一种门盖整体式多点涂胶装置的设计及应用
2015-03-31翟尚荣刘立华
翟尚荣 刘立华
摘要:在汽车制造过程中,涂胶为车身制造的六支柱之一,涂胶质量直接影响整车舒适性。文章主要介绍一种门盖整体式多点涂胶装置的设计及应用,以提高门盖涂胶质量,满足大批量高效率生产。
关键词:车身涂胶;整体式多点涂胶装置;涂胶一致性;涂胶效率;汽车制造;门盖涂胶 文献标识码:A
中图分类号:TS943 文章编号:1009-2374(2015)12-0011-02 DOI:10.13535/j.cnki.11-4406/n.2015.12.006
随着汽车工业的发展,人们对汽车舒适性以及减震降噪技术要求越来越高。在车身制造过程中,门盖占整车60%的外表面,尺寸大、板材厚度薄而且门盖外板与内板、防撞梁、加强筋之间存在着一定的缝隙,汽车运行过程中可能因振动而产生噪音,为解决该问题,需要在门盖外板与内加强板之间增加减震密封胶,经过设备加热固化后,减弱行车中的振动和噪声,以提高整车舒适性。下面针对公司CN车型门盖涂胶设计一种整体式多点涂胶装置:
1 现状
根据市场需求,公司CN系列车型产能需求较高,门盖产能压力较大,其改制前的涂胶现状如下:
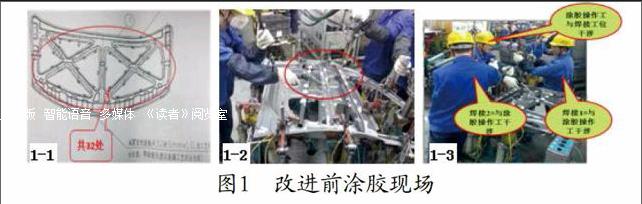
第一,按照涂胶工艺要求,公司CN系列车型每个门盖需涂几十点,四门一盖共计118点,均使用单点涂胶枪涂胶,每点涂胶耗时约1~2秒,单台需要212秒,涂胶效率低,严重影响车身产能输出,如图1-1所示。
第二,单点涂胶量间距不均匀、涂胶位置偏差较大、涂胶量不一致、涂胶量不够且易出现漏涂胶问题,影响涂胶质量及准确性,造成返修浪费,如图1-2所示。
第三,单台车涂胶118点,挤胶、弯腰次数过高,人机工程伤害大,同时,使用单点涂胶工具,员工操作与焊接工位干涉,存在安全隐患风险,如图1-3所示。
2 技术要点、难点
2.1 思路创新
此整体式多级调节涂胶装置是完全自主设计和制造的。根据公司的低成本高价值原则,包含32个涂胶点的简单工位不采用机器人涂胶。如何做到一次性完成多点涂胶的功能成为该技术的要点,而且公司尚不存在与之接近的现成实例可以借鉴,只能大胆创新、全新开发。
根据涂胶工艺布局进行结构设计,先用气管模拟,再用铁管或塑料管连接形成整体多点涂胶机构,经验证可以正常出胶。
2.2 技术难点之一:控制涂胶量
涂胶过多会导致溢胶,污染工位,影响下工序质量及生产效率;过少会产生缝隙,导致密封失败、车门异响,因此胶量不易控制成为该技术的难点。
为此该装置设计了简易实用的出胶量调节阀,用于控制每个管路的出胶量均匀,主要采用沉头螺母直接从钢管外面安装进去,通过松紧沉头螺母来实现胶量的调节。因出胶速度快、管路长,一级胶量调节阀调节能力有限,所以在实际生产中采用多级胶量调节阀。经生产验证,调节效果良好,有效解决控制涂胶量问题。
2.3 技术难点之二:精确控制位置
门盖涂胶工艺复杂,仅发盖就涂32点,涂胶位置偏移、漏涂胶等,会导致减震胶功能失效,影响整车售后质量,因此如何保证一次32点的涂胶位置一致性和稳定性也是技术难题。
通过有效利用门盖内板孔、面定位原理,通过3个定位销及定位面准确定位涂胶位置,很好地解决涂胶定位问题。
3 结构及工作原理
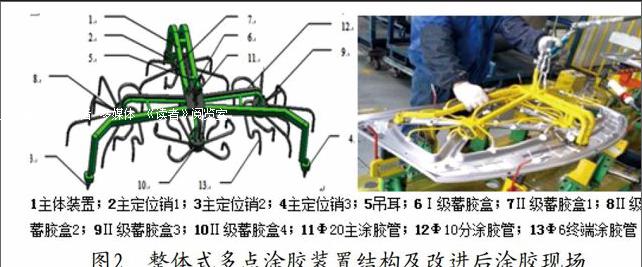
整体式多点涂胶装置的主要结构如图2所示,其工作原理以发盖为例,采用气动平衡葫芦吊通过吊耳吊挂空中,当发盖内板放置到涂胶工位时,将主定位销1、主定位销2、主定位销3放置到对应定位孔内,同时定位销台阶面与零件贴合,实现装置整体定位。人工一只手扶住主体装置,另一只手用胶枪对准Φ20主涂胶管进行注胶操作,胶顺着主涂胶管到Ⅰ级蓄胶盒,分出4个支路,每条支路可通过M10螺钉调节出胶量,由于分支长度不等,通过调节阀保证到达每个Ⅱ级蓄胶盒保持同步。Ⅱ级蓄胶盒通过加强筋固定在主体装置上保证强度,Ⅱ级蓄胶盒1、Ⅱ级蓄胶盒2、Ⅱ级蓄胶盒3分别有9个Φ6终端涂胶管,Ⅱ级蓄胶盒4有8个Φ6终端涂胶管,终端涂胶管在对应Ⅱ级蓄胶盒通过M6螺钉调节出胶量,确保涂胶均匀。当完成一次涂胶,将涂胶装置放置空中,放好胶枪,进入下一工作循环。改制后的涂胶现场如图2所示:
4 实施效果及经济效益
4.1 提升涂胶质量
严格按照涂胶工艺布局设计,分级控制出胶量,保证所有出胶量均匀,间距稳定,保证涂胶质量一致性;使用该装置后涂胶准确度及质量合格率由83%提升100%,消除漏涂胶问题,大大降低返修成本。
4.2 提高涂胶效率
整体式多级调节涂胶装置已应用在公司CN系列门盖焊装生产线上,之前的单点涂胶工具与整体式多级调节涂胶装置单台涂胶时间相比是212秒∶49秒,涂胶效率提高到原来的4.3倍,单台节约163秒,依据人均工资计算预计节约412390元/年。
4.3 降低涂胶成本
通过多级调节阀,可根据实际生产情况随时调节出胶量,避免涂胶量过多和过少,确保涂胶均匀、稳定,减少了零件的故障率和返修率,降低了生产用胶成本,经过数据统计单台节约胶量48g/台,预计节约金额344160元/年。
4.4 消除安全隐患,改善人机工程
该装置一次性完成涂胶,大大减少弯腰次数,降低人机工程伤害,同时通过工艺及线平衡优化,消除与焊接干涉引起的割伤、碰伤等安全隐患。
4.5 性价比高
整套机构所使用材料为普通钢管和内六角螺栓,采购方便,制造成本低廉,便于广泛使用,同时由车间主导设计制造,省去了外包设计与加工制造费用,相对于购买自动涂胶设备节约大量资金。如:某车型发盖减震胶使用了专业公司设计的自动涂胶系统,造价75万。
4.6 标准化操作
更改相关工位的SOS/JES标准化操作文件,确保员工按标准要求使用多点涂胶工具,保证涂胶量一致及位置正确。更改相关工位的TPM,增加涂胶工具内容点检,确保涂胶机构有效运行,满足生产过程中涂胶量
一致。
5 结语
整体式多点涂胶装置已经投入到我公司CN系列车型门盖生产中使用,收到了很好的效果反馈,同时该涂胶装置的成功开发大大增强了公司在涂胶工艺方面的经验储备,培养和锻炼了一批年轻并具有创新精神的技术人员和技师队伍,推动了企业创新精神的持续进步,对公司后续车型的涂胶工艺具有很高的借鉴价值,其简单性、高适应性的特点极易在未来众多车型涂胶工艺中得到广泛推广。
参考文献
[1] 闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[2] 杨永萍.汽车减振降噪控制技术的研究[J].兰州工业高等专科学校学报,2006,(4).
[3] 郝江,杨光,蔡文华.焊装车身涂胶现状浅析及新型胶应用介绍[A].2012年安徽省汽车工程学会年会论文集[C].2012.
作者简介:翟尚荣(1984-),男,山西芮城人,上汽通用五菱汽车股份有限公司助理工程师,研究方向:白车身尺寸控制、车身质量问题解决、焊接质量管理、降本增效,车间现场持续改进、MD/ME技改等。
(责任编辑:周 琼)
