境外火电工程分包商焊接质量控制的探讨
2015-03-20冯群涛
冯群涛,付 庆
(山东电力建设第三工程公司, 山东 青岛 266100)
焊接是火电工程建设中的一项十分重要的工序,它是工程项目质量控制的重要环节之一。[1]焊接质量的好坏直接关系到工程质量、建设速度及投产后机组的安全稳定运行和寿命等,所以,焊接质量控制管理在火电站工程建设中起着举足轻重的作用。随着越来越多的国内企业走出国门,参与境外火电站的建设和施工,在焊接管理和控制过程中也遇到了各种棘手的难题,本文结合笔者在印度、沙特等参与的几个火电项目,对境外火电工程分包商焊接质量控制进行阐述,为公司或其他企业境外工程的焊接管理和质量控制提供借鉴和参考。
一、焊接质量控制管理的基本思路
一般来讲,对焊接质量的控制主要分焊前、焊中、焊后等三个阶段。[2]焊前控制主要是工程质保体系和制度的建立与完善,焊前制定详细的质量计划和质量控制目标,以及焊接准备工作状态的控制。包含了质量计划、目标、标准的选定、焊接工艺评定、焊工资质管理、焊材管理、焊接技术过程及资料的管理及焊接工作开始前相关的准备工作。焊中控制主要是对焊接过程的控制,包括人员、环境材料和工艺等因素。焊后控制主要是对焊缝的检查、验收、试验、对存在的质量问题进行纠正总结及对焊接资料的整理归档等。本文仅对上述部分要素进行重点阐述。
二、焊接质量控制程序的建立
通过参与印度、沙特等国的火电站工程,与焊接有关的质量控制程序主要包括:焊工考试、焊材控制、焊接和检验程序、热处理程序及无损检测程序等,这些焊接质量控制程序无论是业主对承包商,还是承包商对分包商来说都必须要求上报,最终经业主审核批准后现场执行。在印度、沙特等火电工程中,由于涉及的分包商较多,分包商的实力水平也参差不齐,一般是选实力较强,水平较高的分包商所编制的焊接质量控制程序上报给监理或业主审批,保证现场焊接质量控制程序的统一性。
三、焊接质量检验计划的编制
一般来讲,焊接质量检验计划是随着机务专业的检验计划进行编制,它对管道安装过程中的焊接检查的内容和要求进行了规定,也对承包商、分包商、监理、业主等对检查项目的检查要求进行了规定。焊接质量检验计划的编制,主要是基于与业主的大合同要求、执行的标准和施工所用的图纸等。根据以往的经验,在焊接质量检验计划编制中,对检验比例的规定和要求往往与分包商、监理或业主等存在的分歧较大。在印度火电工程中,对检验比例的确定一般参照与业主的大合同要求、IBR规程、ASME及国内标准等,在沙特火电施工中,对检验比例的确定一般参照与业主的大合同要求、ASME标准、设备供货厂家提供的检验要求等。为尽量减少分歧,可以在出图时,结合大合同要求和相关标准,对检验比例加以明确。另对T/P91等高合金材质的检验比例往往随材质分布的部件不同,检验比例也不尽相同,对T/P91检验比例低的部件,一般需和分包商进行协商后确定最终的检验比例,此外,对合金钢材料和焊缝的光谱也尽量在质量编制计划中考虑,尽可能降低焊接质量风险。
四、焊接质量控制人员配备及要求
通过印度和沙特火电工程施工来看,分包商的焊接质量控制人员一般由其所属的QC部管理,分工也十分明确。QC部主要包括以下几类人员:QC经理、现场焊接质量检查工程师、热处理管理工程师(或协调员)、NDT管理工程师(或协调员)、资料整理员、焊材库管理人员等。有些国际火电项目还对焊接质量检查工程师和NDT人员的资质作出了相应的规定和要求。通过笔者参与的印度和沙特的几个火电施工项目来看,绝大多数焊接质量检查工程师的人员对焊接只懂皮毛,甚至连标准都不懂,业务水平和素质都亟待提高。因此,对分包商的焊接质量检查工程师最好要求取得CWI或IWE等国际资格证,并以合同的方式对焊接质量工程师人员任职要求加以约束,避免造成以后现场工作的被动。
五、焊材的管理
焊材的管理无论是在国内还是境外火电施工中十分重要。合格的焊材供货商,规范的焊材管理从源头上减少了焊材误用的可能性。结合印度、沙特火电施工中的经验,对焊材管理方面的相关制度一般由承包商进行编制《焊材库管理办法》,经相关部门审批下发执行。《焊材库管理办法》包括了焊材入库检查、存放、烘焙、发放回收、颜色标识等,见图1-3所示。
对境外火电工程中分包商的焊材管理还需从以下几方面进行规范和约束:
①严把分包商焊材的采购渠道和厂家,尤其是T/P91等高合金钢材质的焊材。分包商采购焊条的厂家必须是由经项目部和业主同意的厂家,否则在施工中不予使用。及时按照进货批次上报焊材合格证,必要时对分包商所采购的焊材抽检进行光谱试验。分包商一般往往考虑成本,对焊材认为成份相同即可,采购一些低劣焊材,为今后焊接质量埋下了隐患。通过我公司执行的几个EPC境外项目经验来看,焊材常见的供货主要有ESAB、BOHLER、THYSSEN等,一般来说以上厂家提供的碳钢、低合金钢和不锈钢等焊材质量合格,但对T/P91等高合金焊材还需慎重选择。对ASME钢印产品,在焊材购买时,焊材符合ASMEII C篇中的相关要求。
②建立符合要求的焊材库,并对不同规格、不同型号和不同材质的焊材用不同的颜色进行标识,避免发错;对焊材的领用,焊工必须凭由负责该项目QC工程师签字的领料单到焊材库进行领用,并做好烘焙发放回收记录,对ASME钢印产品,还需符合ASME质量手册及程序要求。

图1 焊材库的整体布局
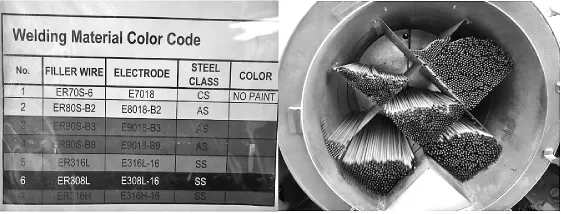
图2 焊材颜色标识

图3 焊材的摆放标示及入库前检查
六、焊接工艺评定及焊工的管理
(一)焊接工艺评定
焊接工艺评定是用于指导施工,是焊接技术控制和焊工认证的最基本依据。开工前,由我公司焊接技术人员与分包商QC工程师结合现场施工图纸梳理出所需焊接工艺评定清单。对从笔者参与的几个工程的经验来看,业主对焊接工艺评定要求是承包商审核后上报业主批准。在我公司执行的印度、沙特等国的EPC项目中,焊接工艺评定一般是由承包商和分包商共同准备,统一由我公司上报业主批准,并由焊接技术人员建立工程所需的焊接工艺评定完整清单台账。此外,由于境外工程涉及的分包商也较多,根据以往经验,可以从各个分包商中选取部分焊接工艺评定与承包商的工艺评定一起构成完整的工艺评定,满足现场施工需求,对重复的工艺评定可以由承包商内部管控即可。对ASME钢印产品来讲,焊接工艺评定要求要更为严格,焊接工艺评定严格按照ASME IX要求执行。
(二)焊工的管理
焊工的管理是焊接质量控制的重要环节。为规范和加强焊工培训和考试管理工作,提升项目焊工整体综合素质,从源头上控制焊接质量,一般在开工初期,由焊接专业结合项目部实际情况,编制《焊工考试管理办法》,并上报监理或业主审核批准后现场严格执行。此外,通过笔者参与的几个境外工程,对焊工的管理还必须要求。
1.境外工程需加强对分包商焊工的资质预审:从笔者参与的几个境外工程来看,焊工水平参差不齐,即使是较大的分包商队伍,高水平焊工也是寥寥无几,甚至还有些焊工连基本的焊接操作常识都不懂尤其是小分包商队伍。因此考试前,对焊工资质的预审十分有必要。通过资质预审可以淘汰一批不合格焊工,避免考试时一次通过率不高,给监理或业主带来不好的印象,造成今后工作的被动。此外,在印度火电工程施工中,高压焊工还需持有IBR证。
2.所有现场焊工在进行焊接作业前经与现场操作实际位置相似的培训和考试:对燃煤、燃油机组来说,该条要求较IBR或ASME等标准的要求更高些。从笔者参与过的印度660MW超临界燃煤机组和沙特660MW燃油机组的经验来看,分包商的焊工只有极少数能够胜任高再、高过、低过、低再等项目蛇形管排的安装阶段的焊接。
3.所有的焊工必须持证上岗:焊工考试结束后,经第三方实验室进行无损检测(一般做RT检验),将检测报告探伤底片递交我公司检测中心,由检测技术人员审核后上报监理或业主审核合格后方能办理由我公司、监理或业主签字盖章的焊工证。焊工证的有效期一般依据工程所在国执行的标准规程来定。
4.建立焊工考试、工作业绩档案等资料,及时跟踪和了解焊工现场实际操作的技能水平,为焊接质量控制提供依据:焊工考试结束后,编制WPQ上报审核,日常工作中,要求分包商对焊工合格率每周或每2周以周报形式上报,对合格率低的焊工要求重新考试或调离现场。
七、现场施工中的焊接质量几个主要控制点
从笔者参与的公司几个EPC境外工程来看,现场焊接质量控制主要是依据质量检验计划,根据以往机组经验,主要是从以下几方面进行把关。
(一)加强焊前的坡口、对口等检查和正确选用定位块的材质
坡口的加工严格按照图纸执行,对口要求也须严格参照图纸、标准等,对对口中折口、错口等也需符合标准要求。在笔者参与的几个境外工程中,分包商一般都习惯于对口前用定位块将焊口进行固定后再进行焊接,因此,对定位块材质必须加以严格要求,做到定位块和施工的母材材质保持一致。
(二)检查落实施工项目所使用的WPS/PQR、焊材是否正确、现场的焊口标识是否正确等
分包商焊工在施工前,一般都习惯执行整体交底,大多是分包商焊接QC工程师告知焊接foreman施工项目和所用焊材,对焊接中的一些细节如层间温度控制、每层厚度要求、盖面要求等都是靠焊工自己把握。因此,每日例行现场巡检对分包商所用WPS、焊材等进行检查十分有必要,尤其是重要材质的项目和部件。
(三)加强焊缝外观的检查和合金钢焊缝的光谱检验(PMI试验)
焊缝外观是否合格影响着NDT试验的结果和一次合格率。对焊缝的检查尽管分包商有较严的检查程序,但受分包商焊接QC工程师水平能力制约和责任意识不到位等因素的影响,往往连一些非常简单的外观缺陷都发现不了。对合金钢材质母材和焊缝的PMI试验应作为一项常规工作,在笔者参与的印度和沙特的几个境外工程中,分包商对合金钢和焊缝的PMI试验意识一般都不强,甚至没有PMI概念。因此,焊缝的外观检查和合金钢材质的PMI试验在境外工程中应作为一项重点工作常抓不懈。
(四)对T/P91、T/P92等高合金材质注重细节和过程的控制
如预热温度、层间温度、每层焊道的控制等。对焊缝及时做到100%热处理,100%无损检测,100%硬度试验,100%PMI试验等。
(五)及时跟踪了解无损检测结果
无损检验是对焊接质量控制的一种重要手段,也是对焊工水平客观真实的反馈,及时了解跟踪无损检测的结果,能够动态反应焊接质量控制中存在的问题和需改进的方向,焊工技能水平等,为下一步质量控制计划提供依据,保证焊接质量控制出于可控在控。
八、境外工程现场施工中焊接质量管理的经验推广
根据笔者参与的几个境外工程,以下几种方法有助于对现场焊接质量的控制。
第一,针对分包商焊接QC工程师人员水平和能力问题,有针对性地采取“帮、扶、传、带”的方式,充分发挥公司焊接技术人员的优势,引导分包商进行质量外观检查,并能够对常见缺陷的处理方法及如何避免有较深刻的理解。
第二,定期组织现场焊接质量检查和组织分包商召开焊接质量分析会,同时对现场的质量问题采取不定期不定时组织部分人员“开小会”,提高效率。
第三,现场施工执行焊接工作卡,将一些焊接主要信息填写表格中,需热处理的项目,还需执行热处理工艺卡,两卡均需我方单项负责人签字审核后方能张贴施工现场,指导施工。对管道施工还需将焊接主要信息如规格、材质、焊材、焊工代号等用记号笔在焊缝附近进行标记。如图4所示。
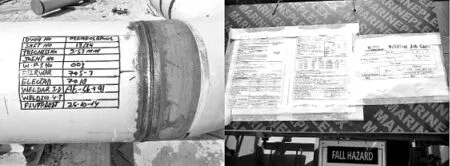
图4 焊接信息标注及W PS、Job Card
第四,定期组织分包商进行优秀焊工评比,并颁发公司的荣誉证书,激励焊工工作热情,在现场施工中形成一种“比、学、赶、超”的良好氛围,促进现场焊接质量的提高。
在境外火电站施工中,尽管焊接质量控制较国内的难度要大很多,但只要我们能够准确把握和运用合同、标准,健全组织机构和建立一套行之有效的焊接管理体系,重点加强对一些质量通病、常见缺陷、焊接管理的几个重要环节等的管控,现场的焊接质量能够得到有效的控制。
[1]冯群涛,王永明,于连水,等.浅谈锅炉受热面焊接质量的控制[J].北京电力高等专科学校学报,2010(6):58-59.
[2]陈永峰.施工现场焊接质量的控制[J].机电工程技术,2012(8):257-258.
