浅谈笔架的工艺编制及加工问题分析
2015-03-23周晓蓉
周晓蓉
摘 要:该文针对钳工基础训练项目实训中的笔架进行工艺编制,并将加工过程中可能出现的问题进行分析及相应的预防措施。意在指引学生通过自身实践操作后对加工工艺深刻理解,以便举一反三,对其他项目工件亦能编制出合理实用的加工工艺,以及锻炼学生能够独立分析问题,解决问题的能力。
关键词:钳工基础训练 工艺编制 加工工艺 预防措施
中图分类号:F40 文献标识码:A 文章编号:1672-3791(2014)10(c)-0053-02
众所周知,钳工是一门非常辛苦的技能。很多初学者怀有疑问:“为什么有了铣床、数控等先进机床,还要学习钳工加工?有那么省力的加工方法,为什么不把利用率较低的钳工淘汰呢?”。笔者认为:“钳工是一项非常重要的专业基础技能,后期所学的技能知识基于钳工技能的原理,熟知钳工加工工艺,才能更好地理解机加工操作原理及加工方法。任何学习都是由简至难、循序渐进的,钳工的理论知识虽不难,但要将操作练好却相当难。”在培养学生实践操作能力的同时,也要注意培养学生对加工工艺的编制、分析问题及改进等能力的提高。
1 笔架的加工工艺分析
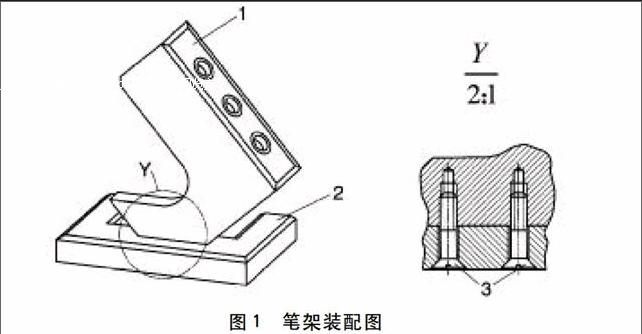
笔架为钳工基础训练中的第一个项目,如图1所示,该项目由2个零件及2个标准件组成,分成7个练习来训练。笔架支撑架的原材料为U型槽钢,底座的原材料为扁钢。
(1)对于没有基础的初学者,锉削学习是最基本也是最重要的,要达到保持锉刀平稳是非常困难的。所以,练习1中学习任务是划线,敲样冲,横向锉削U型槽钢的顶端,依靠两顶端接触的锉削来保证锉刀的平稳,让学生在锉削过程中寻找到平衡感。直至锉削到样冲眼保留一半的位置,并使用钢直尺测量尺寸。
(2)当学生寻找到一定的平衡感后,我们便进入练习2,先将U型槽钢的3个基准面锉削完成,并保证平面度,垂直度和平行度的技术要求,然后控制长度尺寸。这时会学到新的加工方法—— 锯削,利用锯削将多余的余量去除,留下的锉削余量不超过1 mm;将长度尺寸加工完毕后便加工U型槽钢的宽度;最后,高度继续进行锉削,至要求尺寸,并保证好各项技术要求。
(3)练习3是对划线训练的加强巩固。先将练习2完成状态的U型槽钢底面及两侧面涂上紫色涂料,再用高度划线尺划出图纸上要求的线,避免划线出现一线多条,保持整体美观。
(4)练习4是笔架底座的加工,先加工六面体的外形,在这过程中所涉及的加工方法仍然是锉削和锯削,完成外形后为加工凹槽进行排孔练习。由于学生第一次接触钻孔,排孔要求孔与孔间隔0.5 mm,难度较加工单孔大,所以在练习排孔前可加入单孔训练。完成排孔后,将凹槽需要去除的余量两侧沿线锯削,然后用錾子敲击排孔,将多余余量去除,并锉削凹槽,保证各项技术要求。完成凹槽后加工2个螺纹连接孔,并加工90 °沉孔,最后完成3×45 °的倒角。
(5)练习5是U型槽钢的加工。先将U型槽钢的3个表面光出来,重新进行划线,敲样冲,按照图纸要求完成3个Ф8H7的铰孔并90 °倒角,以及18 mm的腰槽。保证Ф18 mm的圆弧与平面良好连接。
(6)练习6是在练习5的基础上,加工135 °的两个斜角,保证图纸要求尺寸,135 °的角度及圆弧与平面良好连接。以上完成后,即将进行收尾加工,在135 °斜面上进行划线,敲样冲,加工M3螺纹底孔(盲孔),并攻螺纹,注意螺纹深度。最后按图纸要求倒3×45 °的角。到这里,零件加工的练习就结束了。
(7)练习7也就是最后装配,此装配非常简单,仅有2个沉头螺钉拧紧连接即可。
2 在加工过程中容易产生的问题分析
要将工件加工好,前提是编制有效的加工工艺。有了合适的加工工艺,在加工过程中还需仔细,必须在保证自身安全的情况下有效进行,最终加工出符合要求的工件。下面将加工过程中容易产生的问题进行简单分析。
(1)学生刚接触锉削时,即使U型槽钢两顶端的锉削能使学生尽可能将锉刀保持平稳,但不乏有学生会产生一侧向下倾斜的情况,导致两顶端的高度不一。除了学生自身无法控制锉刀平衡外,也有可能是U型槽钢在装夹时出现了倾斜所导致的。在后面的大面锉削及窄边锉削时,同样也会碰到面锉不平的情况。第一,有可能是锉刀本身有不规则的弯曲现象,第二,锉刀的锉削行程及手对锉刀施加的压力都会影响到最终的表面状态。这些现象在锉不平与修正的过程中出现了恶性循环,最终可能导致尺寸超差,产生废件。
(2)在加工过程中,会碰到很多需要划线的地方,并且有专门针对性的划线练习进行巩固训练。在划线时,最容易出现的问题便是划错线,导致后面的加工步骤跟着出错,形成废件。大概情况分为两种,其一,是由于学生在读图时粗心或没有读懂图纸导致的;其二,是在划线过程中,由于线划得太长,导致交线太多,在后续加工时看错交线形成了错误。
(3)在锯削时,经常会出现锯缝向左或向右倾斜,锯削表面凹凸明显,成波浪线,锯纹杂乱,余量过多或过线等现象。余量过多会导致后期锉削困难,影响加工效率;锯削过线则成了废件。这些情况往往是学生初学时无法将锯弓控制稳当导致的,也有可能是锯弓本身的质量问题,或学生锯条装反及调整锯条时松紧度不适宜等。
(4)钻削时,学生对用力大小无法熟练掌控,加工通孔时比较危险,容易在穿孔时用力过猛,导致工件连带虎钳受到旋转力反弹,出现危险。另外,还会出现加工出来的孔偏,超出公差范围,严重时会影响最终装配。
(5)方向问题,在第2点中提到了划线方向,其实在整个加工过程中会碰到很多地方需要注意方向的问题。例如练习5中腰槽的方向,如果Ф18的孔位错误,会直接导致腰槽方向相反。另外,最终装配时,有可能产生支撑架装反的现象。这些问题的出现,绝大部分是由于学生粗心,图纸没读清导致的。
(6)笔架项目是综合性训练项目,并且具有实用观赏性。直接影响其美观的便是支撑架和底座上3×45 °的倒角。45 °的倒角往往会出现角度不对,并且底座凹槽内的倒角会涉及到倾角问题,相对而言较难加工。学生在加工时,很容易忽视倒角的方向,倒完角却又忽视其他棱边去毛刺。endprint
3 对容易产生的问题进行预防措施
(1)针对锉削产生的种种问题,可以通过教师的指导来预防。首先需要检查学生的锉削姿势是否正确,如有不规范则需先纠正,使学生了解自身的锉削状态,下意识注意自己的倾斜习惯,慢慢纠正两手的力量交换,尽可能控制锉刀平稳,保持与水平线接近的状态,最终达到锉削平衡的效果。在精加工控制尺寸时,除了保证平面度与垂直度,还需使用游标卡尺多次测量具体尺寸,锉削至公差范围之内。
(2)划线错误绝大部分是由于学生粗心所导致。因此,划线前讲解图纸,和学生一同分析图纸,在学生划完线后,要求学生用游标卡尺进行检测,确定划线尺寸和划线方向正确无误,同时在教师同意下,方可进入后续步骤,例如:敲样冲、钻孔等。必要时,可用记号笔进行标记,防止错误的产生。
(3)在锯削时,教师应将整个锯削过程完整示范及讲解,从装锯条到调整锯条松紧度,开锯削槽并锯削,演示锯削过程中,锯缝有倾斜倾向时应如何处理,并要求学生在锯削过程中多目测检查,避免锯缝倾斜太厉害导致无法纠正。在学生练习过程中,教师从旁指导,纠正学生锯削姿势等,使学生寻找到锯削的手感,避免出现锯废的情况。
(4)钻削加工在钳工加工方法中属于比较危险的,所以在加工前,教师除了讲解示范方法外,必须先给学生强调安全问题,在加工过程中必须佩带防护眼镜。在孔将穿时需减小进给量,使孔顺其自然地钻穿,禁止用力过大导致工件反弹,出现危险。防止孔位钻偏,需要每一步都仔细操作。首先,检查划线是否正确,在敲样冲时,需认真仔细,多检查样冲位置;然后保证工件装夹水平,工件定位时可观察钻头的偏摆来判断是否已确定中心。以认真仔细的加工态度将错误的可能控制到最小。
(5)以上这些的问题出现,都需要教师事先有充分的预防措施。加工每个步骤前应先示范讲解后再让学生自主操作,再三提醒学生工作时认真仔细,读懂图纸后再动手。在学生操作时,教师的作用仍然非常重要,需要从旁观察学生的工作状态,及时进行预防或出现问题时及时纠正。如多数学生出现共性问题,则需集中讲解,直至学生完全理解。
钳工加工除了训练学生的手动加工能力,更重要的是培养学生形成独立编制加工工艺及分析改进加工工艺的能力,一个科学合理的加工工艺对于加工质量、加工效率是至关重要的。进一步培养学生吃苦耐劳的精神,养成细心、耐心的工作态度,这对于学生未来的职业发展都具有重要意义。
参考文献
[1] 赵言进.浅谈锉削技能训练[J].才智.2014(14):109.
[2] 贾国凤,姚乐洁.提高钳工工艺实习操作质量的几点思考[J].信息系统工.2013(8):60-61.
[3] 董明辉.钳工工艺学课程教学改革探索[J].职业.2014(20):57-58.endprint
