针对粗糙表面喷印装置的研究与开发
2015-03-23卢宇晨陈永良林建伟
卢宇晨,陈永良,李 琛,林建伟
(中国计量学院 质量与安全工程学院,浙江 杭州 310018)
针对粗糙表面喷印装置的研究与开发
卢宇晨,陈永良,李 琛,林建伟
(中国计量学院 质量与安全工程学院,浙江 杭州 310018)
针对新建楼房所测层高数据在粗糙地面打印困难的问题,开发了一种用于类似楼房中粗糙地面进行自动印刷的喷印装置.设计一种利用步进电机驱动丝杠带动打印喷头运动,由STM32F103微处理器对需打印数据进行分析计算,控制打印喷头中的七段码结合海绵油印层,完成对该数据的自动印刷装置,并且对系统的机械结构进行了优化设计,从而有效地提高了打印速率.实验测试结果表明,该装置可打印3位数字,每个数字间距0.5 cm,数据清晰且保存时间久.
自动喷印;STM32微处理器;七段码;粗糙表面
住宅工程涉及千家万户,住宅工程质量的好坏直接关系到广大人民群众的切身利益.分户验收是住宅工程质量控制的一个重要环节,它是按照国家有关标准、规范要求,在竣工验收时,对每一户住宅及公共部位进行专门验收[1].传统方法是利用皮尺或钢卷尺进行建筑面积、使用面积及层高的测量,虽然也可以满足基本要求,然而在测量层高较高、房间较大时,往往存在较大误差,并且在高层建筑越来越多的今天,传统测量方法的劳动强度大,耗时长等缺点更加突出.
在高新技术快速发展的今天,传统的测量方式已明显满足不了当今信息化社会快速、高效的要求.为此,引用了手持式激光测距仪,较以往原始、传统的测量方式有了较大的改进.但是激光测距仪仅仅能够对尺寸进行测量,而不能将所测量的数据印刷在地面上,这就导致很多原始数据造假.另外,现有的印刷技术所面向的对象均为精细表面[2-3],比如喷墨打印机等,只能在较光滑的纸面上进行印刷,而在建筑施工工地上,印刷环境十分恶劣,地面粗糙不平且伴有大量灰尘,对普通打印机的损伤极大,所以不能满足粗糙表面的印刷条件.
本文选用STM32F103微处理器作为主控单元[4],应用步进电机控制原理[5-6],结合丝杠机械结构设计,带动打印喷头连续工作,实现一种面向粗糙表面的新型打印装置工作.该装置可打印3位数字,每个数字间距0.5 cm,数据清晰且保存时间久.
1 系统结构设计
本文中设计的打印装置由机械结构和电路模块两部分组成,其示意图如图1所示.

图1 喷印系统的组成Figure 1 Parts of printing device
系统中通过单片机串口通信协议RS232直接把激光测距仪采集到的数据传输到单片机,完成对数据的采集.机械结构主要由执行器件、传动机构和固定框架组成.执行器件采用型号为FN30-T316N3H的步进电机,连接导轨有效行程为112 mm的丝杠,带动打印喷头完成数据的打印工作.电机与丝杠由齿形皮带传动连接,电机在电压为12 V的时候能使丝杠达到较快的运动速度,从而完成数据快速有效的打印[7-9].
本系统的结构框图如图2所示.打印喷头的基本工作原理是:微处理器根据所采集数据计算出楼层的高度,对该值的个位数、十位数、百位数做提取,通过继电器控制七段数码管完成对该数值的打印.
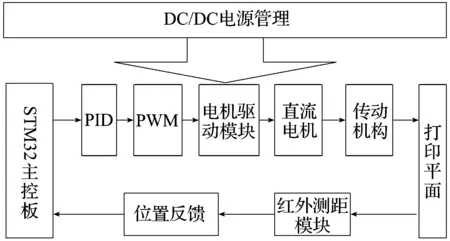
图2 系统结构框图Figure 2 Block diagram of the system
2 硬件设计
2.1 机械结构设计
该装置的机械结构包括水平移动机构和打印机构组成.
2.1.1 总体机械结构
如图3所示,本系统机械结构由固定架、轴承、丝杠、步进电机和打印喷头组成.其中打印喷头则是由电磁吸合器、推拉杆件连打印材料组成.凹形固定架与装配有步进电机的丝杠通过螺纹连接卡紧,凹形固定架的上端则可作为载物平面,装载测距装置及控制模块.打印喷头则通过轴承装配在丝杠之上,步进电机工作带动丝杠旋转,从而完成打印喷头的运动,完成对多个数字的打印.

图3 打印装置机械结构图Figure 3 Mechanical structure of the printing device
其中打印喷头的具体工作模式是:打印板在弹簧的作用下轻压于海绵油印层.使用时,将装置固定,电磁阀通电时,其轴向下运动,带动打印板向下运动,打印板的下端作用于吸墨垫层,吸墨垫层在压力作用下通过槽与地面接触,实现打印.电机通电时,驱动丝杆旋转,带动丝杆螺母水平移动,从而带动打印机构水平运动,实现多个数码的打印.去除海绵油印层的打印喷头如图4.
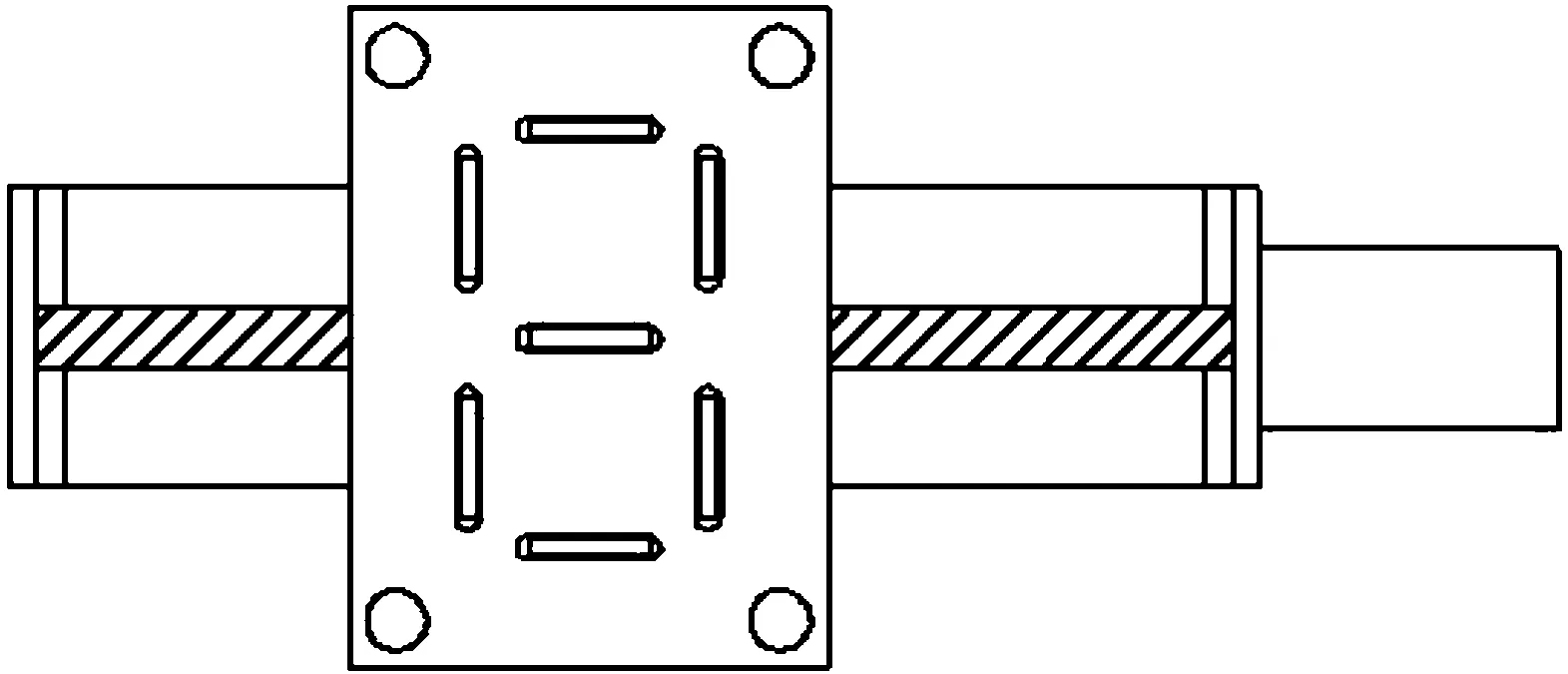
图4 去除海绵油印层的打印喷头下视图Figure 4 Under view of Print heads without Mimeographed sponge layer
2.1.2 水平移动机构机械结构设计
水平移动机构包括支架、丝杆、轴承、丝杆螺母、电机安装座、螺钉、联轴器、电机.电机通过螺钉与电机安装座固联.电机安装座通过螺钉与支架固联.电机的轴通过联轴器与丝杆固联.丝杆和轴承的内圈紧配.轴承的外圈与支架的圆孔紧配.丝杆螺母与丝杆啮合.
2.1.3 打印机构机械结构设计
打印机构包括螺钉、安装板、上挡板、支柱、打印板、螺钉、下挡板、电磁阀、弹簧、吸墨垫层、槽.安装板的圆孔与丝杆螺母紧配,并通过螺钉与上
挡板固联.上挡板的圆孔与支柱紧配.支柱与下挡板的圆孔紧配.下挡板通过螺钉与电磁阀固联.电磁阀与打印板紧配.弹簧位于电磁阀的轴和打印板之间.吸墨垫层可以是海绵等易吸收液体的柔性物体,它位于下挡板的内部,并通过螺钉与下挡板固联.槽位于下挡板的下表面.机械结构图如图5.

图5 装置机械结构图Figure 5 Mechanically Chart
2.2 电路模块设计
喷印装置的主要电路模块包括单片机控制模块、电源管理模块、电机驱动模块.通过整体布局,使得该装置能顺利高效地完成打印工作.
2.2.1 电源管理模块
电源电路在前级采用开关电源转换芯片TLE8366-EV5,该芯片具有较宽的输入电压范围7.0~45 V,适用于在工业环境下提供稳定的电源.在次级采用AMS-1117-3.3线性稳压器,为处理器和陀螺仪芯片提供3.3 V的电源电压.系统电源电路如图6.
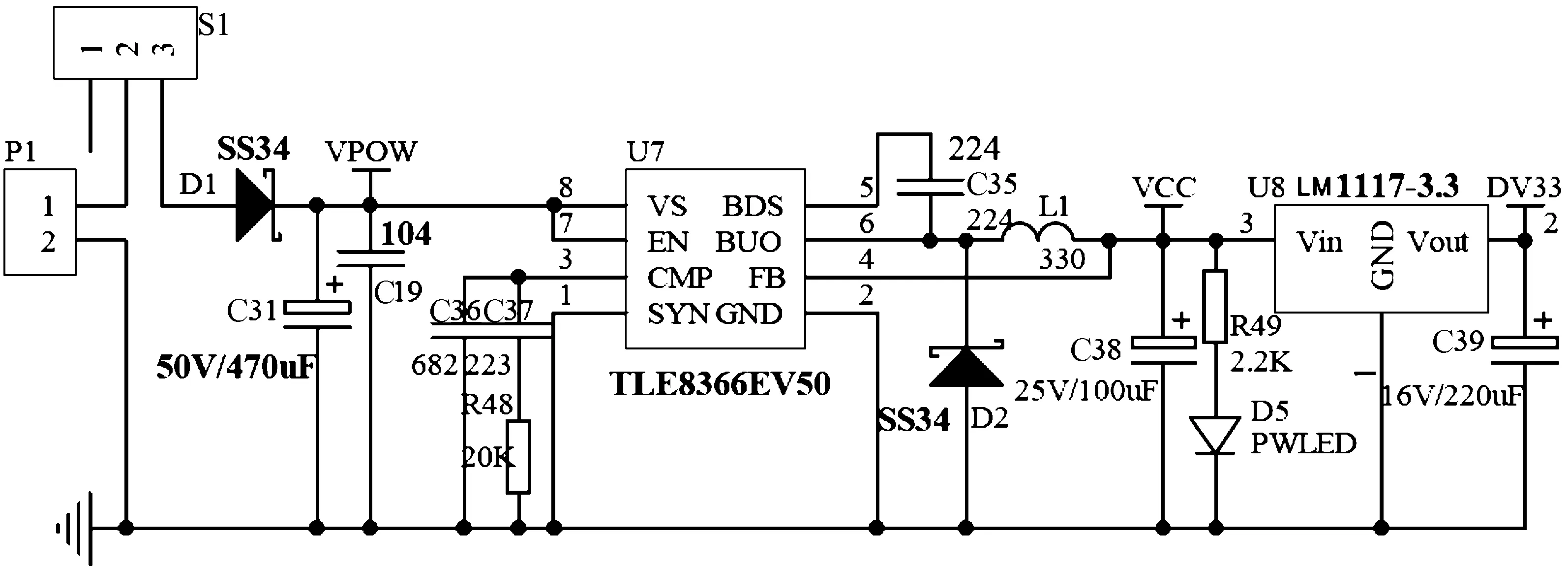
图6 系统电源电路图Figure 6 System power supply circuit
2.2.2 微处理器模块
本系统的核心处理器采用意法半导体STMicroelectronics公司的STM32F103RET6芯片为主MCU[10-12].该处理器具有8个16位定时器,每个定时器有4个用于脉宽调制信号的输出通道;它的功耗低,兼容性好,开发资源丰富,成本较低.此外,选择LM393比较器芯片与MCU通过I/O口相连,将PWM输出高电平提升至5 V,同时也对MCU的I/O口进行保护,即便外接负载上电压超限也不会对I/O口造成损坏.通过RS323实现数据的传输如图7.
2.2.3 电机驱动模块
采用的L298N电机驱动模块如图8所示,驱动两路直流电机,驱动部分端子采用12 V电压供电,逻辑部分端子采用5 V电压供电.PWM A端口直接连接5 V电压,通过IN1和IN2的高低电频,从而控制电机的正反转.
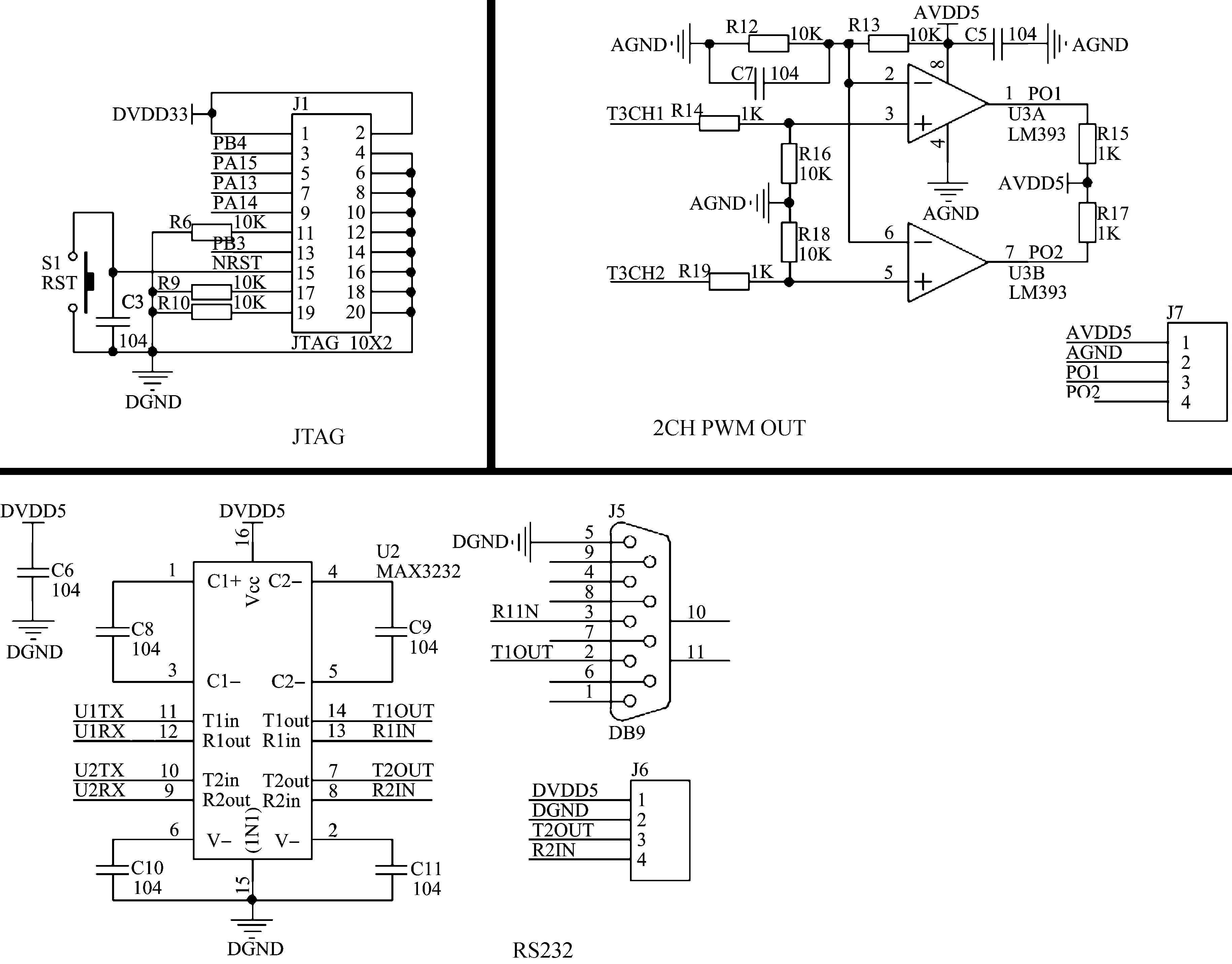
图7 微处理器电路图Figure 7 Microprocessor circuit diagram
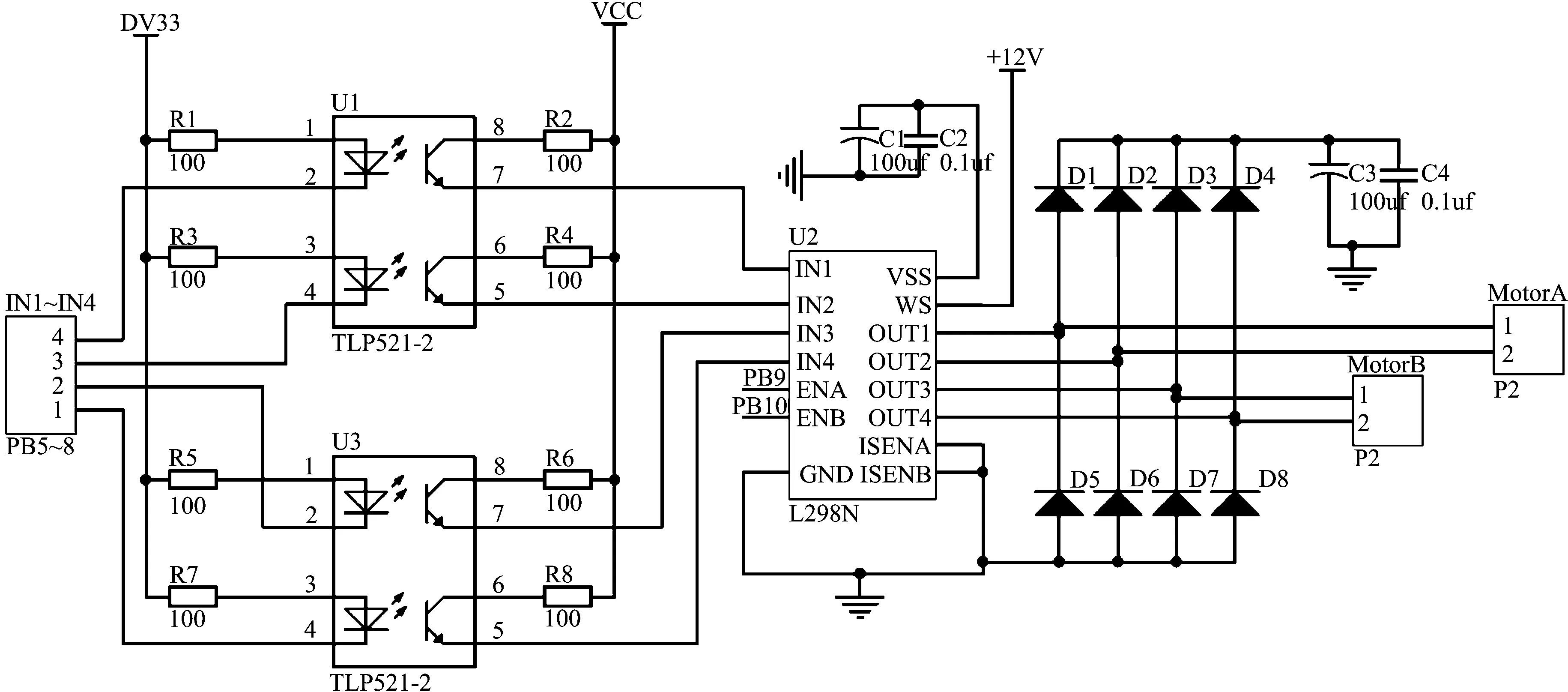
图8 电机驱动电子电路图Figure 8 Motor drive electronics circuit diagram
3 系统软件设计
3.1 系统整体程序设计
系统程序由主程序、打印程序和延时程序等组成.主程序的流程框图如图9.
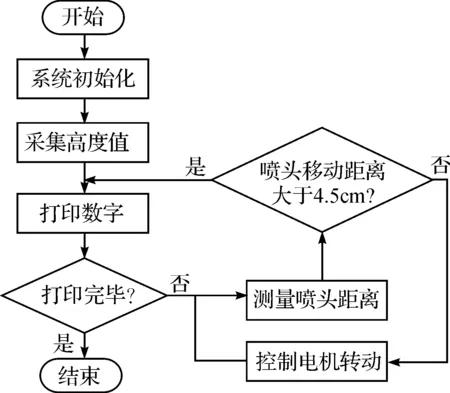
图9 主程序流程框图Figure 9 Main program flow diagram
主程序在上电复位后,完成微处理器以及外围功能模块的初始化.为了保证测距模块测量的实时性和准确性,在初始化STM32的定时器中断进入时间时,将预分频器TIM_Prescaler和定时周期TIM_Period两个参数分别配置为1和35 999,保证1 ms采集一次.当测距装置采集到数据之后,控制打印喷头对数据进行打印并且通过喷头的移动实现多位数字的打印.
3.2 七段码控制流程设计
结合采集到的数值,对该数值进行个十百位上的数字进行提取,首先进行个位上数值的打印.系统对该数值进行判断,得到其相对应七段码上的段位(七段码的段位如图10所示),通过继电器给相应段位电磁吸合器上面,结合海绵油印层,完成对该数字的打印.打印完成后,打印喷头内的测距模块采集当前距离,控制电机旋转完成相应的位移.移动结束后,开始对十位上数值的打印,以此类推,完成三位数值的打印,也就完成了对采集数字的打印.

图10 七段码结构图Figure 10 Seven-segment Structure
打印喷头中,控制程序的流程框图如图11.

图11 七段码打印流程框图Figure 11 Seven-segment code printing flow diagram
3.3 实例说明
下面结合具体事例来说明控制七段码完成打印工作的具体流程.当采集到的数值为267时,首先系统会对这三个数值进行提取,分别为2、6、7.首先打印7这个数值,对7进行判断,如图10所示,7相对应的七段码中的数码段则为d、f、e三段.通过继电器给以上三段数码管对应的电磁吸合器上电,通过推拉杆件控制,该三段数码管会向海绵油印层运动,完成对7的打印.打印完成后,电器吸合器会断电.打印喷头中的测距模块采集到当前位置,控制电机运动4.5 cm,停止运动开始准备打印十位上的数字6.对数值6进行判断,其相对应的数码段则为a、b、c、d、e、g以上6段.同上诉述,完成对数值6的打印.数值2所对应的数码段则为a、f、g、c、d以上5段,同上所示,完成对数值2的打印,即完成对所测高度在粗糙面的打印.
4 实验验证
搭配相应的测距仪器,通过实际的制作调试工作,选择在某新开发楼盘的毛坯房进行实地的操作,分别以3、7、11、21楼层为样本进行实验.数据如表1.

表1 实验数据表

图12 打印效果图Figure 12 Print renderings
现场粗糙面打印效果如图12所示,从图中我们看出打印效果良好,数据清晰且不易涂改.分析表1中的数据,数值的打印时间在21.3 s到21.8 s之间,所需的时间远远短于人工测量记录的传统方式.由于打印的字符长度即为七段码中数码管的长度,理论数值为4.00 cm,由于地面不平整,使得实际测得的字符长度在3.99 cm到4.02 cm之间.由测距模块控制的字符间距则在0.48 cm到0.50 cm之间,相对误差仅在2%~4%之间,满足实际应用的要求.因此,该装置既能完成3位数字的打印,也能满足对于楼房层高测量打印的要求.
为了使整套系统能够应用于实际,加入激光测距仪来测量楼层的高度,实验打印装置实物下视图如图13.
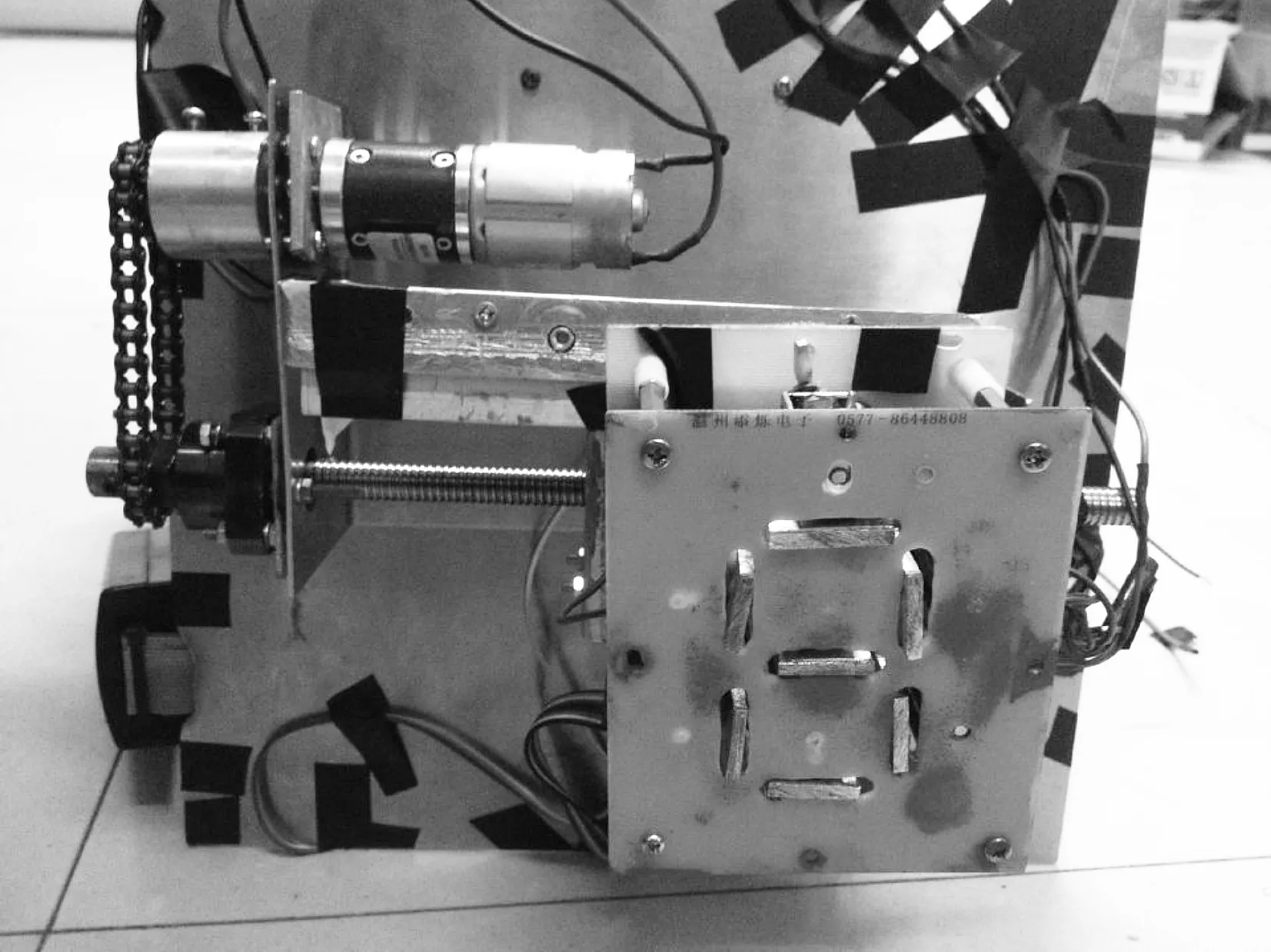
图13 装置实物下视图Figure 13 Down-looking of plant material object
在实验过程中,打印喷头由海绵油印层包裹,以免被水泥灰污染.由于水泥油印层直接与地面水泥灰接触,工作一段时间后会影响打印效果.出现打印效果不良时,应更换海绵油印层以保证装置的打印效果.
5 结 语
1)系统可以通过水平移动机构实现打印机构的水平移动,实现了多数字的打印,目前方案能完成3位数字的打印.
2)系统的打印机构能实现对于粗糙表面的自动喷印.
3)对系统的整体机械机构和电路模块进行了设计和选型,并针对各部件的方案进行了优化.
4)目前市场上针对粗糙表面的自动喷印装置还不存在,该装置填补了市场的空白.应对国家新出台的房屋验收法规,该装置具有更高的自动化程度,也极大的提升了验收效率,具有较高的实际生产应用价值.
[1] 中国建筑科学研究院.GB50300-2001,建筑工程施工质量验收统一标准[S].北京:中国建筑工业出版社,2002.
[2] 黄惠宁,柯善军,钟礼丰,等.喷墨印刷技术在我国陶瓷领域中的应用现状[J].佛山陶瓷,2012(6):1-10. HUANG Huining, KE Shanjun, ZHONG Lifeng, et al. Application progress of inkjet printing technology in the area of ceramic tile in China[J]. Foshan Ceramics,2012(6):1-10.
[3] 蒲嘉陵.数字印刷技术的现状与发展趋势[J].印刷技术,2000(9):69-74. PU Jialing. Situation and development trend of digital printing technology[J]. Printing Technology,2000(9):69-74.
[4] 张舞杰,南亦民.基于STM32F103VB的应用编程技术的实现[J].计算机应用,2009,29(10):2820-2822. ZHANG Wujie, NAN Yimin. Design an dimplementation of IAP techniques based on STM32F103VB[J]. Journal of Computer Applications,2009,29(10):2820-2822.
[5] 郭世行,江帆,龚斌斌.步进电机定子内孔自动冲洗系统[J].中国计量学院学报,2010(4):323-326. GUO Shixing, JIANG Fan, GONG Binbin. Stepper motor stator inner hole automatic flushing system[J]. Journal of China University of Metrology,2014(4):323-326.
[6] 李国厚.步进电机驱动与控制系统的设计[J]. 煤矿机械,2008,29(2):114-116. LI Guohou.Design of drive and control system for stepper motor[J]. Coal Mine Machinery,2008,29(2):114-116.
[7] 刘宝志.步进电机的精确控制方法研究[D].济南:山东大学,2010. LIU Baozhi. The study of exactly control stepping motor[D].Jinan: Shandong University,2010.
[8] MADEMLIS C, MARGARIS N. Loss. minimization in-vector-controlled interior permanent-magnet synchro-nous motor drives[J]. Industrial Electronics,2002,49(6):1344-1347.
[9] JAHNS T M, KLIMAN G B, NEUMANN T W. Interior permanent-magnet synchronous motors for adjust-able-speed drives[J]. Industry Applications,1986(4):738-747.
[10] 徐洋,马跃.STM32F103系列微控制器在应用编程技术研究[J].单片机与嵌入式系统应用,2013,13(8):35-37. XU Yang, MA Yue. IAP in STM32F103 series MCU[J]. Microcont rollers Embedded Systems,2013,13(8):35-37.
[11] 边明明.基于STM32F103的移动智能车硬件设计[J].煤炭技术,2014(8):183-185. BIAN Mingming. Hardware design of mobile intelligent car based on STM32F103[J]. Coal Technology,2014(8):183-185.
[12] LYSHEVSKI S E. Microstepping and high-performance control of permanent-magnet stepper motors[J]. Energy Conversion and Management,2014,85:245-253.
Study and development of a printing device on rough surfaces
LU Yuchen, CHEN Yongliang, LI Chen, LIN Jianwei
(College of Quality and Safety Engineering, China Jiliang University, Hangzhou 310018, China)
To solve the problem of printing the height data of newly-built buildings on rough surfaces, we developed an automatic printing apparatus for similar rough surfaces in buildings. The print head of the device was driven by a stepper motor. The data to be printed was analyzed and calculated by a STM32F103 microprocessor which controlled the printing head in the seven-segment code and sponge layer mimeograph. The mechanical structure of the system was optimized to improve the print speed. Experimental results show that the device can print 3-digital numbers in 0.5 cm of digital spacing clearly and preserve for a long time.
automatic printing; STM32; seven-segment code; rough surface

1004-1540(2015)01-0087-07
10.3969/j.issn.1004-1540.2015.01.016
2014-11-05 《中国计量学院学报》网址:zgjl.cbpt.cnki.net

TP23
A
