泥浆泵用大型圆柱滚子轴承保持架的改进
2015-04-14赵红霞武鹏彪吕国新
赵红霞,武鹏彪,吕国新
(西北轴承股份有限公司,宁夏 银川750021)
泥浆泵用大型圆柱滚子轴承保持架的改进
赵红霞,武鹏彪,吕国新
(西北轴承股份有限公司,宁夏 银川750021)
对泥浆泵用大型圆柱滚子轴承插方孔保持架的结构特点及装配中存在的问题进行了分析, 改进了保持架的兜孔设计,由原来的铆钉限位滚子改为保持架兜孔自锁滚子, 解决了传统装配工艺带来的不足 ,提高了产品质量。
泥浆泵:大型圆柱滚子轴承; 保持架 ; 兜孔; 锁量
1 前言
随着现代钻井技术的不断发展,对泥浆泵的性能要求更高,随之对泥浆泵轴承的性能也就有了进一步的要求。图1是大型圆柱滚子轴承装配图,此类轴承被安装在石油泥浆泵上,整机在野外作业,转速在120 r/min,重载,连续工作,工作温度一般在40~80℃之间。为了能更好地适应市场的需求,我公司对所生产的泥浆泵系列轴承进行了部分优化设计,如对保持架的结构进行了改进。铆钉进行铆合。滚子的凹穴深8mm,凹穴直径φ7.5mm,铆钉直径φ5mm,在兜孔面铆钉露出6mm。当把轴承内套装好后,在轴承径向方向滚子会受到内滚道、外滚道的限位,滚子在兜孔中的最大位移量是0.6mm,滚子的凹穴内径对铆钉不会产生剪切力,因此铆钉不会折断,不会造成
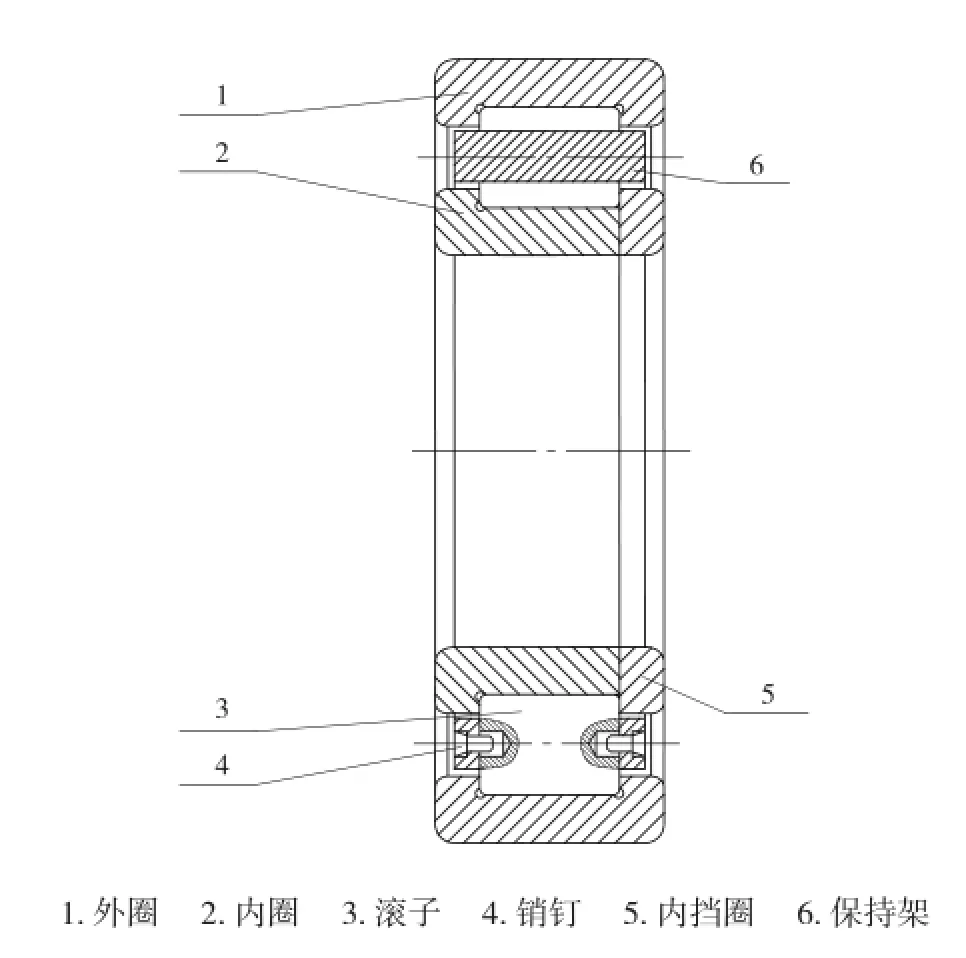
图1 泥浆泵用大型圆柱滚子轴承装配图
2 改进前保持架结构及加工中存在的问题
2.1 改进前保持架结构
图2为该轴承的保持架,整体结构,热膨胀系数一致,机械性能可靠,工作性能稳定。在装配过程中,先将保持架放入外圈,再将滚子由保持架内径方向装入保持架兜孔中,分别装入两面轴承早期失效。铆钉将保持架与滚子连接时,铆钉孔是加工在滚动体的回转中心上,并且是在每个兜孔的中心对称部位。当把滚子装入兜孔中,铆钉孔与滚子的凹穴在一条轴线上,铆钉能够顺利装入。在锁紧铆钉孔时,会在保持架与平台间加一环形衬垫,这样锁紧铆钉保持架兜孔处虽然会产生轻微变形,但是,经过装配锁紧后滚子转动灵活,符合工艺设计要求,因此一般来说会忽略锁紧铆钉时引起保持架发生的这种轻微变形。
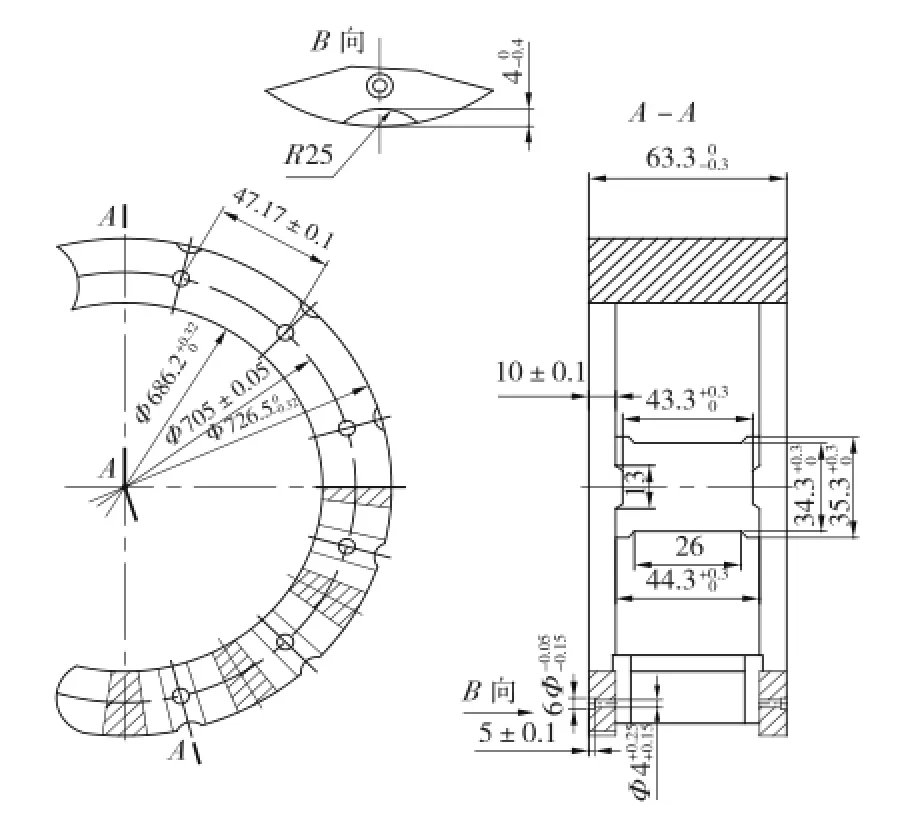
图2 改进前保持架结构
2.2 加工中存在的问题
2.2.1 产品搬运对质量的影响
该保持架在加工过程中工序繁琐,劳动强度大,每道工序都依靠手工操作机床,其加工工序为:铸造毛坯→粗车内外径→细车内外径、倒角→细车切离→细车平切离面、倒角→划线→粗钻兜孔→粗铣兜孔→精铣兜孔→插兜孔圆角→铣油槽→钻铆钉孔→钻铆钉沉孔→打毛刺→喷砂→涂油、包装→入库。保持架在加工过程中要进行多次搬运,此类产品直径在600~980mm之间,粗车毛坯重量在30~80kg之间,产品的材质是ZCuAL10Fe3(铝青铜)。多次搬运增加了工人的劳动强度,在搬运过程中极易出现碰卡伤现象,影响产品外观质量。为了达到产品外观质量,必须打磨产品碰卡伤表面,造成部分表面过多地被打磨,严重影响了产品尺寸的精度,有可能成为影响轴承回转精度的潜在因素。
2.2.2 某些工序影响产品质量的原因
(1)粗钻孔工序。在产品的每个兜孔要进行粗钻孔,在同一兜孔内粗钻孔大小不同,操作者要多次调整钻孔位置,更换钻头,以便给粗铣工序留的铣削量最小,多次装卡增加员工的劳动强度,多次调整产品装夹位置,钳口会留有细微铜屑,造成端面夹伤。
(2)粗铣兜孔工序。在加工产品时,操作者不停地转动铣床径向进给手柄和轴向进给手柄,每铣一个兜孔都要松开、夹紧保持架一次,产生内应力,造成以后的产品变形,同时,工人劳动强度大,每班次可铣保持架3件,生产效率低。
(3)精铣兜孔工序。与粗铣兜孔工序相同,只是重新换一台铣床,存在的问题也相同。
(4)插兜孔圆角工序。插每一个兜孔圆角,操作者都要同时移动径向进给手柄和轴向进给手柄,两手同时进行操作,以手动形式把握进给量,每一个兜孔有四个圆角。每个兜孔都要松紧保持架四次,在插削加工过程中,保持架受到插刀的冲击力较大,所插的部位粗糙度达不到工艺设计要求。另外,加工完一个保持架后,保持架整体变成多边形的形状,造成保持架几何形状发生改变,为确保保持架内外径同轴,还必须进行整圆,增加了工作量。
(5)钻铆钉孔工序。保持架经以上多次工序加工后,需进行整圆,整圆后也存在着变形,原兜孔尺寸垂直度也发生改变,还必须上铣床重新精铣一次兜孔,经人工整圆后,再加工铆钉孔尺寸至工艺要求。但是,放置一段时间后,原来机械加工过程中产生的应力得到释放,保持架又恢复整形前的几何形状,几何形状改变使铆钉孔的中心径尺寸随着发生了改变,在组装轴承时铆钉与滚子凹孔发生接触,滚子会磨损铆钉造成轴承失效。
3 保持架结构及工艺的改进
改进后的保持架结构见图3。根据原保持架结构及加工工艺存在的问题,对原保持架的结构进行改进,去掉铆钉孔,在保持架兜孔上自带锁量,组成外组件,依靠保持架自带锁量对滚动体进行径向限位,控制滚动体的回转中心。当保持架去掉铆钉孔时,滚子的凹穴不用加工,减少滚子加工工序,铆钉也不用加工,从而大大降低了整套轴承的加工成本。同时,可减少保持架加工工序,减少搬运,避免了潜在的质量问题。重新设计加工工艺路线:铸造毛坯→粗车内外径端面→精车内外径端面切离→铣成形兜孔→去毛刺→喷砂→涂油包装→入库。根据新的工艺设计要求,此类产品在数控加工中心上进行加工,装有辅助夹具,加工出的产品等分均匀,产品变形量微小,能够确保产品的尺寸精度。加工中心加工出的产品,锁量工艺尺寸稳定,便于装配,保持架引导更加顺畅,回转更加灵活。对滚子进行限位锁紧,滚子在保持架的兜孔中径向自由浮动,给滚子更多的径向自由移动量。保持架有轻微变形,滚动体能够自动移到回转中心位置不影响轴承的回转。保持架兜孔部位改成圆角,可消除直角时因应力集中的潜在的不利因素,使保持架的几何精度更加稳定。
重新设计工艺,以铣代插,铣出的保持架兜孔内表面粗糙度等级进一步提高,以减小保持架与滚动体之间的摩擦力,达到产品设计要求,减小各兜孔之间的加工误差,使轴承受力分布更加均匀。一次装夹完成兜孔所有的工艺尺寸的加工,减小保持架的变形、多次装夹及搬运所造成的碰卡伤,减轻工人的劳动强度,缩短加工工期,提高产品的质量。
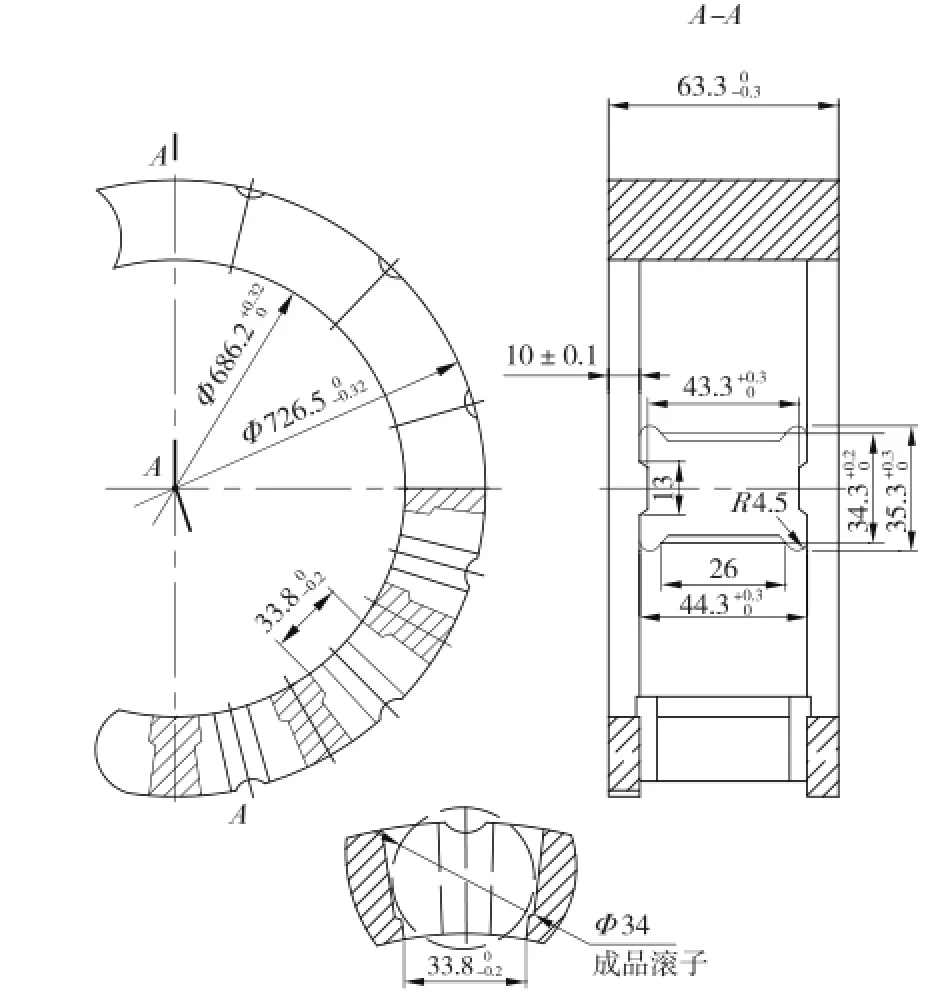
图3 改进后的保持架结构图
4 结束语
通过对泥浆泵用大型圆柱滚子轴承整体保持架的结构改进,减少保持架的加工工序,缩短了加工周期,避免了保持架在多工序加工中的变形量,使保持架能够按设计的要求控制滚动体的转动中心,以及自由转动量。滚动体受力均匀,引导保持架转动,使轴承回转更加灵活,保持架对滚动体径向限位更加可靠,使轴承的使用寿命更加稳定,提高轴承产品质量,带来显著的经济效益。
(编辑:王立新)
Improvement of large cylindrical roller bearing cage used for mud pump
Zhao Hongxia,Wu Pengbiao,Lv Guoxin
(Northwest Bearing Co.,Ltd.,Yinchuan 750021,China)
Through analysis of the structure characteristics of large cylindrical roller bearing cage used for mud pump and the existing problems in the assembly, design of cage pocket was, improved , from the original rivet limit to the roller to keep the cage pocket hole self - locking roller to solve the problem of traditional assembly process, and improve the quality of products. Key words: mud pump; large cylindrical roller bearing; cage; pocket; locking amount
TH133.33+2
B
1672-4852(2015)04-0005-02
2015-10-23.
赵红霞(1982-),女,工程师.