挤出工艺条件对β成核剂改性PPR的影响
2015-03-28张世鑫王益龙何昌平
张世鑫,王益龙,何昌平
(大连理工大学化工学院高分子材料系,辽宁省大连市 116024)
无规共聚聚丙烯(PPR)的分子链柔顺性和韧性好,目前主要应用在室内给水管道和供暖管道领域[1];但在使用过程中发现,PPR管存在低温发脆问题,在北方的冬季生产、存储、运输和安装使用PPR管过程中易发生脆裂,严重影响其应用[2]。解决该问题的有效途径是对PPR改性,即通过加入β成核剂使PPR在普通加工条件下自然生成的α晶部分诱变成β晶,达到显著提高PPR管低温抗冲击性能的目的[3-5]。本工作采用N,N′-二环己基对苯二甲酰胺(DCHT)作β成核剂,研究了不同挤出工艺条件下其对PPR的成核效果。
1 实验部分
1.1 主要原料
PPR,R200P,韩国晓星公司生产;β成核剂,DCHT,按文献[6]合成。
1.2 主要仪器与设备
SJ-20/25型单螺杆挤出机,上海轻工机械有限公司生产;CTE-35型双螺杆挤出机,科倍隆科亚(南京)机械有限公司生产;DSC-204型差示扫描量热仪,德国Netzsch公司生产;D/Max-2400型全自动X-射线衍射仪,日本理学电机株式会社生产;DM4500p型偏光显微镜,德国Leica公司生产。
1.3 物料的预处理与初混
将DCHT在80 ℃条件下真空干燥4 h,冷却后研磨为细粉末,然后经150 μm的分子筛筛过。按配方称取DCHT细粉和PPR颗粒,高速混合5 min,即得到预混料,装袋备用。
1.4 挤出共混工艺
单螺杆挤出机挤出工艺:按各挤出温度条件设定挤出机料筒的4段温度,逐次加入混合均匀的预混料进行熔融挤出共混,挤出样条经冷却后,去除混合物,纯净样条用切粒机切粒,即为β成核剂改性PPR。
双螺杆挤出机挤出工艺:将双螺杆挤出机各段温度控制为200,210,220,230,220,220,210,210,190 ℃(机头),在料斗中倒入预混料,按不同的螺杆转速挤出,水冷,风干,切粒。
1.5 测试与分析
差示扫描量热法(DSC)分析:将PPR在220 ℃条件下热压成 l mm厚的样片,从该样片上称取6 mg圆饼形的试样,N2气氛,温度为室温~200 ℃,升降温速率均为10 ℃/min,记录二次升温曲线。按文献[7]方法对β成核剂改性PPR试样的第二次升温曲线进行处理,按DSC方法计算β晶相对含量(KDSC)。
偏光显微镜(PLM)分析:将PPR试样升温至220 ℃,压成薄片,恒温5 min消除热历史,然后迅速降温至120 ℃等温结晶,观察结晶形态的变化。
广角X射线衍射(WAXD)分析:将PPR粒料于220 ℃熔融热压,制成13.0 mm×16.0 mm×1.5 mm的样片,Cu靶Kα1射线,电压40 kV,电流100 mA,扫描速率5(°)/min。按照Turner-Jones方程[8]计算采用WAXD方法得到β晶相对含量(Kβ)。
2 结果与讨论
2.1 DCHT用量
使用单螺杆挤出机,设定料筒各段温度分别为190,220,230,200 ℃,螺杆转速为50 r/min,将添加不同用量β成核剂的PPR粒料依次熔融挤出。从图1可看出:纯PPR只在145 ℃处出现α晶的熔融吸热峰;而改性PPR除了有α晶的熔融吸热峰外,还在138 ℃附近出现β晶的熔融吸热峰,说明PPR中有部分α晶转变为β晶,DCHT确实对PPR有β成核作用。
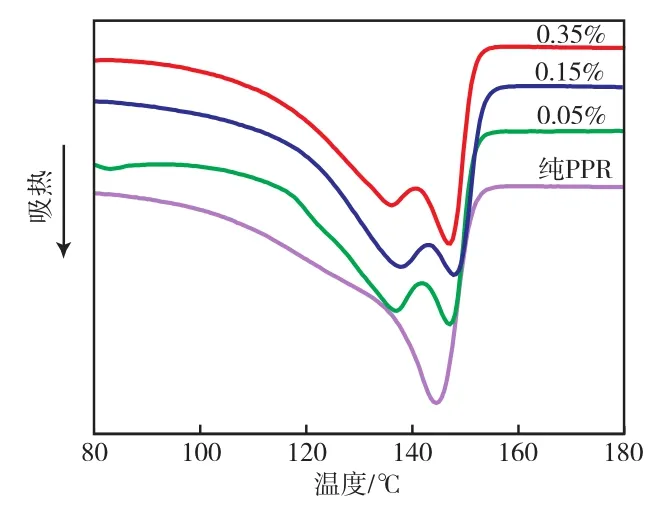
图1 纯PPR及不同w(DCHT)时PPR的DSC曲线Fig.1 DSC curves of pure PPR and the PPR with different dosages of DCHT
从表1看出:改性PPR中β晶的结晶度(Xcβ),KDSC在w(DCHT)为0.15%时都达到最大值,说明该用量对PPR的β成核作用最强;改性PPR的总结晶度(Xcβ+Xcα)都比纯PPR大,说明DCHT提高了晶粒的完善程度;改性PPR的α晶熔融峰温度(tmα)都比纯PPR的略高,表明DCHT的异相成核作用使PPR的结晶在较高温度条件下进行。

表1 不同DCHT用量时PPR的热力学数据Tab.1 Thermodynamics data of the PPR with different dosages of DCHT
2.2 单螺杆挤出机的料筒温度
选取KDSC最大的试样[w(DCHT)为0.15%],设定3种不同的料筒温度条件(见表2),控制螺杆转速为50 r/min。从图2看出:不同温度条件下改性PPR的DSC曲线均出现双熔融吸热峰,随温度的升高,α晶的熔融吸热峰略有减弱,β晶的熔融吸热峰略有增强。

表2 单螺杆挤出机料筒的3种温度条件Tab.2 Three kinds of temperature conditions of the barrel of the single-screw extruder
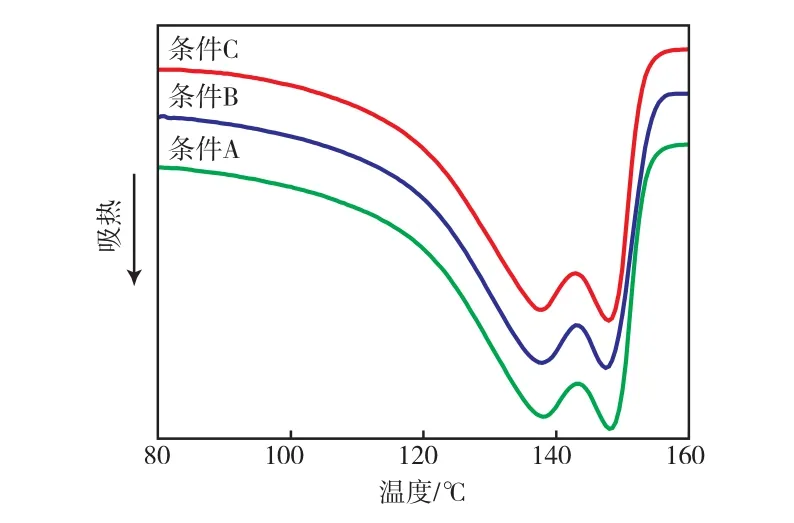
图2 不同温度条件下单螺杆挤出机挤出改性PPR的DSC曲线Fig.2 DSC curves of the modified PPR extruded at different barrel temperatures of the single-screw extruder
从表3看出:KDSC随温度的升高而增大,但超过250 ℃后KDSC增加缓慢,所以,条件B是最适宜的挤出温度。
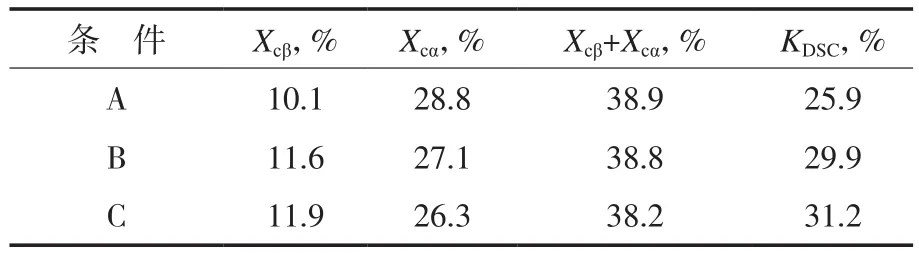
表3 不同温度条件下单螺杆挤出机挤出改性PPR的热力学数据Tab.3 Thermodynamics data of the modified PPR extruded at different barrel temperatures of the single-screw extruder
2.3 单螺杆挤出机的螺杆转速
从表4看出:随着螺杆转速提高,Xcβ,KDSC都增大,螺杆转速120 r/min时KDSC最大,此时DCHT对PPR的β成核效果最好。这是因为随螺杆转速的提高,剪切速率增大,分子链缠结点的破坏速率大于重建速率,熔体黏度下降,有利于β成核剂粉末在PPR基体中的均匀分散,达到对PPR更好的β成核效果。
2.4 单螺杆挤出机挤出改性PPR的PLM分析
从图3看出:纯PPR中的晶体形态是由中心向外辐射生长,得到比较完善的球晶,没有明显的十字消光现象,为α晶,球晶直径为100~150 μm,球晶之间存在明显的边界;添加DCHT后,PPR中的晶体形态发生显著变化,晶体中心由细小的β晶核组成,晶核外围附生出β晶,成为不规则的“花心”状晶体,球晶间隙存在少量均相成核的α晶;随着螺杆转速的提高,“花心”的β晶核增多,晶体的“花心”更明显。

表4 不同螺杆转速条件下单螺杆挤出机挤出PPR的热力学数据Tab.4 Thermodynamics data of the PPR extruded at different screw speeds of the single-screw extruder

图3 单螺杆挤出机挤出PPR的PLM照片Fig.3 PLM images of the PPR extruded with the single-screw extruder
2.5 双螺杆挤出机的螺杆转速
从图4可以看出:随着螺杆转速的提高,α晶的熔融吸热峰减弱,β晶的熔融吸热峰增强,双峰更明显。

图4 不同螺杆转速时双螺杆挤出机挤出PPR的DSC曲线Fig.4 DSC curves of the PPR extruded at different screw speeds of the twin-screw extruder
从表5看出:随着螺杆转速的提高,Xcβ,KDSC都明显提高,说明高螺杆转速、高剪切作用下DCHT对PPR的β成核效果更好。

表5 不同螺杆转速时双螺杆挤出机挤出PPR的热力学数据Tab.5 Thermodynamics data of the PPR extruded at different screw speeds of the twin-screw extruder
2.6 双螺杆挤出机挤出改性PPR的PLM分析
对比图3和图5看出:双螺杆挤出机挤出改性PPR的晶体形态与单螺杆挤出机挤出的基本相同,高螺杆转速对β成核作用效果更好。
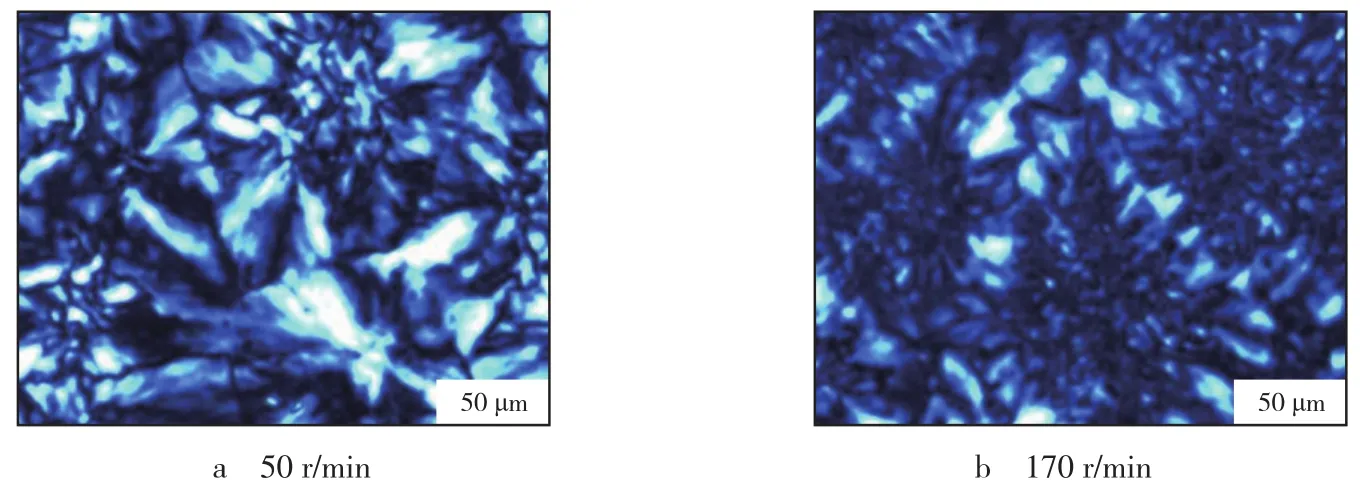
图5 双螺杆挤出机挤出改性PPR的PLM照片Fig.5 PLM images of the modified PPR extruded with the twin-screw extruder
2.7 挤出产物的WAXD分析
从表6看出:使用单螺杆挤出机时,提高挤出温度和螺杆转速均使Kβ显著增大;高转速条件下双螺杆挤出机对形成β晶更有利;Kβ与KDSC的变化规律完全一致。
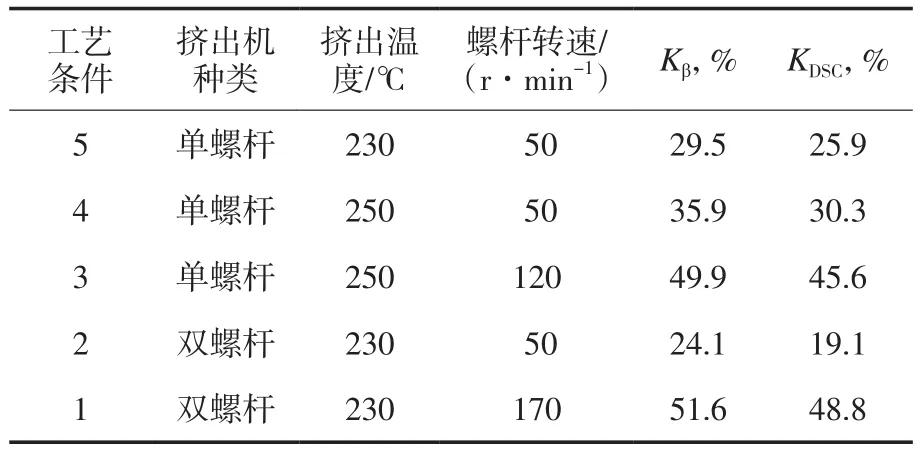
表6 不同挤出条件下改性PPR的β晶相对含量Tab.6 β crystal relative content of the modified PPR extruded in different extrusion conditions
从图6看出:纯PPR在14.0°,16.7°,18.4°处出现了明显的特征衍射峰,分别对应α晶的(110),(040),(130)晶面;在不同的挤出工艺条件下添加DCHT后,除了这三个α晶的特征衍射峰之外,还在15.9°处出现尖锐的衍射峰,对应于β晶的(300)晶面,而代表α晶的几个特征衍射峰都明显变弱,说明DCHT的加入能有效诱导PPR中部分α晶向β晶转变。

图6 不同挤出条件下改性PPR的WAXD谱图Fig.6 WAXD patterns of the modified PPR extruded in different extrusion conditions
最优工艺条件为单螺杆挤出机料筒温度250℃、螺杆转速120 r/min,或者双螺杆挤出机料筒温度230 ℃、螺杆转速170 r/min,此时改性PPR的β晶相对含量达45.0%以上,DCHT对PPR有较好的β成核作用。
3 结论
a)PPR中添加DCHT会诱导部分α晶转变成β晶,w(DCHT)最佳为0.15%;DSC曲线上出现明显的双熔融吸热峰,说明DCHT对PPR有良好的β成核作用。
b)使用单、双螺杆挤出机都可使DCHT诱导PPR的β成核作用,提高挤出温度和螺杆转速都会使β晶相对含量明显提高。
c)加入DCHT会使PPR的球晶尺寸减小,由原来粗大的α晶转变成“花心”状β晶,且晶体间无明显边界。
d)添加DCHT会出现β晶(300)晶面的特征衍射峰,高螺杆转速条件下单、双螺杆挤出机挤出的改性PPR均具有较高的β晶相对含量。
[1] 王益龙,王丽姝,吴长伟,等. PP-R管的材质检测方法研究[J]. 化学建材,2005,21(1):34-37.
[2] 吴建,吴桂龙,邓守军,等. β成核剂用于PP-R管材专用料的研究[J]. 现代塑料加工应用,2008,22(6):44-46.
[3] Luo Feng,Wang Jinwen,Bai Hongwei,et al. Synergistic toughening of polypropylene random copolymer at low temperature:β-modification and annealing[J]. Materi Sci Engin A,2011,528(22/23):7052-7059.
[4] 丁会利,肖山,王虎. 稀土β成核剂含量对PP-R性能与结晶行为的影响[J]. 高分子材料科学与工程,2011, 27(3):51-54.
[5] Chen H,Karger-Kocsis J,Wu J,et al. Fracture toughness of α- and β-phase polypropylene homopolymers and random and block copolymers[J]. Polymer,2002,43(24): 6505-6514.
[6] 王小强,董炳利,竺栋荣,等.N,N′-二环己基对苯二甲酰胺合成研究[J]. 甘肃石油和化工,2008(3): 22-26.
[7] 赵波. β-PP-R中β晶含量的测试与评价[J]. 塑料科技,2012,40(8): 88-92.
[8] Cao Jing,Lü Qingfeng. Crystalline structure,morphology and mechanical properties of β-nucleated controlled-rheology polypropylene random copolymers[J]. Polymer Testing,2011,30(8):899-906.
