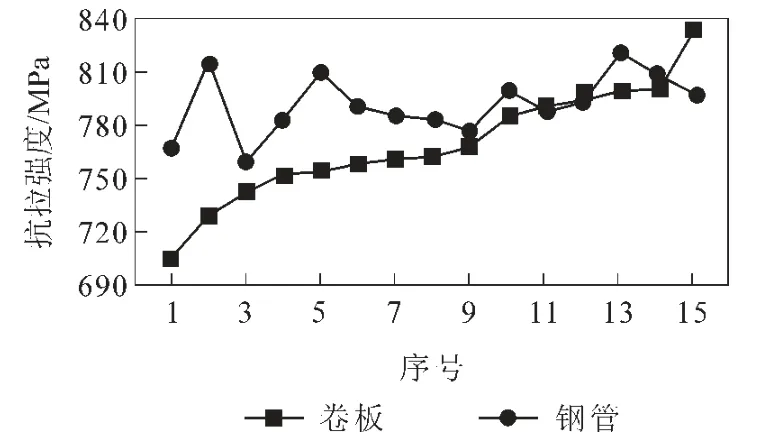
图3 制管前后抗拉强度的变化曲线
3.1.3 制管前后屈强比的变化
图4 所示为制管前后屈强比的变化曲线,图5所示为卷板的强度与屈强比关系曲线,均按照卷板屈强比升序排列。从图4 可以看出:制管前后屈强比变化规律较明显,呈现出前高后低的现象,即当卷板屈强比较低时制管后屈强比升高,卷板屈强比较高时屈强比降低。此批卷板的屈强比以0.86 为界,低于0.86 的制管后升高,高于0.86 的制管后降低。结合图5 可看出:卷板屈强比的高低与抗拉强度相关性较大,屈强比低的抗拉强度较高,制管后屈服强度升幅比抗拉强度大,使制管后屈强比升高;而卷板屈强比高的刚好与之相反,抗拉强度偏低,对应的制管后抗拉强度升高幅度比屈服强度大,从而使屈强比降低。

图4 制管前后屈强比的变化曲线

图5 卷板的强度与屈强比关系曲线
3.2 制管前后冲击韧性的变化
表3 为X90 钢级卷板和钢管分别在-20 ℃和-10 ℃下的冲击试验结果,图6 所示为制管前后冲击韧性变化曲线,按卷板冲击功升序排列。从表3 及图6 可以看出:尽管钢管冲击试验温度升高了10 ℃,但总体上制管后冲击功呈降低趋势,最高降低42 J,平均降低18 J。
4 结果分析及建议
4.1 形变强化对试验结果的影响
一般对管线钢制管后性能的影响有两个因素,一是包申格效应,二是形变强化[16]。包申格效应是指当金属在一个方向塑性变形后,再反向变形时其屈服强度下降。形变强化是指随着塑性变形量的增加,金属流变也增加的现象[17]。当卷板制成螺旋缝焊管时,材料发生了弯曲塑性变形,受到了形变强化的作用,而X90 钢级卷板和钢管拉伸试样为圆棒试样,圆棒试样在加工过程中不允许展平,避免了包申格效应的影响,只受形变强化的影响,从而造成制管后屈服强度和抗拉强度升高而韧性下降。

表3 X90 钢级卷板和钢管的冲击试验结果J

图6 制管前后冲击韧性的变化曲线
4.2 显微组织对试验结果的影响
X90 钢级管线钢的显微组织以粒状贝氏体为主(图1),这样的组织内部含有高密度的可移动位错,且其间分布着大量M/A 组元,这种组织的管线钢在受到拉伸应力时显示出明显连续屈服的特征,有较高的形变强化能力。可以说形变强化对制管后强韧性变化量是由材料的显微组织决定的,而显微组织是由化学成分和轧制工艺决定的;所以不同工艺生产出的高钢级管线钢制管后强韧性的变化幅度是不同的,需要卷板生产厂和制管厂共同合作研究,以保证钢管的性能满足要求。
4.3 建 议
根据试验结果,制管后屈服强度平均上升15 MPa,抗拉强度平均上升23 MPa,卷板强度越高,制管后升幅越小。卷板屈服强度在高于670 MPa、抗拉强度在高于800 MPa 时,制管后强度不再升高。因此,为保证卷板制管后有一定的形变强化容量,使钢管在投入运行后更加安全,在不考虑涂敷热时效的情况下,建议控制卷板屈服强度平均值在670 MPa 以下,抗拉强度平均值在800 MPa 以下。根据夏比冲击试验结果,虽然钢管和卷板试验温度有10 ℃的温差,但制管后冲击功普遍降低,平均降低18 J。从制管后的冲击功看,由于X90 钢级管线钢强度较高,冲击韧性相对较低,存在卷板冲击功平均值偏低使钢管冲击功平均值靠近标准下限的风险。因此,为保证制管后的冲击韧性,使钢管有较好的抗裂韧性,建议卷板冲击功控制值应比钢管冲击功要求值高20 J 以上。
5 结 论
试验结果表明:X90 钢级管线钢制管前后的强韧性有较明显的变化。
(1) 制管后屈服强度平均上升15 MPa,抗拉强度平均上升23 MPa。为使钢管在投入运行后更加安全,卷板制管后有一定的形变强化容量,在不考虑涂敷热时效的情况下,建议控制卷板屈服强度平均值在670 MPa 以下,抗拉强度平均值在800 MPa 以下。
(2) 在钢管试验温度比卷板高10 ℃的情况下,受形变强化的影响,钢管冲击功平均降低18 J。由于X90 钢级管线钢强度较高,韧性相对较低,为保证钢管的冲击韧性,建议卷板冲击功控制值应比钢管冲击功要求值高20 J 以上。
(3) 形变强化对制管前后强韧性的影响由卷板化学成分、轧制工艺决定,不同工艺生产出的卷板应根据实际情况验证性能变化规律,使钢管性能满足要求。
[1] 鲍峰. 论我国天然气市场的发展及开发策略分析[D]. 北京:北京交通大学,2006.
[2] 陆家亮,赵素平. 中国能源消费结构调整与天然气产业发展前景[J]. 天然气工业,2013,33(11):9-15.
[3] 刘建辉. 天然气储运关键技术研究及技术经济分析[D].广州:华南理工大学,2012.
[4] 白兰君. 天然气管道输送的经济特点——兼论西部区域管输业的发展[J]. 国际石油经济,2000,8(4):16-18.
[5] 孔昭瑞. 天然气非常规储运技术及其发展前景[J]. 油气储运,2003,22(7):1-4.
[6] 王晓香,李延丰. 高强度管线钢管开发在中国的新进展[J]. 钢管,2011,40(1):12-18.
[7] 王旭. 油气输送管线钢管制造与装备技术的现状及展望[J]. 钢管,2012,41(1):7-13.
[8] 李延丰,王庆强,王庆国,等. X90 钢级螺旋缝埋弧焊管的研制结果及分析[J]. 钢管,2011,40(2):25-28.
[9] 冯耀荣,高惠临,霍春勇,等. 管线钢显微组织的分析与鉴别[M]. 西安:陕西科学技术出版社,2008:35-52.
[10] GB/T 13299—1991 钢的显微组织评定方法[S]. 北京:中国标准出版社,1991.
[11] Q/SY GJX 124—2013 天然气输送管道用X90 钢级螺旋缝埋弧焊管技术条件[S]. 北京:石油工业出版社,2013.
[12] Q/SY GJX 125—2013 天然气输送管道X90 钢级螺旋缝埋弧焊管用热轧板卷技术条件[S]. 北京:石油工业出版社,2013.
[13] American Petroleum Institute. API Spec 5 L—2008 Specification for line pipe[S]. 2008.
[14] 陈小伟,张远生,王旭,等. X80 钢制管前后强韧性变化规律研究[J]. 焊管,2013,36(2):23-28.
[15] 赵春友. COE 中直径直缝双面埋弧焊管的研制与生产[J]. 钢管,2014,43(4):33-37.
[16] 吴忧,袁志善,刘志强. X80 级管线钢管板状与圆棒试样屈服强度差异分析[J]. 焊管,2008,31(3):73-75.
[17] 吴金辉,李云龙,王长安,等. 制管预应变对管线钢拉伸性能的影响[J]. 焊管,2011,34(3):33-37.
