车削小型轴承内孔用机夹刀的改进
2015-04-14曲龙滨
王 蒙,王 伟,曲龙滨
(1.哈尔滨轴承集团公司 精益办公室 ,黑龙江 哈尔滨150036;2.哈尔滨轴承集团公司 工具分厂 ,黑龙江 哈尔滨150036;3.哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
车削小型轴承内孔用机夹刀的改进
王 蒙1,王 伟2,曲龙滨3
(1.哈尔滨轴承集团公司 精益办公室 ,黑龙江 哈尔滨150036;2.哈尔滨轴承集团公司 工具分厂 ,黑龙江 哈尔滨150036;3.哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
通过对原有车削小型轴承内孔用机夹刀的特点进行分析,指出其存在的不足并进行了改进,使刀具材料利用率和加工效率进一步提高。
小型轴承内孔;机夹刀;车削;对刀
1 前言
车削内孔工序在轴承套圈加工中是经常遇到的。原始的焊接刀具在大批量生产中基本不再使用,因为操作者磨刀、换刀都费时费力,且需要一定的技术才能达到要求。随着数控机床的飞速发展及加工精度的提高,要求更换刀具简单、快捷及方便,且更换后刀具的几何尺寸与更换前相同,避免手工刃磨造成的刀具几何尺寸误差及安装刀具造成的误差。从操作较为简单和效率方面考虑,原有内孔都采用机夹刀车削,如图1 所示。这种机夹刀刀片有四个切削刃或五个切削刃(本文以四个切削刃为例介绍)。当一个切削刃磨损后,将压紧螺丝松开后取下刀片,转换角度使用另一个切削刃即可。在四个切削刃磨损后须更换刀片,刀片如图2所示。对其不足之处进行了相应改进。
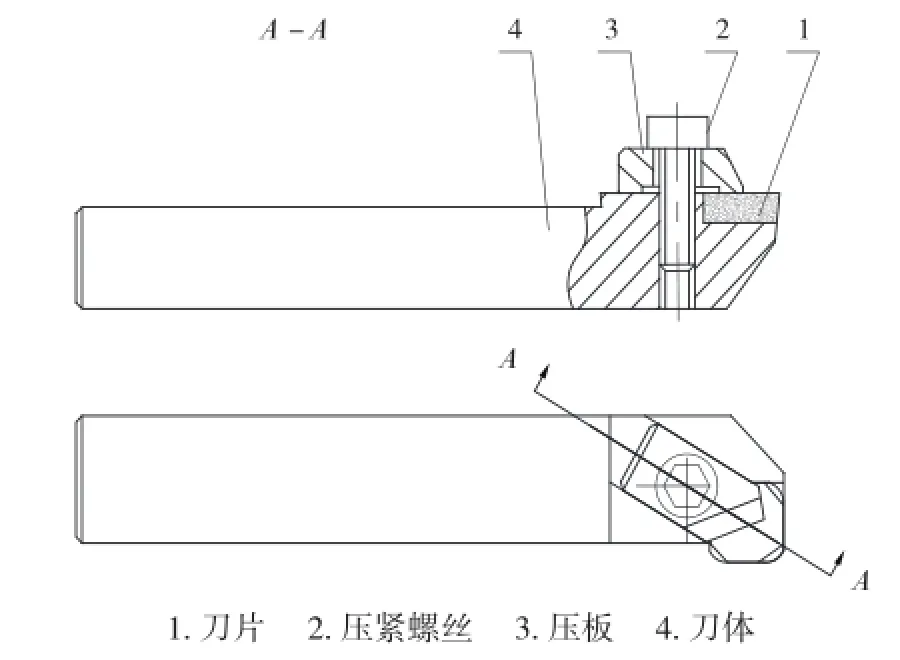
图1 原有机夹内孔刀结构示意图

图2 原有刀片结构示意图
2 原有机夹内孔刀介绍
切削刃在切削过程中的状态如图3所示,只有主切削刃参加切削,副切削刃基本上不参加切削,整个刀片并没有完全参加切削 ,也就是说整个刀片除4个切削刃有用外,其余除了起连接支承作用外并没有起到切削作用,可见刀具材料并没有被充分利用。

图3 切削刃在切削过程中的示意图
3 改进后机夹内孔刀介绍
3.1 刀具结构
从既满足使用要求又降低刀具成本考虑,刀体等部件均采用45 钢。并且经热处理以提高其强度及耐磨性。从刀具结构看刀体的截面等同于原有内孔刀截面。在保证刀具正常切削情况下,刀体的几何尺寸尽可能小一些。因为刀具的使用前提是必须保证刀具的安装高度与主轴的中心高度基本一致。如果刀体几何尺寸过大,使得刀具在不同机床使用时中心高无法保持一致,就缩小了刀具的适用范围。在满足刀具刚性的前提下,尺寸小在刀体下面增加刀垫来保证中心高一致,使得刀具的使用范围大大增加。车削内孔时,尺寸较小的刀具有利于排屑,并且利于刀具设计的系列化与标准化。刀具结构如图4所示。

图4 改进后内孔刀结构示意图
从结构上看,刀片形状由原来4边形改成圆形,切削刃由原来的4个变成任意个(理论上)。刀具磨损后,操作者只需先将压紧螺丝松开,将刀片转动一定角度后,再将压紧螺丝重新压紧即可。
3.2 刀具角度的选择
刀具见图5所示。刀具前角:γ取8~ 12°, 后角α取8~ 9° 。
刀具尺寸及前角γ、后角α是根据切削Gr15材料及工件内孔尺寸范围在40~50mm内选取的。如果工件尺寸较小时,刀片尺寸也相应减少,刀具强度将受到影响,无法保证正常切削。工件内孔尺寸过大,切削力也将增大,须增加刀具尺寸,这样刀具材料浪费会较为严重。
从图5看出,刀片全部切削刃都能参加切削(理论上),大大提高了刀具材料利用率,有利于刀具标准化和系列化。

图5 刀片图
从刀具结构不难看出,虽然刀具材料略有增加,但刀具体积也随之增加。刀具在切削中产生的热量由工件、铁屑及刀具散发出去。当刀具的体积增大时,在切削速度、切削深度、走刀量等切削用量不变的前提下,刀具带走的热量也相应增加,有利于提高刀具的寿命。另外,刀具体积增大也相应地增加了刀具刚性,减少了刀具在加工中的振动,提高了工件尺寸精度及表面光洁度。
由于刀具几何形状是圆形的,圆形的模具使用车床、磨床加工即可,加工简便,效率及精度容易保证,使得模具的加工成本大大降低,从而降低了刀具的成本,有利于刀具的大范围推广使用。
4 结束语
改进后的内孔机夹刀通过使用证明,刀具寿命与原有刀具基本一致,换刀时间比原有刀具缩短了许多,进一步降低了劳动强度。但由于改进后机夹刀刀尖角圆弧半径大于原机夹刀刀尖角圆弧半径,切削刃与工件接触面积相对增加,切削力也随之增加,因此,需要机床有更高的刚度。要做刀具寿命试验并严格控制切削用量,避免刀具剧烈磨损产生崩刃,影响刀具整体使用。随着机床加工工艺水平的不断提高,改进后的机夹内孔刀具有广泛的推广价值。当今刀具制造工艺及材料发展也相当迅速,在刀具的体积不变的情况下更换刀具材料也能克服崩刃问题。原来使用的刀具材料为硬质合金YT14,现在采用硬质合金外表面涂层,既保持原来的韧性,同时耐磨性有所提高。此外,刀具采用金属陶瓷材料,也提高了刀具的使用寿命,更有利于机夹内孔刀的大范围使用。
(编辑:钟 媛)
Improvement on mechanical clamping cutter for turning inner hole of small size bearing
Wang Meng1,Wang Wei2,Qu Longbin3
(1.Lean Office ,Harbin Bearing Group Corporation,Harbin 150036,China; 2.Tool Sub-factory,Harbin Bearing Group Corporation,Harbin 150036,China;3.Harbin Hazhou Precision Bearing Manufacturing Co.,Ltd.,Harbin 150036,China)
The shortcomings of original mechanical clamping cutter for turning inner hole of small size bearing were pointed out based on analyzing its feature. The improvement was made so that both material utilization and productivity were increased further.
inner hole of small size bearing; mechanical clamping cutter; turning; cutter alignment
TH133.33,TG712
B
1672-4852(2015)04-0029-02
2015-12-02.
王 蒙(1987-),男,助理工程师.
