两种集聚纺纱线性能对比分析
2015-04-09蒋仕培
蒋仕培
(江苏双山集团股份有限公司,江苏射阳 224300 )
集聚纺技术是基于传统环锭纺基础上的一次实质性的技术飞跃,是在环锭细纱机上进行改造的一种新型纺纱技术[1-3]。近几年又得到了飞快的发展和进步,各种新型集聚纺不断被研制,江南大学和常州恒基纺织机械有限公司联合研制的全聚纺是其中一种[4]。全聚纺是一种新型集聚纺系统,该系统通过采用一种大直径窄槽式负压空心罗拉代替环锭细纱机的前罗拉,并配合相应专件以及吸风系统及其配套组件的整体优化设计,全面提高吸风系统集聚负压利用效率,从而改善成纱质量,减少系统能耗[4]。
1 高速摄影技术简介
高速摄影技术是以高频记录高速运动过程的一种方法,将获得的信息以一帧帧图片记录,在指定的软件上慢速放映,实现被记录运动对象的慢速回放过程[5]。高速摄像可以实现短时间内对高速目标运动过程的采集,采集完的片段以较慢的速度放映,所记录的目标运动过程可以被缓慢、清晰地呈现出来。本实验是利用高速摄影技术拍摄纤维束在全聚纺与网格圈型集聚纺的集聚区的运动过程,分析对比不同集聚方式对纱线质量的影响。
高速摄像机的工作原理是:被记录的高速运动目标受到强光的照射产生反射光,其中一部分光可以透过高速成像系统的成像物镜成像后,落在光电成像器件的像感面上,光电器件快速响应像感面上的目标像,实现图像的光电转换,最终将带有图像信息的各个电荷包转移到读出寄存器中,读出信号可以经过信号处理后传输至电脑中,图像通过电脑读出并将结果输出[6]。
2 纺纱实验
2.1 实验原料
实验选用干定量为4.5g/10m的纯粘胶粗纱,定量为3.54g/10m的纯棉精梳粗纱。
2.2 实验方案
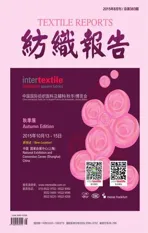
分别在全聚纺及网格圈型集聚纺装置上纺制9.8tex的粘胶纱和7.3tex的纯棉纱。全聚纺纱和网格圈型集聚纺纱均在经过改造的DTM129型细纱机上纺制。具体纺纱工艺参数如表1所示。
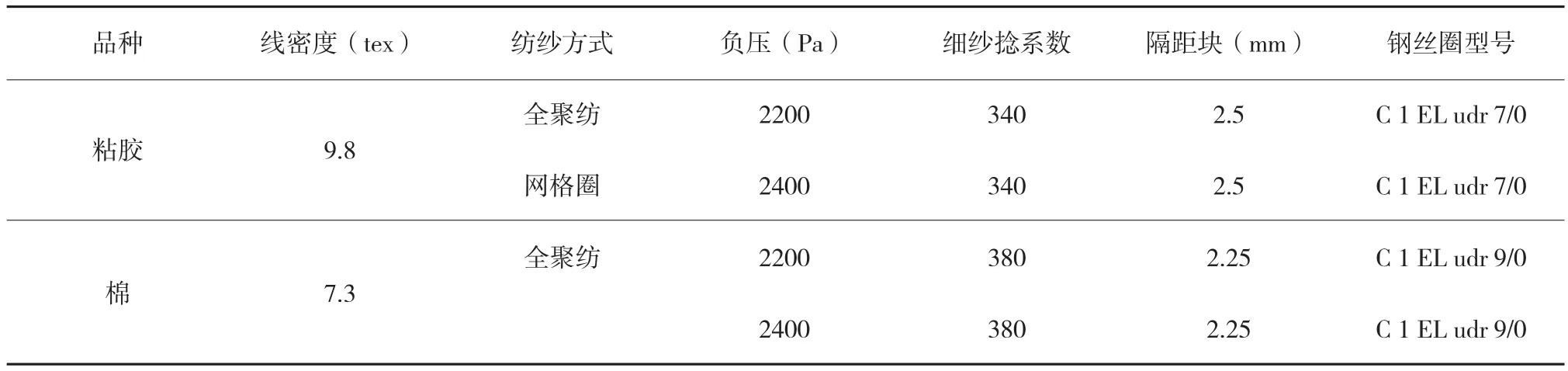
表1 纺纱工艺
2.3 实验测试仪器及测试条件
实验主要对纱线的毛羽、强力、条干等性能指标进行测试,使用YG135G型条干检测仪测试纱线的条干指标,棉纱测试速度是200m/min,时间为2min,粘胶纱测试速度为100m/min,时间为2min;采用YG172A型纱线毛羽测试仪测量纱线的毛羽指数,测试速度30m/min,片段长度10m,每管随机测量10个纱线片段;YG063型全自动单纱强力仪测试纱线的强力,记录纱线断裂强力。所有试样的测试环境:温度(20±2)℃,相对湿度(65±2)%。
3 实验结果及分析
3.1 纱线性能的测试结果
采用两种不同纺纱方式纺制9.7tex的粘胶纱和7.3tex的纯棉纱,测试的纱线的性能指标结果如表2所示。
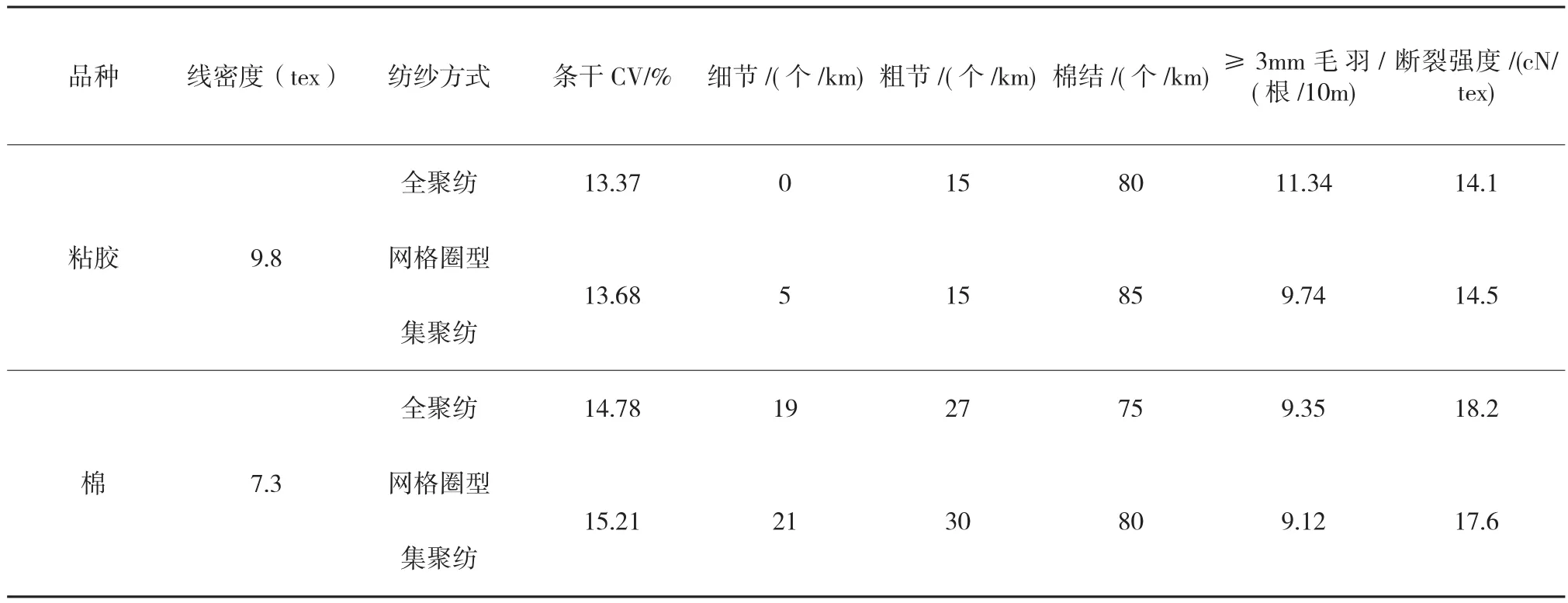
表2 两种纺纱方式纺制粘胶纱的测试结果
3.2 集聚区形态分析
利用OLYMPUS i-speed3高速摄影机拍摄全聚纺和网格圈型集聚纺9.8tex粘胶纱和7.3tex棉纱时集聚区内纤维的运动过程。然后将拍摄的视频片段在i-SPEED Viewer软件上以低帧数放映,采集集聚区内纱线运动的片段图片,粘胶纱全聚纺图片如图1所示,粘胶纱网格圈型集聚纺图片如图2所示,全聚纺棉纱图片如图3所示,网格圈型棉纱图片如图4所示。

图1 9.8tex全聚纺粘胶纱集聚区形态
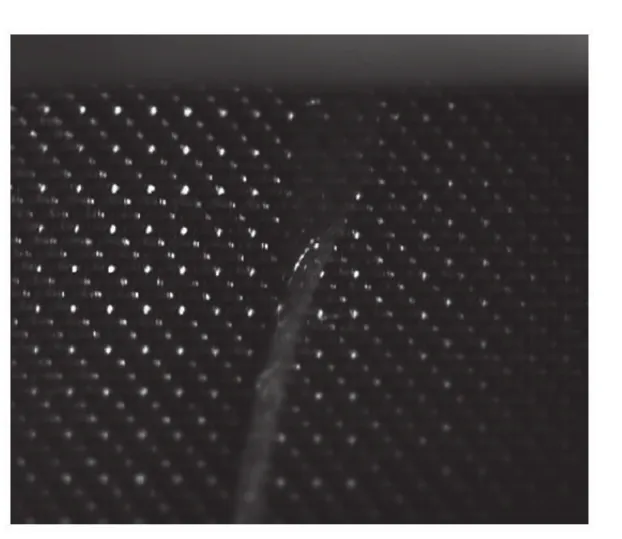
图2 9.8tex网格圈型粘胶纱集聚区形态

图3 7.3tex全聚纺棉纱集聚区形态
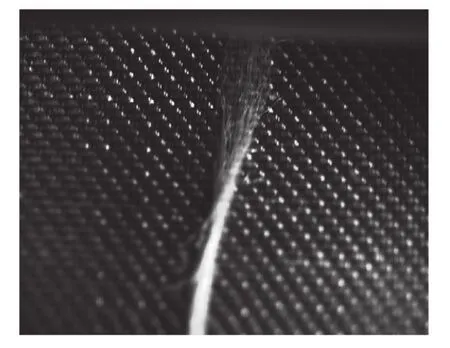
图4 7.3tex网格圈型棉纱集聚区形态
3.3 实验结果分析
3.3.1 粘胶纱实验结果分析
从表2中可以看出:与网格圈型集聚纺纺制的9.8tex的粘胶纱线相对比,全聚纺粘胶纱的条干有所改善,3mm有害毛羽较多,强力略低。对于成纱条干:图1中全聚纺装置纺制粘胶纱时,粘胶纤维在气流导向片的作用下向中间平移集聚,而图2中网格圈型集聚纺集聚区内粘胶纤维在负压作用下向左翻转集聚,因此全聚纺装置纺纱时,粘胶纤维须条有一定的宽度使纤维排列均匀,集聚时纱线均匀度较好,故全聚纺纱线的条干有所改善;对于成纱毛羽:网格圈型集聚纺装置纺制粘胶纱时,粘胶纤维紧贴在网格圈表面上,沿着气流导向槽的方向向左翻转,边缘纤维的头端基本都被卷绕到纱线的主体内,而全聚纺装置集聚区粘胶纤维边缘纤维不易卷入纱体内,故全聚纺的有害毛羽较多;对于成纱强力:由于全聚纺纺制纱线时纤维在纱体内排列比较均匀,纱线断裂时,增加了纤维的断裂同时性,但是纤维间的抱合力不强,而网格圈型集聚纺纺制纱线时,纤维翻转集聚,纤维间存在相互抱合,纠缠,纱线断裂时,纤维间的抱合力较强但是纤维的断裂同时性较少,但粘胶纤维属于长纤维,断裂时,纤维的滑移是主要影响因素,故全聚纺在纱线强力方面较低。
3.3.2 棉纱实验结果分析
从表2中可以看出:与网格圈型集聚纺制的7.3tex的棉纱相对比,全聚纺条干较优,毛羽较差,强力较好。对于成纱条干:在图3中可以看出棉纤维的集聚过程也是平行向中间集聚,图4中网格圈型集聚纺集聚是在纱线向左翻转集聚,与粘胶纱条干较优的原因一样,故全聚纺棉纱条干较优;对于成纱毛羽:从图中可以明显看出,棉纱纤维的边缘纤维数量明显多于粘胶纱线,网格圈型集聚纺在集聚过程中把绝大部分的边缘纤维都卷入了纱线主体内,全聚纺在集聚过程中,边缘纤维在气压作用下,一部分边缘纤维也被顺直带入了纱体中,但还是有少部分纤维露在纱线外面,故全聚纺棉纱的毛羽较差;对于成纱条干:棉纤维属于短纤维,全聚纺使纤维的断裂同时性大大增加,网格圈型集聚纺主要是增加了纤维间的抱合力,棉纱断裂时,纤维的断裂同时性占主要影响原因,故全聚纺的强力相对较好。
4 结论
通过高速摄影技术拍摄粘胶纱和棉纱纺制过程中集聚区内纤维的运动形态,分析了全聚纺和网格圈型集聚纺两种不同集聚方式对所纺制的纱线性能的影响。实验结果表明:与网格圈型集聚纺相比,全聚纺粘胶纱的条干有所改善,3mm有害毛羽较多,强力略低;与网格圈型集聚纺相比,全聚纺棉纱条干较优,毛羽较差,强力较好。
[1]杨 兴, 汪 军, 杨建平. 集聚纺纱的发展现状及展望[J].东华大学学报(自然科学版).2003(2): 65-66.
[2]刘 娜. 紧密纺纱技术简析[J]. 毛纺科技.2006 (7): 26-29.
[3]苑淑花, 李济群. 浅谈紧密纺纱技术的最新进展[J]. 纺织导报. 2008(9): 90-92.
[4]谢春萍, 高卫东, 刘新金, 苏旭中, 朱预坤. 一种新型窄槽式负压空心罗拉全聚纺系统[J].纺织学报. 2013(6):149-153.
[5]曾泳春. 纤维在喷嘴高速气流场中运动的研究和应用[D]. 东华大学. 2003.
[6]孟宣宣. 基于高速摄像技术的光纤激光焊接过程研究[D]. 华中科技大学. 2011.