汽车变速器上盖拨叉孔扩孔-倒角专用机床工艺方案设计
2015-04-10董淑婧鲁雪岩王余意
董淑婧, 鲁雪岩, 王余意
(大连科技学院,辽宁 大连 116052)
汽车变速器上盖拨叉孔扩孔-倒角专用机床工艺方案设计
董淑婧, 鲁雪岩, 王余意
(大连科技学院,辽宁 大连 116052)
汽车减速器上盖是变速器整体装配中的基础件,其加工质量对变速器的工作精度和性能有着较大的影响,其加工过程是整个变速器制造过程中不可忽视的一步。针对汽车变速器上盖拨叉孔尺寸、位置精度要求均较高,并且孔径小、孔深大、断续孔的特点设计专用加工机床。通过机床“一面两销”的定位夹紧方式使汽车变速器上盖拨叉孔加工精度和效率有所提高,利用导向装置解决加工深孔过程中刀具刚度不足的问题。根据变速器上盖零件的特点,并综合考虑劳动效率、经济性等因素,设计选择特定的切削加工参数和刀具参数。
专用机床;夹具;传动系统;小直径断续深孔
1 减速器上盖拨叉孔精度要求
减速器上盖的材料采用HT200,该材料的硬度为170~220HB,上盖整体质量为6.25 kg。减速器上盖属于壳体类零件,具有结构大致对称、壁厚均匀的特点,其上的拨叉孔呈直线分布,且距离小。被加工拨叉孔的尺寸精度为±0.10 mm;位置精度对定位面的平行度公差为±0.125 mm;三轴孔轴线平行度公差为±0.12 mm。以上精度要求均较高,综合精度要求及结构特点设计加工工序如图1所示。
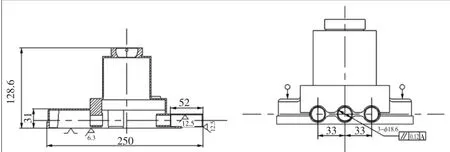
图1 加工工序简图
2 机床工艺方案的拟定
由于被加工零件的精度要求、加工部位尺寸、形状、结构特点、材料、生产率要求等均不相同,因此设计组合机床必须采用不同的工艺方法和工艺过程[1]。
2.1 机床配置型式的确定
考虑到本工序加工孔是非通孔,3个孔呈直线分布,轴线相互平行,因此采用单面加工即可。由于被加工孔中心线与底面平行,为使装卸工件方便,排屑容易,故选用卧式组合机床。另外为了提高加工精度,选用固定夹具。综上所述,最后决定选用带有固定夹具的单面单工位卧式组合机床[2]。
2.2 加工方法的确定
对于一般扩孔加工可达到的精度为粗糙度Ra6.3μm,公差等级IT9~IT10,位置精度±0.10~±0.15 mm。由此可以看出机床刀具完全能满足加工要求。另外,为了提高劳动生产率,采用扩孔、倒角一次加工的方法。用提高机床夹具的导向和定位精度来进一步保证被加工零件的精度要求。
具体措施为:1)选用较大的切削速度和较小的进给量。可降低粗糙度值,进而提高零件的工作性能;2)选用导向装置,提高刚度和精度;3)尽量减小扩孔钻和导套之间、导向套和夹具体之间的配合间隙;4)在不妨碍排屑的前提下,尽量减小导套端面与工件端面间的距离,并严格控制主轴与导向套之间的同轴度。
2.3 夹紧点的选择
由图中可以看出,对于两销孔不仅尺寸精度要求很高,而且还有位置精度的要求。因此,为了有利于整个工艺过程基准统一,使夹紧机构简单,夹紧方便,采用“一面双销”定位。为了使工件在加工过程中不产生移动。保证夹紧可靠,夹紧点应选在定位平面接近加工部位的位置,又考虑到夹紧方便,故夹紧点选在零件的阶梯表面上。为了提高夹紧的平稳性和可靠性,采用液压缸带动的夹紧机构。
2.4 切削参数选择
切削用量的选择:为了做到合理利用刀具,充分发挥其性能,在选用切削用量时,尽可能在允许的情况下选用大切削速度和小进给量,可减少刀具承受的轴向力,从而提高加工精度。但若切削速度过大,进给量过小,会导致刀具磨损加剧[3]。综上考虑,切削用量如下:切削速度V=28.05 m/min;进给量f=0.15 mm/r;切削深度ap=(18.6-15.8)/2=1.4 mm;转速n=1000v/(πd)=480 r/min;进给速度Vf=nf=72 mm/min。
2.5 刀具的选择
根据切削用量计算相应刀具参数[5]:
切削转矩为
M=1.2×6.75·D0.83·f0.68·t0.79·HB0.6=7140 N·mm;
为了提高劳动效率,使加工方便,采用扩孔、倒角复合刀具。刀具材料选用硬质合金。由加工孔深度及其他各部分尺寸确定刀具总长应稍长,刀具的接杆外部分为135 mm,扩孔部分钻头直径d=18.6 mm,导向部分直径d1=21 mm,锥柄为莫氏1号锥度。
3 机床的主要优缺点分析
1)本机床大部分由通用部件组成,在需要时可以部分或全部进行改装。2)本机床是专为加工汽车变速器上盖三拨叉孔设计的。考虑到其中精度不高,可以采用最有效合理的工艺方案。3)本机床采用复合刀具,工序集中,效率较高。4)由于采用液压夹紧、松开,减轻了工人劳动强度,同时也提高了生产效率。5)由于通用部件多,可换性好。
4 结语
由于本机床的加工精度不高,所以成本较低,本机床的负荷率和自动化程度都不高,技术经济好。汽车制造业具有批量大的特点,所以采用组合机床加工其零部件,具有很好的经济性,但是随着科技的不断发展,产品改型的周期越来越短,这就对组合机床提出了更高的要求。我们应该提高组合机床的柔性,使之适应更多零部件的加工。
[1]李月琴,任新梅,弓申.变速箱上盖拨叉孔钻扩铰三工位组合机床设计[J].制造技术与机床,2010(7):67-70.
[2]大连机床研究所.组合机床设计[M].北京:机械工业出版社,1975:21-50.
[3]大连机床研究所.组合机床设计参考图册[M].北京:机械工业出版社,1975:72-80.
[4]陈懋圻.机械制造工艺学[M].沈阳:辽宁科学技术出版社,1984:115-200.
[5]王信义,计志孝,王润田,等.机械制造工艺学[M].北京:北京理工大学出版社,1990:159-175.
(编辑 昊 天)
U464.133
A
1002-2333(2015)11-0033-02
大连科技学院校教改项目(教改1404)
董淑婧(1981—),副教授,硕士,研究方向为机械加工工艺。
2015-06-15
