石化炼油装置石脑油加氢保护反应器堆焊层定期检验及缺陷处理方法
2015-04-13秦志辉
修 杰 秦志辉
(广西壮族自治区特种设备检验研究院 南宁 530219)
在1000 万吨/年石化炼油装置中的石脑油加氢及轻烃尾气回收过程,保护反应器是石脑油加氢装置的关键核心设备,为板焊结构,内壁堆焊两层奥氏体不锈钢,制造技术复杂,价格昂贵,长期在高温、临氢环境下运行,装置工艺介质中的H2、H2S、SO2、CS2、NH3及周边大气等气体,均会对装置产生不同程度的腐蚀或破坏。根据不同的腐蚀机理,石脑油加氢-轻烃回收装置压力容器主要发生的损伤类型为:高温硫腐蚀、氢腐蚀、湿H2S 腐蚀、连多硫酸应力腐蚀、氯化物应力腐蚀几种类型。
保护反应器设计及使用参数见表1。
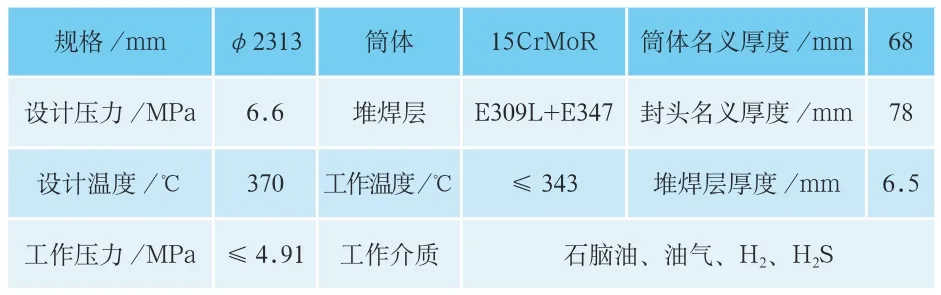
表1 保护反应器设计及使用参数
1 损伤形式分析
1)高温硫腐蚀:腐蚀的因素主要有温度、硫化氢浓度、介质流速、材质以及环烷酸的含量。温度升高促进了硫、硫化氢、硫醇等与金属的化学反应,硫化氢是所有活性硫化物中腐蚀性最大的。因此,无论是原油,成品油或半成品油中所含的硫化氢浓度越高,则腐蚀性越大。由工作条件决定,腐蚀常以均匀变薄的形式出现,但也会发生例如局部腐蚀或高腐蚀速率破坏。
2)氢腐蚀:在装置加氢过程中,温度超过260℃,氢的分压大于689kPa,就有可能发生氢分子在钢的表面分解为原子氢而发生腐蚀。氢腐蚀是原子氢进入钢铁材料,并与碳化物反应生成甲烷(Fe3C+4H →3Fe+CH4),由于甲烷的分子尺寸大而不易扩散,会使甲烷在晶界或相界面等处聚集产生局部高压,形成微裂纹,进而材料脆化。
3)湿H2S 腐蚀:湿H2S 破坏主要影响材料为碳钢和低合金钢,其损伤过程也是跟电化学反应有关,H2S 在水溶液里电离产生H+、HS-、S2-,电化学反应中产生的H 原子进人钢中,引起氢致开裂(HIC)和氢鼓泡(HB)。
4)连多硫酸应力腐蚀:连多硫酸(H2SxO6)环境一般是加工含硫原油的装置在停工期间,残留在设备中的含硫腐蚀产物遇水和氧反应生成,若遇到连多硫酸,就会发生沿晶应力腐蚀开裂。连多硫酸应力腐蚀开裂主要发生在奥氏体材料上。
5)氯化物应力腐蚀:不锈钢和镍合金的应力腐蚀开裂绝大多数是由于氯化物引起的,由于Cl-的存在,可以有效降低金属表面能,穿破钝化膜,加速阳极溶解过程。奥氏体不锈钢的氯化物应力腐蚀一般是穿晶断裂。
2 检验前准备工作
1)按容器停车操作规程,先降压后降温,并用N2置换反应器内的介质。
2)用盲板隔断所有进出气液管道并设置写着“盲板”字样的隔离标志,开罐前应采取抑制含硫原油的装置在停工期间产生连多硫酸腐蚀的有效措施。
3)开启顶盖,卸掉催化剂,卸去进出料弯管。
4)拆除妨碍检验的内件,清除容器内部灰渣、污物等;催化剂床层凸台等表面应清理干净,露出凸台本体;下封头底部污物应全部清除干净。
5)拆除容器封头、弯管和筒体部位保温层。
6)搭设内外部脚手架(层间距为1600mm ~ 1800mm,护栏高度为1000mm),内部为满堂架,从容器器顶部人孔至底部为一竖井通道,专用钢直梯设置在通道内,每层距内壁100mm 铺满跳板,外部铺设并排跳板并搭设护栏,脚手架应牢固可靠。
7)容器外壁受检部位打磨除锈必须采用软砂片,不得损伤反应器器壁。受检焊缝及其两侧各150mm~200mm 范围内必须打磨露出金属光泽,以满足磁粉检测和超声波检测要求。
8)容器内壁堆焊层表面油污必须用高压水(Cl-含量小于25mg/L)冲刷和清洗,并采用软砂片和不锈钢丝轮打磨至露出金属光泽(不允许损伤堆焊层面),以满足表面检查和渗透检测要求。
9)容器内气体经取样分析达到含氧量应当在 18%~23%(体积比)规定及办理进罐证后,方可进罐检验,同时罐外人孔应有专人负责监护。
10)容器内照明电源电压不得超过36v,进入容器内部使用的工具和仪器必须用绝缘电缆作电源导线,从容器筒壁及底部开口处,安装轴流风机或送压缩空气,以保证容器内空气流通。
3 检验方法
3.1 宏观检查
检测容器本体、对接焊缝、接管焊缝、热偶套管处焊缝部位的裂纹、过热、变形、泄漏等,焊缝表面(包括近缝区)以肉眼或5 ~10 倍放大镜检查裂纹;容器的裂纹最易发生在形状、尺寸突变处或焊缝附近,特别是应力集中的地方,应检查管口、管程隔板、浮头盖是否有裂纹。
3.2 测厚检查
1)上下封头:在上、中、下三个位置,在0°、90°、180°、270°四方位测定。
2)筒节抽查:在距环焊缝一定位置,在0°、90°、180°、270°四方位测定。
3)人孔及所有容器的接管:在同一截面四方位 测定。
4)发现有氢鼓包的部位,应测量大鼓包的金属厚度,以确定有效的剩余壁厚。
5)与容器壳体进口及其接管部位、邻近入口防冲板的容器壁内表面可能会受到侵蚀或冲蚀,应当重点测厚。
6)气液相交界(或液面波动)部位应当测厚。
3.3 无损检测
●3.3.1 超声检测
1)焊缝的超声检测
(1)筒体环焊缝抽查至少两环缝;
(2)筒体纵焊缝抽查至少两个纵缝全部;
(3)接管与上封头连接的纵焊缝全部;
(4)接管与筒体或下封头连接的纵焊缝全部;
(5)下弯管弯头管段相连接的环缝。
对超声扫查区域进行100%直探头扫查,然后利用K1、K1.5 探头进行两次重复扫查,必要时还应采用手工串列扫查,以检出垂直表面的缺陷。
2)堆焊层剥离的超声检测
从外壁进行,需要精确定位定量时,应从堆焊层一侧采用双晶直探头来测定,检测区域:
(1)上封头100%检测;
(2)筒体抽查大于30%区域(应包括部分铁素体含量超标区);
(3)下封头抽查可探测区域。
3)堆焊层层下裂纹的超声检测
从外壁进行,需要精确定位定量时,应从堆焊层一侧采用双晶直探头来测定,检测区域:
(1)上封头100%检测;
(2)筒体抽查大于30%区域(应包括部分铁素体含量超标区);
(3)下封头抽查可探测区域。
采用双晶直探头检测时应在工件表面按90°方向进行两次扫查。
●3.3.2 磁粉检测
检测部位(外部):
1)筒体环焊缝抽查50%;
2)筒体纵焊缝抽查两个纵缝全部;
3)人孔与上封头连接的焊缝全部;
4)接管与筒体或下封头连接的焊缝全部;
5)下弯管弯头管段相连接的环缝;
6)下封头与裙座连接的角焊缝;
7)上封头两只吊耳与筒体连接的角焊缝。
●3.3.3 渗透检测
检测部位(内部):
1)上封头堆焊层区域50%检测;
2)下封头堆焊层抽查100%;
3)筒体堆焊层抽查约50%以及铁素体含量超标局部区域。
4)人孔内壁堆焊层100%;
5)支持圈或凸台与堆焊层连接的角焊缝。
3.4 硬度测定
硬度测定属于理化检验项目,根据宏观检验及资料返修记录确定硬度测定部位,对检验过程中发现缺陷的部位进行硬度测定,在湿硫化氢应力腐蚀环境中使用的设备和第一道法兰前的接管应进行硬度检测抽查。进行硬度测量时,应在同一位置进行3 次测量,当测量值中的某一值与其他值相比存在较大偏差时,应在该位置附近再次测量进行确认,以判断是测量误差还是材料本身问题。
3.5 堆焊层铁素体含量测定
采用便携式铁素体仪进行测定,并用图表记录堆焊层铁素体含量测定结果。
检验部位:
1)内壁堆焊层有补焊的部位以及过渡段手工堆焊 部位;
2)内壁堆焊层有超标缺陷部位;
3)内壁堆焊层表面出现表面裂纹部位。
4 实际检验实例
4.1 检验发现缺陷情况
某石化公司开展大检修,在石脑油加氢-轻烃回收装置全面检验过程中,发现保护反应器(位号190-R102)存在如下缺陷:
超声波检测,在球形下封头与筒体环缝3A 焊缝发现一内部缺陷如图1 所示,定性为面积型缺陷,A 型超声显示为深度55mm,长度65mm,波幅高度SL+23dB;TOFD 检测显示深度53mm,长度130mm。在该环缝3A 内部同部位堆焊层表面经渗透检测发现裂纹一处,位置距卸料口轴线逆时针方向约1930mm,长度30mm;采取打磨措施,打磨1mm、2mm、3mm 深度时,分别做了3 次渗透检测,发现裂纹未能消除,长度延长为48mm。

图1 3A 局部放大图
4.2 缺陷处理措施
针对该压力容器存在的缺陷,检验人员向使用单位出具《特种设备检验意见通知书》,建议由原制造单位对堆焊层表面裂纹缺陷分析原因后打磨消除,并视打磨深度确定返修方案。要求原制造单位施工前应当向压力容器使用登记机关书面告知。并且备齐相关资料向监检单位办理申请维修监督检验的手续。维修方案须由本单位技术负责人审核批准,并经原设计单位或者具备相应资格的设计单位同意。返修方案应符合产品图纸的制造技术要求(如:材料、热处理、无损检测等),对需要焊接返修的缺陷应分析产生的原因,提出有效预防措施。针对返修部位须编制切实可行的焊接、无损检测、热处理工艺,进行焊接工艺评定验证。
4.3 返修控制要点
●4.3.1 确定缺陷位置并打磨消除
1)对表面裂纹进行打磨,打磨后进行核级PT检测,按JB/T 4730.5—2005,Ⅰ级合格,彻底消除裂纹。
2)对检验发现的内部缺陷进行UT 复查,确定上述打磨是否已经消除同部位内部缺陷。
3)对缺陷部位及附近区域进行UT 测厚,实际厚度小于图纸要求的最小厚度,需对基层进行补焊。
●4.3.2 修复方法
在消除焊接裂纹后,采用砂轮打磨修复部位,打磨后用光谱分析仪区分出基层和耐腐层。
按JB/T 4730.5—2005 进行PT 检测,Ⅰ级合格。
●4.3.3 基层修复
1)清理焊接坡口油污,待修复区进行消氢处理,300mm 范围加热至300℃保温1h,待降至100℃时进行补焊。
2)基层补焊采用焊条电弧焊,焊条选用R307C,工艺参数如下:
R307C φ3.2 I=90~120A,U=20~24V,V速≥100mm/min,焊工资格:SMAW-FeII-2G-12-Fef3J。
3)后热 (250~350)℃×2hr
4)后热24h 后,对补焊后的基层打磨,打磨光滑后进行PT100%及UT100%检测,分别按JB/T 4730.5—2005,Ⅰ级合格,JB/T 4730.3—2005,Ⅰ级合格。
●4.3.4 堆焊层修复
1)清理油污,过渡层焊前预热≥150℃。
2)堆焊层采用焊条电弧焊,工艺参数如下:
过渡层:E309L φ3.2 I=90~120A,U=20~24V, V速≥120mm/min
表 层:E347L φ3.2 I=90~120A,U=20~24V,V速≥120mm/min
过渡层:层间温度(150~250)℃,
表层:控制层间温度(5~100)℃
焊工资格:SMAW-FeⅣ-2G-12-Fef4J
3)后热(300~350)℃×2hr。
4)后热24h 后,对堆焊层进行PT100%检测,按JB/T 4730.5—2005 中Ⅰ级合格,UT100%检测。
●4.3.5 热处理要求
采用电脑温控柜控制整个热处理过程。在下封头与筒体环缝部位沿筒体圆周覆盖电加热片24 片,规格660mm×330mm,加热宽度660mm,加热片外包裹保温棉厚度不小于100mm。下封头与筒体环缝部位沿筒体圆周均匀布置8 支热电偶控制温度(热电偶布置尽量在补焊部位)。加热期间,各个开口接管须堵塞严实。
5 结束语
以上分析了石脑油加氢保护反应器失效机理,有针对性的确定了检验方法和重点部位,提出了缺陷处理的要求和返修的控制要点。通过实际检验发现了存在的重大危险缺陷,经各方配合,克服关键设备返修技术难题,成功消除缺陷并返修合格,这对于开展大型石化炼油设备堆焊层的定期检验工作具有实际的指导意义。
[1] TSG R0004—2009 固定式压力容器安全技术监察规程[S].
[2] TSG R7001—2013 压力容器定期检验规则[S].
[3] JB/T 4730—2005 承压设备无损检测[S].
[4] 王召群.热壁加氢反应器内壁不锈钢堆焊层表面缺陷处理方法[J].中国特种设备安全,2006,06:39-41.
[5] 周鹏程.在用热壁加氢反应器不锈钢堆焊层检测[J].中国特种设备安全,2013,03:31-35.
[6] 刘巍.加氢反应器堆焊层的质量控制与缺陷处理[J].石油化工设备技术,2012,01:6-9+69.
[7] 林建荣.加氢裂化反应器的检验及缺陷处理[J].压力容器,1999,03:74-83+2.