砂型铸造模具对铸件精度的影响
2015-03-25司红丽
司红丽
(中航工业哈尔滨东安发动机(集团)有限公司,黑龙江哈尔滨 150066)
目前,中航工业哈尔滨东安发动机(集团)有限公司正在生产和研制的铸件种类非常多,尤其是作为航空产品的机匣壳体类铸件,随着铸件复杂程度越来越高,其精度要求也非常高,而模具作为“铸造之母”,其精度直接影响着铸件的精度,因此提高模具精度有着非常重要的意义。
1 影响铸件精度的因素
铸造模具是铸造生产中不可或缺的工艺装备,对铸件的尺寸精度影响巨大。
针对生产中某些铸件的精度不高,甚至是原来精度高的铸件合格率也有下降的趋势,笔者总结认为主要有以下几个因素:
(1)我公司从事模具设计和制造的工程技术人员都是年轻人,设计经验不足,而且主要是学铸造和机械加工专业的,而学铸造的对机械加工工艺缺乏了解,学机械加工的又对铸造工艺不了解,导致某些问题不求甚解,甚至在生产任务紧急的时候放松技术要求。
(2)模具制造精度低、数控加工机械老旧,各工种操作人员年轻,欠缺经验。
(3)模具材料的选择及采购。某些模具铸件质量差,存在大量的砂眼等缺陷,导致模具光洁度甚至达不到符合使用要求。某些材料的热处理未达到设计要求等。
(4)模具使用者操作不当,用力敲、砸等行为,致使模具变形甚至报废。
(5)模具使用车间对模具的管理和保养不当。
2 提高铸件精度的方法
我公司生产的产品都是航空产品,对铸件尺寸要求很高,故对模具的精度要求也很高。本文以型板类模具为例,介绍提高铸件精度的方法。型板类模具结构包括型板、砂箱、模样等部件。
(1)合理选择模具材料及热处理要求
型板与砂箱材料选择ZL105,热处理要求为固溶+人工时效以消除应力。底板的高度必须根据使用要求来确定,普通平面式底板高度一般为40~150 mm,壁厚一般为10~20 mm,在实际使用中,由于操作时的敲击,会出现底板损坏的情况,所以在设计时,经常将壁厚增加到25 mm。模样材料选择6061 铝合金,热处理要求为固溶+人工时效以消除应力。
(2)合理选择模具的配合公差
砂型组型时使用定向套(圆)、定位套(扁)及合箱锥。对于定向套、定位套及型板销(圆销和扁销)、合箱锥,我公司根据多年的设计制造及使用情况已经逐渐形成通用标准件。
定位套与定向套在型板上的安装见图1,合箱锥的形式见图2。
定向套(圆)、定位套(扁)与型板销的配合偏差选用H8/f7,定向套(圆)、定位套(扁)与合箱锥的配合偏差选用H8/e9。
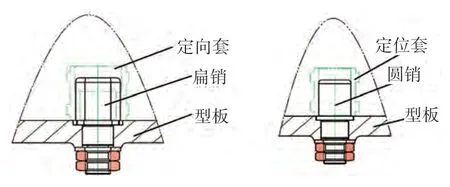
图1 型板上定位套与定向套的安装

图2 合箱锥的形式
(3)合理选择模具制造公差
砂箱与型板加工精度要求:砂箱内侧面,上、下平面,型板上、下平面,粗糙度为Ra=1.6 μm,砂箱高度的尺寸偏差应为h-0.1 mm(h为砂箱的高度)。砂箱高度根据铸件尺寸确定。定位销孔位置偏差±0.05 mm。砂箱与型板形位公差要求见表1。
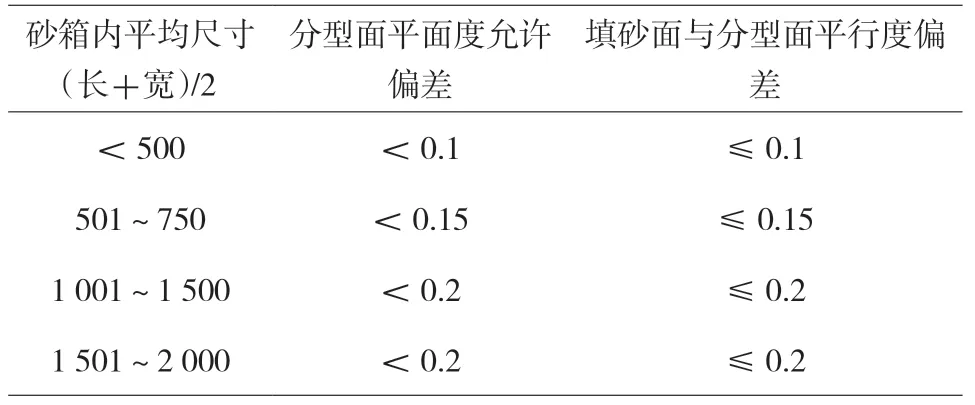
表1 砂箱与型板形位公差要求 (mm)
模样是形成铸件的模具部件,模样加工通常采用数控机床来进行加工,我公司要求加工后模样粗糙度为Ra=1.6 μm,尺寸加工精度允许±0.1 mm,芯头部分一般制造偏差为:凸台部分+0.05~+0.1 mm,凹坑部分-0.05~-0.1 mm。模样上不易出模的位置设置活块,配合间隙采用H8/f7;模样上不易加工或不易清理位置设置镶块。定位销孔位置偏差±0.05 mm,保证铸件尺寸准确。
(4)制定合理的加工工艺并严格遵守工艺纪律
在模具加工制造过程中制定合理的加工工艺有利于提高模具的质量,操作者应严格遵守工艺纪律,避免出现超越工序、私自更改加工程序等情况。
(5)加强模具的管理
在模具管理上要从现场使用、维护与保管等方面入手,必须建立严格的规章制度和定期检查措施,保证模具部件的不缺少、无磕碰伤等完整性,解决模具表面光洁、无粘物等外观问题,确保模具的使用精度。
(6)加大人才培养力度
目前我公司从事模具设计和操作的人员呈现年轻化,技术不成熟、经验不足,出现人才队伍“断档”,加强年轻技术人才的培养也是提高模具设计制造质量的关键因素。
3 结束语
过去人们总以为铸造生产比较粗放,往往忽视了模具对铸件质量的影响,实际上好的模具不仅可以提高铸件精度,节约铸件的原材料,而且能显著降低机械加工工作量。要生产优质的、高精度的铸件,必须依靠提高铸造工艺装备的精度来保证。
[1]魏华胜.铸造工程基础[M].北京:机械工业出版社,2005:35-40.
[2]胡石玉.模具制造技术[M].南京:东南大学出版社,1997:115-134.
[3]中国机械工程学会.中国模具设计大典(第5卷,铸造工艺装备与压铸模设计)[M].南昌:江西科学技术出版社,2003:2 .
[4]中国机械工程学会铸造专业学会.铸造手册(第5卷,铸造工艺)[M].北京:机械工业出版社,2003:507-514.
[5]孙玉成,王周英,付海波,等.砂型铸造模具的收缩余量和起模斜度CAD系统的开发[J].中国铸造装备与技术,2007(3).
[6]何金宝,刘文川.砂型铸造用金属模具设计制造中应注意的几个问题[J].中国铸造装备与技术,2002(1).
