铝镁辊与钢件轴复合体的加工分析*
2015-03-22李忠虹汤水菊
李忠虹, 汤水菊
(常州宝菱重工机械有限公司, 江苏 常州 213019)
铝镁辊与钢件轴复合体的加工分析*
李忠虹, 汤水菊
(常州宝菱重工机械有限公司, 江苏 常州 213019)
分析了铝镁合金辊与两端钢件轴头复合件的特点及技术要求,针对工件的加工及拼装中的难点,提出切实可行的工艺措施和加工方法,解决了铝镁辊材质软和拼装两端轴头同轴度0.02的难题。
机械加工; 同轴度; 铝镁合金辊; 拼装工艺
引 言
常州宝菱重工机械有限公司承制两种不同材质拼装的复合件,其加工特点为:本体材料塑性好、材质软,两种不同的材质拼装后同轴度要求0.02。
1 产品特点及主要加工难点
拼装后的复合件如图1所示,本体材质为:A5083-0实心铝镁合金辊(如图2所示),两端为45钢轴头(如图3所示)。

图1 复合件
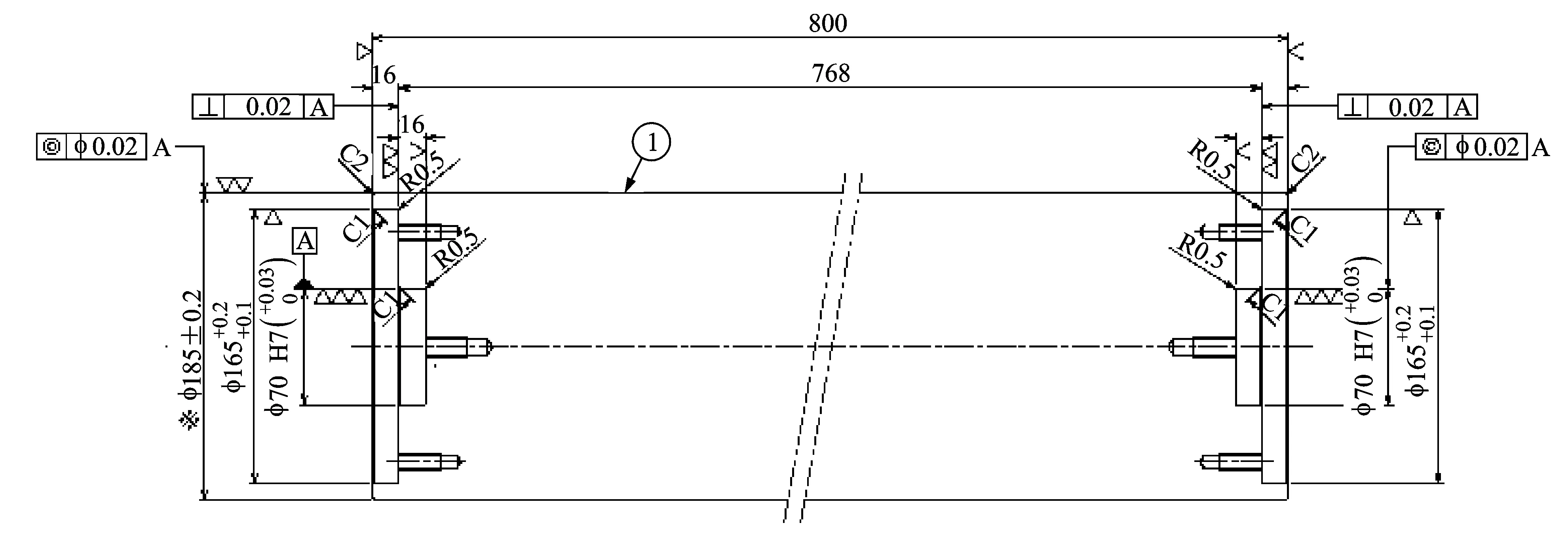
图2 A5083-0实心铝镁合金辊(单位:mm)
复合件的特点是:
(1)本体为铝镁合金:材料的塑性好,加工中很容易碰伤或划伤等。
(2)本体外圆铝氧化:铝氧化过程中,不允许有任何的钢件,故不能将轴头装在本体上同时磨削。
(3)同轴度0.02 :从技术上讲,本体与两端轴头分别加工成成品后直接拼装,即可保证同轴度。但对单个零件的尺寸和形位精度的加工要求都非常高。考虑到加工过程中,零件难免出现一些偏差,因此在两轴头预留出适当的磨削量,待拼装后再磨削。这样可降低加工风险。
(4)拼装面为过渡配合 :由于装配材料硬度不同,敲击极易引起铝件变形。

图3 两端45钢轴头
2 加工流程及工艺措施
2.1 加工流程
为了保证产品精度和质量,针对产品加工难点进行技术攻关,选用最合理有效的加工工艺:
2.1.1 本体拼装前工艺流程
毛坯——钻中心孔——粗车外圆,留余量3 mm——上中心架平两端面,留余量1 mm,粗镗司必克,钻两端中心孔——钻、攻两端司必克螺孔(中心孔暂不加工)——半精车外圆,留余量1 mm ——上中心架平总长,精镗两端司必克——精车外圆——非铝氧化涂漆——铝氧化——钻、攻中心孔,旋入螺套。
2.1.2 轴头拼装前工艺流程
粗车——调质 ——半精车——粗磨——铣键槽、槽,点孔——钻孔——精车配合外圆。
2.1.3 拼装工艺流程
液态氮冷冻轴头——用等力距扳手紧固、拼装。
2.1.4 拼装后工艺流程
磨床检测同轴度——超差,上车床车修中心架档——重修两中心孔——重新检测,磨削轴头——检验。
2.2 工艺措施
2.2.1 本体中心孔加工
本体铝氧化前,中心孔的螺孔不加工,只允许钻两端中心孔;由于铝材质较软的特性,加工螺孔后到顶尖倒角时,钢件的顶尖将破坏螺孔孔口倒角,故仅钻中心孔这一步骤非常关键。
2.2.2 本体精加工
本体外圆已加工为成品后绝对不能上中心架加工,因为在零件旋转过程中,外圆会与中心架架脚不停地摩擦,由于其塑性非常好,外圆接触的部位极易磨损,导致尺寸变小,而且产生一定的色差。故应先将两端司必克加工完毕,再顶两端中心孔,最后精车外圆。 车削采用的刀具也不同于加工普通钢件,应选用正型7°后角铝用刀片,刀片材料牌号K10。
2.2.3 复合体拼装
由于装配材料的硬度不同,为避免敲击变形,所以采用冷冻装配;为确保配合面受力均匀,采用扭矩扳手紧固,有效保证拼装精度。
2.2.4 螺纹C形套的设计与运用
找正本体外圆时,尽量考虑本体与主轴箱体更近,有利于找正和校正。但两端轴头直径小,刚性差(特别是长轴头端),故通过两端设计M50×1.5 mm螺纹C形套(如图4所示),工装开槽解决此问题:有弹性和易夹紧、不打滑,螺纹外端放在C630主轴内,大大提高了工件的刚性和找正的准确性。
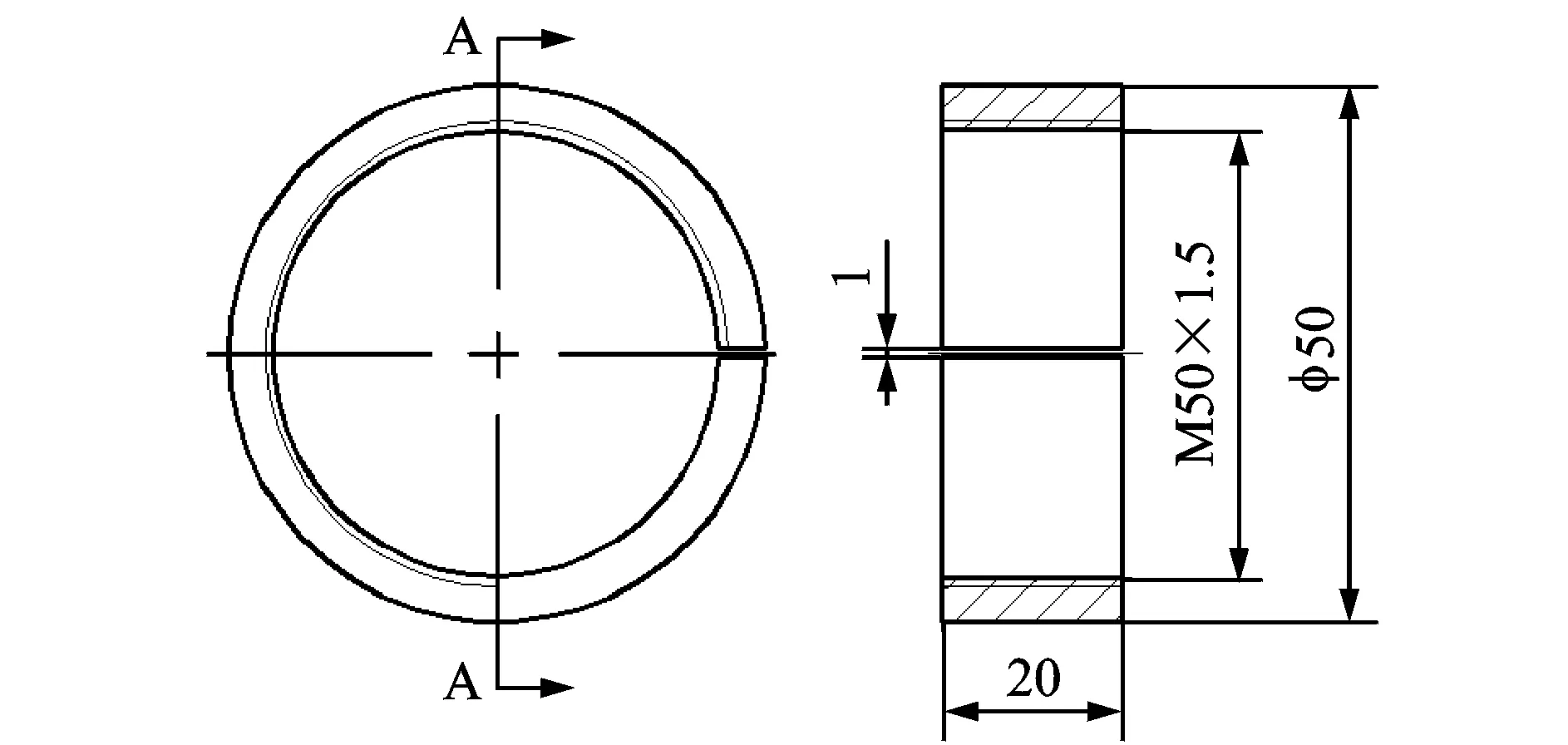
图4 螺纹C形套(单位:mm)
2.2.5 两端中心孔查找
为确保本体与两轴头同轴度0.02,找正后钻两端中心孔很关键。示意图如图5所示,C630 四卡爪盘夹持在C形套上,四卡爪校正左端,顶尖处用铜皮加垫,确保用千分量程表测出的本体两侧同轴度≤0.01,车轴径中心架档,再上中心架,钻两端中心孔A8。

图5 找正示意图
3 实施效果
通过采取以上工艺措施,同时在加工环节严格把关,避免在加工环节中拉毛、碰伤等,特别是巧妙地利用了C形套装夹及找正本体,顺利地加工完成了本复合体。
产品最终检测:两轴头与本体同轴度达到0.02,满足技术要求。
4 结束语
针对铝镁辊与钢件轴复合体拼装精度要求和铝镁合金的塑性好以及铝氧化等特点,采取合理的、切实可行的加工方案及工艺措施,有效地解决了零件外圆易磨损、本体与轴头同轴度0.02的技术难题,最大程度降低了产品的质量风险,圆满地完成了加工任务。
[1] 成大先. 机械设计手册 [M]. 第4版,北京:化学工业出版社,2009.
[2] 陈宏钧. 机械加工工艺手册[M].北京:机械工业出版社,2003.
[3] 吕亚臣. 重型机械工艺手册[M].哈尔滨:哈尔滨出版社,1998.
2015-08-04
李忠虹(1969—),男,助理工程师。电话:13912328965
TH161
