梅钢一炼钢1# RH 装置的真空泵及加料系统技术改进
2015-04-09吴建龙陈亚文潘朝春方杞青
吴建龙,陈亚文,潘朝春,任 彤,方杞青,张 明
(1.中国重型机械研究院股份公司;陕西 西安710032,2.梅山钢铁股份有限公司,江苏 南京 210039)
0 前言
梅钢一炼钢原有1# RH 装置的真空泵系统性能劣化、真空加料系统容积偏小、高位料仓下的振动给料机频繁出现滑料或卡料等问题,无法满足梅钢一炼钢硅钢生产的工艺要求。
中国重型机械研究院股份公司在尽量减少对现有生产影响的原则下,根据设备现状,提出了合理改造方案。在满足设备正常、可靠运行及生产必须的前提下,优化了设备结构,高效组织工程管理,减少了工程投资。改造后不仅满足了梅钢硅钢的生产需求,也为其它真空精炼设备改造积累了宝贵经验。
1 原装置存在的问题
1.1 真空泵系统问题
原600 kg/h、67 Pa 四级蒸汽喷射泵系统[1]自2002 年8 月投产以来运行至今。由于喷嘴及泵壳不同程度磨损、冷凝器喷头腐蚀老化、系统泄露量加大、系统积灰严重等因素导致真空泵系统排气能力下降明显。关闭真空主阀,切断RH真空槽及加料系统,仅对真空泵系统进行多次测试。系统抽气性能偏离如表1 所示。
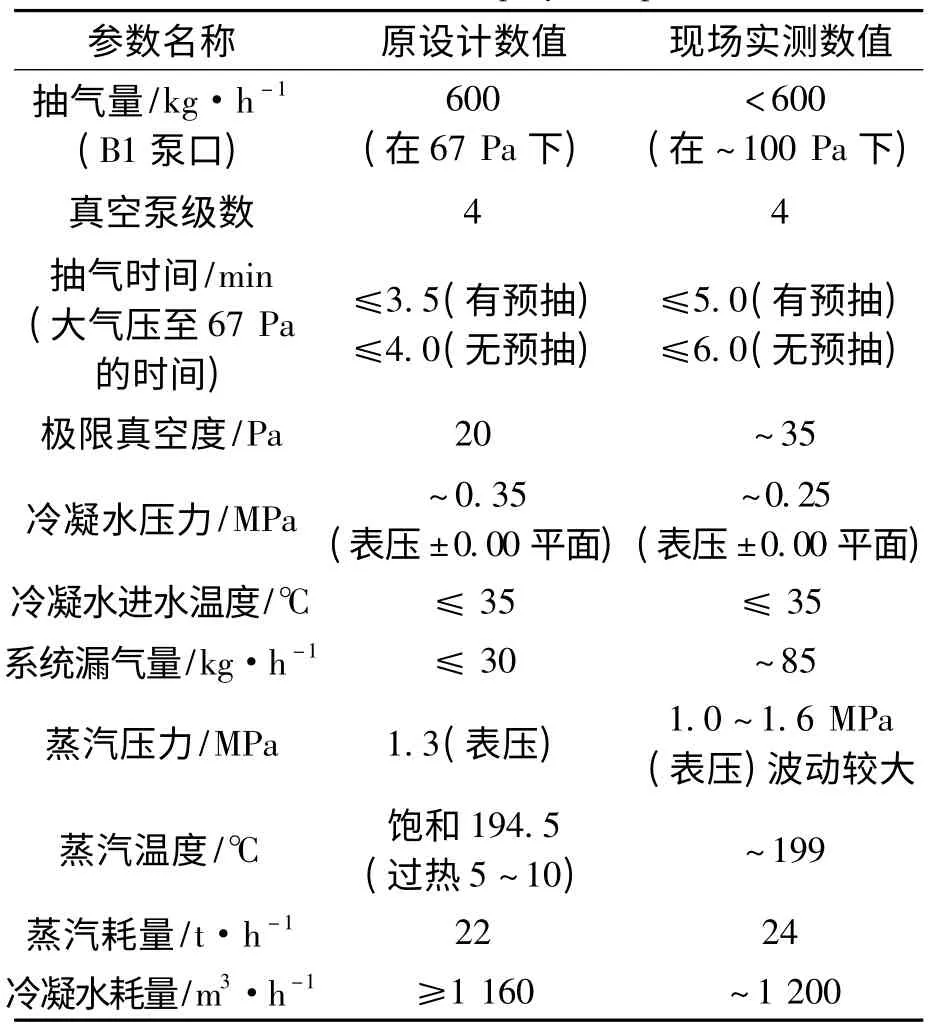
表1 改造前真空泵系统性能参数Tab.1 Old vaccum bump system performance
当打开真空主阀,将真空泵系统与RH 真空槽及加料系统连接。带钢水处理时,加料后系统纯脱气时间加长,30 min 处理时间内很难达到真空度133 Pa 以上。严重制约了加料种类、加料量和加料时间的控制、吹氧量和吹氩量的选择以及高真空脱气时间的保持等硅钢工艺要求[2][3][4]。
1.2 真空加料系统问题
真空加料系统主要包括铝料斗、合金料斗和碳料斗。原铝料斗容积0.75 m3,如图1 所示。合金料斗容积1.0 m3,如图2 所示。在真空状态下,各料斗投料总量过小。其中,铝料仓为大气加料仓,不能在真空状态下接受高位料仓的补料,经常限制铝的加入量,影响钢液脱氧和升温效果。在真空状态下,合金料斗需多次均压才能满足合金量的投放要求,增长了钢液合金化时间[5]。
长期使用后,各料斗内部均有不同程度的磨损,加料路径上存在积料和卡料的现象,同时,设备本体上也出现了穿孔漏气的趋势。

图1 铝料斗结构Fig.1 AL storage structures
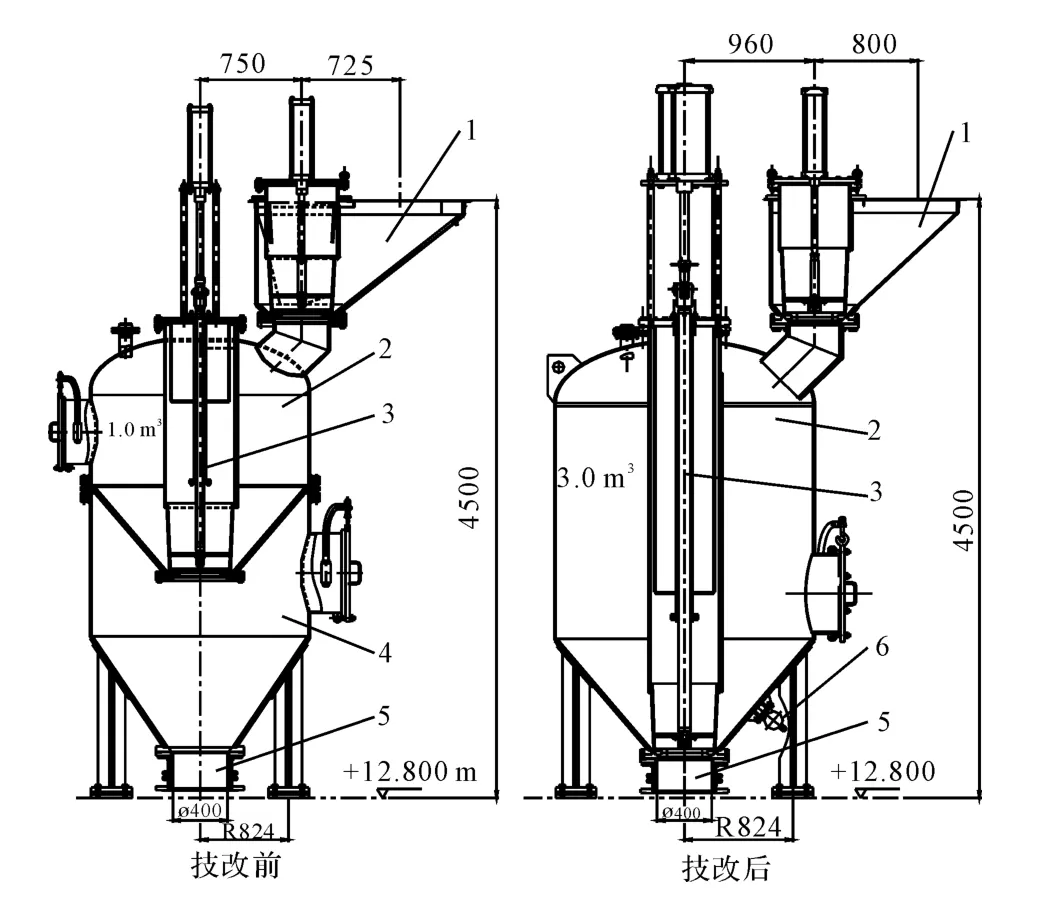
图2 合金料斗结构Fig.2 Alloy storage bin structures
1.3 高位料仓加料系统问题
高位料仓投料角度偏小,不能保证合金料顺利下料。同时,高位料仓下的插板阀投料角度过大,结构不合理,如图4 所示。插板阀开度不易调节,开度较大时,振动给料机停机后,频繁出现滑料现象。开度较小时,振动给料机工作时经常出现卡料的现象。因此,开度较大或较小均无法顺利为真空加料系统补料,严重影响真空加料时间。
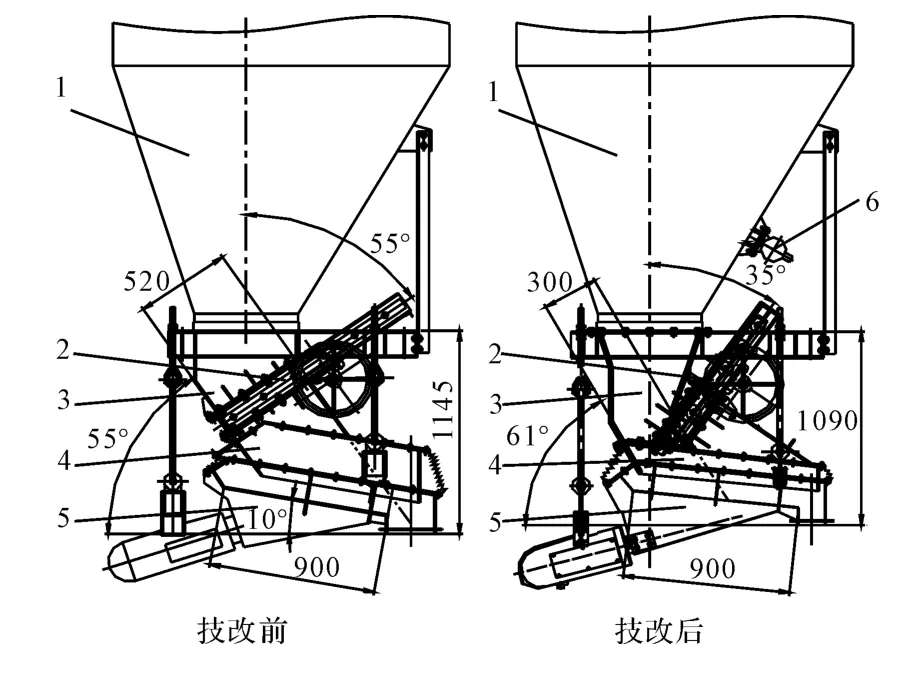
图3 高位料仓加料机构Fig.3 Feeding vavle structures of high level storage bin
2 技改方案与实现
2.1 真空泵系统优化
依据真空冶炼时真空度的实际情况,加大真空泵的抽气能力,才能提升1#RH 的整体性能。技改后的真空泵系统,首先应保证原有的抽气性能不降低,其次抽气能力在浊环水流量不足的前提下增加到700 kg/h 以上。中重院依据真空系统设计模型优化系统参数见表2。
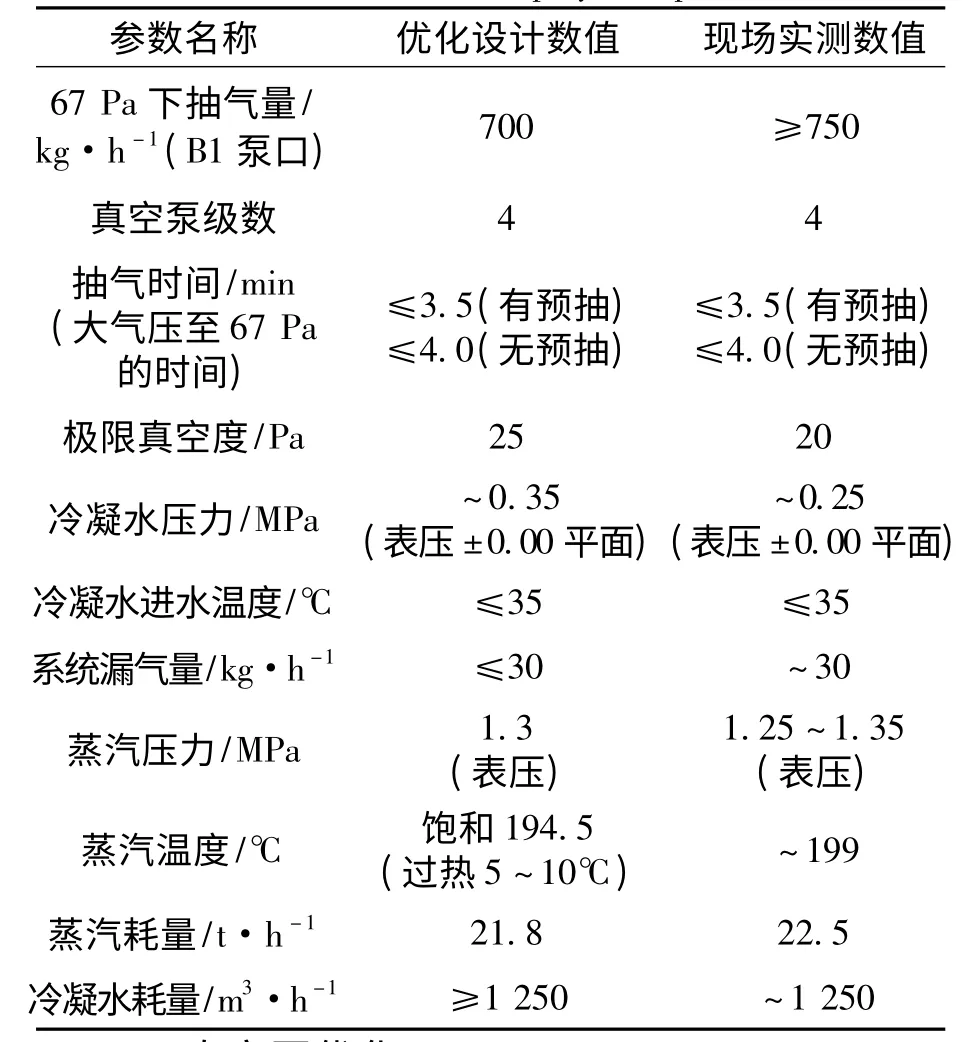
表2 新真空泵系统性能Tab.2 New vaccum bump system performance
2.1.1 真空泵优化
作为应急救护培训体系的主体,高校起到了至关重要的作用。首先,高校应该重视大学生应急救护培训教育,将应急救护培训教育作为一门必修课列入学校教学系统中,设立专项培训教育资金,切实将应急救护培训在全体在校大学生中进行普及。高校可以开展丰富多样、循序渐进的应急救护培训教育,先利用军训的机会向新生进行基础性的应急救护培训教育,再通过专门的应急救护必修课进一步加强教育,在选修课中采用理论加实践的教育模式,在体育课中也可以增设有关应急救护实践的课程,全方位让学生们掌握应急救护知识与技能。针对每个班级,挑选出成绩优异的同学进一步教育、培养,让他们获得资质,成为急救员,保证每个宿舍都有一名急救员。
根据汽水条件,利用中重院真空泵计算模型,调整了真空泵B1 和B2 泵的结构,增大了高真空自然脱碳的排气能力。同时,为现场安装和维护方便[6],在不改变单泵抽气性能的基础上,将B1 和B2 泵分体设计,并增加连接法兰、弹性支撑和吊耳,如图4 所示。
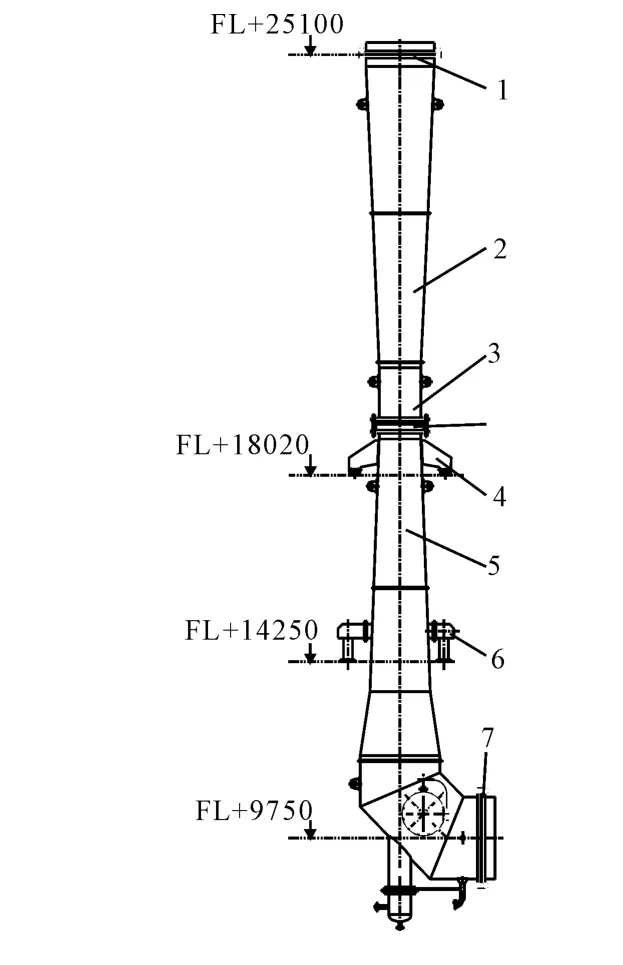
图4 B1/B2 真空泵分体结构Fig.4 The sectional structures of B1/B2 vaccum bump
2.1.2 冷凝器优化
为了达到良好的蒸汽冷凝效果,在不改变原有冷凝器壳体结构的前提下,根据各喷头用水量,利用冷凝器设计模型,调整了喷头喉管直径D1 D2 D3 D4 和喷头间距H1 H2 H3 H4以及分流弧板直径D5 D6。
2.1.3 介质系统优化
(1)保持蒸汽压力不变,将蒸汽用量由原来的21 t/h,适当加大为22 t/h。但仍然小于改造前系统实际蒸汽耗量。
(2)改善蒸汽总管的压力调节阀性能。由原调节阀通径DN150 mm 改为DN200 mm。根据现场实测结果,将原阀前设计压力4.0 MPa 修正为2.5 MPa。阀后压力仍保持1.3 MPa。选用的新KOSO 501G 调节阀更适于真空泵用汽需要瞬间快速调节,稳态精度高的要求[7]。
(3)将原有1160 m3/h 冷却水量,增加到1250 m3/h。根据流速近似原则和蒸汽冷却效率,合理分配各冷凝器冷却水量。经过计算,需要将原C1 冷凝器下部进水口径DN200 mm,增大到DN300 mm。C2 和C3 冷凝器各进水管路不变,但阀门开口度需要适当调节,由现场调试确定。冷凝器喷头结构如图5 所示。
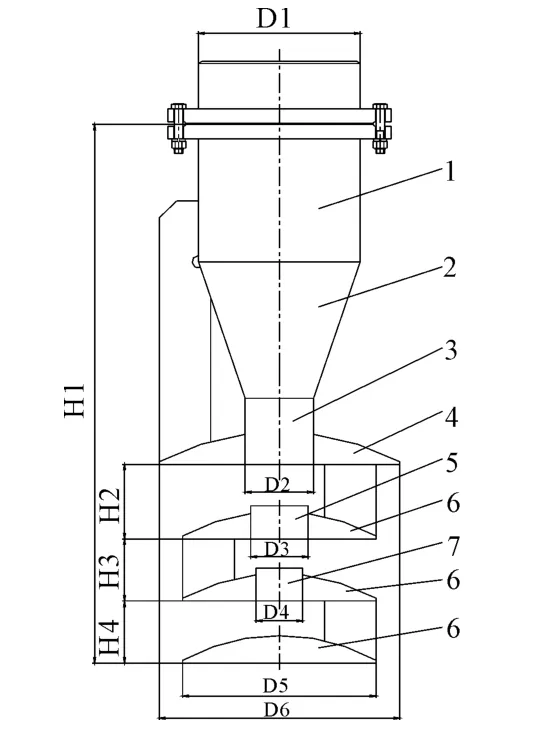
图5 冷凝器喷头结构Fig.5 Condenser shower nozzle structures
2.2 真空加料系统改进
本系统改造时尽量增大真空加料量、保证投料准确度、在现有空间内布置。将1#RH 的C 料斗改为AL 料斗并增加有效容积≥2 m3;增大合金料斗有效容积≥3 m3;保留原有AL 料斗;相应调整合金溜管、伸缩接头及真空料斗的布局;改造后的料斗应能在有限空间内成功布置;高位料仓加料系统在确保加料速度的基础上,避免漏料、卡料。
2.2.1 铝料斗改进
如图1 所示,为了增加AL 料斗有效容积,将原结构中接料斗与锥阀分离的较高结构,改用锥阀在接料斗内布置的紧凑型接料斗结构。使壳体内的称量料斗加大到3 m3,堆料有效容积≥2 m3。考虑称量的可靠性,适当调整有称量传感器位置和安装结构。应业主要求,在称量料斗锥管外壁增加电动振打器,以确保加料速度。为提高机体耐磨性,在接料料斗内测和称量料斗内测设计了高铬铸铁衬板。
如图1 所示,为了能实现AL 料斗在真空状态下可以多次接料和加料功能,同时能够控制加料精度,在不改变原有振动给料机给料功能的条件下,在振动给料机出口,增设一套气动密封锥阀。当接料斗锥阀关闭后,开启该密封锥阀,可以在真空状态通过振动给料机精确向真空槽内加料。当该密封锥阀关闭,接料斗锥阀开启后,可以在大气状态接受来自外围旋转给料机的合金料,准备为下个真空加料周期使用。为提高机体耐磨性,在加料锥管内侧设计了高铬铸铁衬板。
2.2.2 合金料斗改进
如图2 所示,为增加合金料斗有效容积,去除了原结构中的过度料仓,将加料口深度下移,接近+12.8 m 平台,密封锥阀相应加长。同时,将原有料斗筒体直径φ1.6 m 增大到φ1.9 m。最终,合金料斗容积5 m3,堆料有效容积≥3 m3。如图2 所示,为确保投料能力,将原有气缸缸径φ160 mm 增大到φ320 mm,并将密封锥阀拉杆直径由φ60 mm 加大到φ90 mm,锥阀导管相应加长;同时,在料斗锥体上增加了电动振打器。为提高机体耐磨性,在接料料斗内侧、料斗锥体内侧和锥阀导管为侧设计了高铬铸铁衬板。
2.2.3 系统布置调整
本次加料系统的改造需在4.5 m ×5.0 m 钢结构区域内完成。如图6 所示,当原C 料斗被新AL 料斗代替,同时增大合金料斗直径后,布置空间便非常狭小。图中,R4900 mm 是旋转给料机的回转半径。为了能够满足旋转给料机顺利给三个料斗布置投料的要求,首先将新AL 料斗和原AL 料斗本体沿各自加料口中心旋转一定角度,其次将各自的接料斗适当旋转一定角度,并调整合金料斗接料口的定位距离,最后确定三个料斗本体间的维修空间和安装间隙。同时,尽可能小地改动各料斗的加料口中心相对于真空槽接料口的空间位置关系,以确保加料口间管道投料角度均在45°~50°之间。图6 中,真空槽中心到接料口的距离为2074 mm。
2.3 高位料仓加料系统改进
如图3 所示,为了防止振动给料机停振后,高位料仓中的合金漏料,将原宽520 mm 的加料通道减小到300 mm,闸板阀在其间控制加料开度;将加料通道由原55°加大到61°,延缓合金滑落趋势;在通道内增加导料衬板,控制合金移动路径;新选长度900 mm、倾角6°的振动给料机,取代原长度900 mm、倾角10°振动给料机,延缓合金滑落趋势。如图1 所示,为了确保合金加料速度,在高位料仓侧壁增设电动振打器;将原插板阀55°倾角减小到35°倾角。为提高机体耐磨性,在加料通道内侧和插板阀面上设计了高铬铸铁衬板。
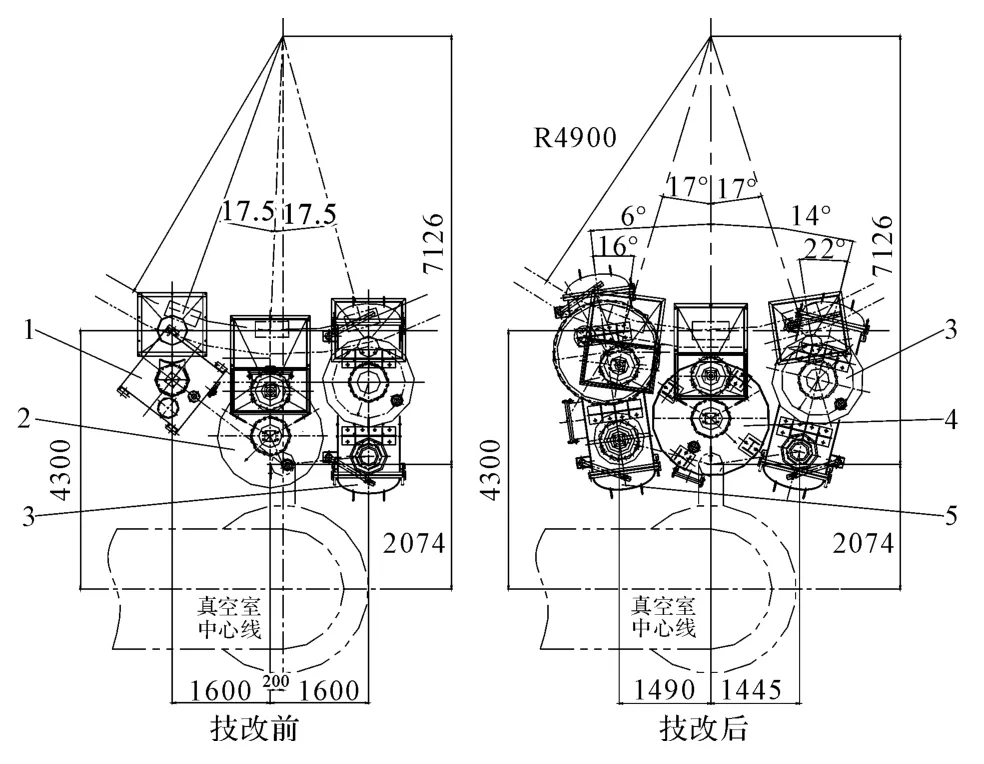
图6 加料系统布置图Fig.6 The layout drawing of vaccum feeding systems
3 改造后的运行效果
实测现场真空泵系统抽气能力得到:在真空度67 Pa 时,大于750 kg/h;极限真空度小于20 Pa。由于采用了四级大抽气量真空泵,使得进入各级真空度的速度明显加快,提高了吹氧脱碳、真空合金反应和高真空自然脱碳效率,缩短了RH 处理时间。为硅钢冶炼时,需要多种、微量、精确加入合金和大吹氧量快速脱碳创造了有利的动力学和热力学条件。节约了高真空处理的时间3~5 min。
实测系统蒸汽流量22 t/h,冷却水大约1250 m3/h。虽然该系统汽水耗量与原系统变化不大,但满足了业主对提高真空泵抽气性能而尽可能小的增加能耗的要求。
真空加料系统实际带料测试后,AL 料斗能够容纳2.2 t,合金料斗能够容纳≥3.5 t,而且各密封锥阀开闭自如,无卡阻,而且气密性良好。大容积、可靠的投料性能,在5~10 min 的真空加料时间内,可自如操作。
4 结束语
新的梅钢一炼钢1# RH 装置的真空泵及加料系统于2014 年4 月底开始进行方案设计,2014 年6 月25 日就完成制造、安装及冷、热负荷试车,仅耗时60 余天。自6 月底正式投入试生产以来,系统运行效果良好。
高位料仓加料系统顺利与老系统替换。通过新的插板阀在0~300 mm 行程内调解加料通道有效截面积,在振动给料机启动投料时,如果高位料仓内下料速度缓慢,适当开启电动振打器。实际测试结果表明,自投产以来12 个料仓加料系统没有发生积料、卡料,金属合金的最大投料能力≥100 t/hr,生石灰的投料能力≥60 t/hr,符合神钢振动给料投料要求[11],功能投用率100%,设备无故障率≥98%。
[1]董伟光.梅钢150tRH 装置的600 kg/h、67 Pa 蒸汽喷射真空泵研制[J].真空,2004(3).
[2]吕铭.RH 精炼炉工艺[J].莱钢科技,2007(1).
[3]赵友军.RH 真空处理过程优化及控制[D],重庆:重庆大学,2003.
[4]程刚.RH 真空处理设备冶金功能的应用[J].武汉:武钢技术,1996(5).
[5]彭其春.涟钢RH 钢水合金化及铝含量控制技术研究[A].第七届中国钢铁年会集[C].北京:冶金,2009.
[6]闫振武.真空精炼设备节能降耗与技术改造[J].冶金动力,2012(6).
[7]工装自控工程(无锡)有限公司.KOSO 501G 调节阀说明书[EB/OL].http://www.koso.com.cn.
[8]杨立强.充分发挥以设计为主体的工程总承包优势[J].石油化工管理干部学院报,2004,12(4).
[9]詹定.设计主导的工程公司在项目总承包或项目管理中的优势[J].中国井矿盐,2010,5(3).
[10]章模英.以业主为主导的工程项目管理模式存在问题及对策探讨[D].成都:西南财经大学,2009.
[11]昕芙旋雅株式会社.振动给料机使用说明书[EB/OL].http://www.sinfo-t.jp/cn.
