小压缩比秸秆螺旋挤压脱水机试验研究
2015-03-18方书起贺李萍张龙龙陈俊英
方书起,贺李萍,张龙龙,常 春,白 净,陈俊英
(1.郑州大学 化工与能源学院,河南 郑州450001;2.生物质炼制技术与装备河南省工程实验室,河南 郑州450001)
0 引言
近年来,采用农作物秸秆制备燃料乙醇已成为国内外广泛研究的热点课题之一[1-3]. 为防止秸秆中混入的砂土、铁器等杂物对设备寿命及后续工艺的影响,通常采用干切、湿净化、预脱水等手段处理原料秸秆,以满足后续蒸汽爆破的要求[4-6].
当前,国内多借用造纸厂的螺旋挤压喂料器(又称潘多拉式喂料器)用于秸秆的预处理,该设备于上世纪末从国外引进并迅速国产化,压缩比多在2.5∶1 ~4∶1,其最大缺点是功率消耗大;其次是喂料困难、喂料器堵塞、设备打滑磨损等[7-8].目前,对螺旋挤压脱水机的研究多源于生产经验的累积.据报道,合适的料塞管长度、螺旋转速、螺旋螺距、秸秆粒度和含水率等均对设备正常进料、连续运转、设备处理量及耗电量有着显著的影响[9-11].但相关研究主要是针对大压缩比螺旋挤压脱水机,鲜见针对小压缩比螺旋挤压脱水机的研究报道.
为此,针对潘多拉喂料器的缺点和秸秆预脱水要求,笔者自行设计制造了压缩比为2∶1 的螺旋挤压脱水机,在压缩段的螺旋叶片工作面上用不锈钢焊条间断堆焊高1 ~2 mm 的不连续凸台防滑结构;同时,在料筒上设置一种免更换的新型螺钉防滑装置(实用新型专利号:201520038513.1),以增加物料与设备的摩擦力,保证挤压过程顺利进行.试验证明,设备效率和操作性能大大提高.
1 试验原料及设备
1.1 试验原料
试验采用的玉米秸秆均来自河南郑州地区,收集的秸秆经切碎处理,使其切碎后长度为1 ~3 cm,并经风干晾晒处理,使其初始含水量为15% ~25%,贮存使用.
试验过程需要对原料秸秆进行浸泡预处理,以除去收集过程中混入的铁屑、土块等,同时便于后续试验的进一步处理.
1.2 试验设备
本试验采用自行设计的螺旋挤压脱水机,压缩比为2∶1,其结构如图1 所示.

图1 螺旋挤压脱水机结构示意图Fig.1 The structure sketch of screw extruder
该螺旋挤压脱水机由进料段和压缩段两部分组成,其中进料段采用等径等距螺旋结构,压缩段采用变径变距的螺旋结构,料筒与螺旋主轴一起组成了挤压脱水系统,实现物料的输送和挤压.另外,在料筒进料段的底部和压缩段的全部壁面上按一定的布孔方式开设有锥形或阶梯孔,以利于挤压脱水过程中秸秆的排水,在料筒内壁面和螺旋叶片工作面均设有防滑结构.该设备配用3 kW 电机,并通过变频器调节转速,使螺旋挤压脱水机在20 ~60 r·min-1范围内工作.试验条件如表1 所示.
表1 试验条件参数Tab.1 The test condition parameters
1.3 评价参数
式中:W0为进入挤压机前的物料含水量(简称初始含水量),%;W 为排出挤压机的物料含水量(简称终了含水量),%;W1为物料在风干状态下的含水量,本文试验条下取W1=18.3%;q 为湿料处理量(一定时间内收集的湿物料质量除以时间),kg·h-1;P 为设备功率消耗,kW.
2 结果与讨论
2.1 螺旋转速和初始含水量对挤压的影响
图2 为料塞管长度L =40 mm 时干料处理量随螺旋转速变化的曲线.从图2 可以看出,螺旋转速在20 ~50 r·min-1时脱水机的干料处理量随转速的增大而增大,随初始含水量的增加而略有增加;当螺旋转速大于50 r·min-1,设备处理量较低转速有下降趋势.这是因为,物料在螺旋推力作用下沿轴向运动,同时受到料筒的摩擦阻力.随着转速的提高,螺旋叶片推料量增多,料筒对物料的总阻力增加.当转速达到一个最大值时,叶片轴向推力克服不了料筒阻力,叶片和物料之间开始产生相对运动(即出现打滑现象),随着打滑的持续,叶片与物料的摩擦使物料温度升高,摩擦系数下降,造成螺旋推力减小,最终出现物料不能继续前行的现象.因此,需结合设备生产能力,确定合适的螺旋转速,以达到理想处理效果.
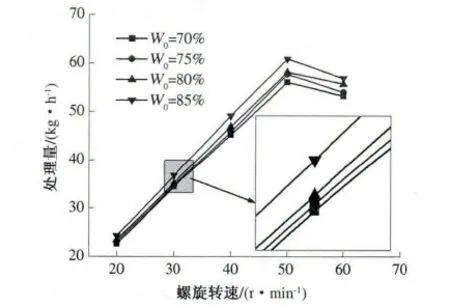
图2 螺旋转速对处理量的影响(L=40 mm)Fig.2 Effect of screw speed on handling capacity(L=40 mm)
图3 为料塞管长度L =40 mm 时设备度电产量随螺旋转速变化的曲线.从图3 中可以看出,在相同物料初始含水量下,螺旋转速在20 ~50 r·min-1时设备的度电产量随转速的增大而增大;当螺旋转速大于50 r·min-1时,设备的度电产量较低,转速有下降趋势.这是因为,在一定范围内提高螺旋转速使设备处理量显著提高,虽然设备功率消耗有所增加.但是,此时设备干料处理量与设备功率消耗的比值(即度电产量)随螺旋转速的增大而上升;而转速过高使得设备干料处理量随转速的增大而下降,这就使得设备度电产量亦出现一个同趋势的转折. 另外,物料初始含水量增加,度电产量增大.
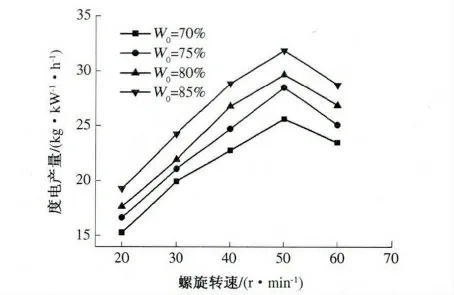
图3 螺旋转速对度电产量的影响(L=40 mm)Fig.3 Effect of screw speed on output per kW·h(L=40 mm)
2.2 料塞管长度和初始含水量对挤压的影响
图4 为螺旋转速n=50 r·min-1时设备的除水率随料塞管长度变化的曲线.从图4 可以看出,设备的除水率随着料塞管长度的增加而增大. 同时,初始含水量对除水率的影响也十分显著,初始含水量越大,其除水效果越明显.当料塞管长度为60 mm,初始含水量为85%时,其除水率最大为20.98%.试验结果表明,料塞管长度从20 mm 增至40 mm 时,除水率增值最大,料塞管长度继续增大,除水率变化不大.这是因为,物料在挤压末了经过料塞管处,料塞管对物料形成二次压缩,秸秆中仍有游离水被挤出,料塞管长度越长,料塞管处对物料的挤压效果越明显. 当料塞管增至一定长度时,由于料塞管上没有出水孔,挤出的水重新被形成的料塞带出,挤压效果不明显.
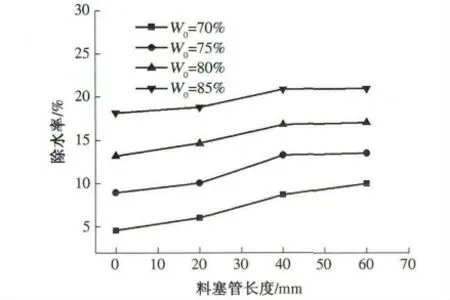
图4 料塞管长度对除水率的影响(n=50 r·min -1)Fig.4 Effect of the length of the straw plug pipe on dewatering rate(n=50 r·min -1)
图5 为螺旋转速n =50 r·min-1时干料处理量随料塞管长度的变化曲线.从图5 可以看出,干料处理量随料塞管长度的增加而减小,同时随初始含水量的增大而增加.这是因为,料塞管长度增加,料塞管对物料阻力增大,物料在螺旋叶片推力下得到更大的压缩,设备除水率增大,相同转速下处理量降低.试验表明,设备不加料塞管且初始含水量为85%时,处理量最大,设备除水率较小;随着料塞管长度增加,除水率呈增大趋势.因此,为达到一定的出口含水率,需增加料塞管的长度.

图5 料塞管长度对处理量的影响(n=50 r·min -1)Fig.5 Effect of the length of the straw plug pipe on handling capacity(n=50 r·min -1)
图6 为螺旋转速n=50 r·min-1条件下度电产量随料塞管长度变化的曲线.由图6 可以看出,随着料塞管长度的增加,度电产量呈下降趋势.这是因为,随着料塞管长度的增加,料塞管对物料阻力增大,设备的功率消耗增大,同时干料处理量减小,故设备度电产量降低.

图6 料塞管长度对度电产量的影响(n=50 r·min -1)Fig.6 Effect of the length of the straw plug pipe on output per kW·h(n=50 r·min -1)
2.3 试验结果分析
在前期试验基础上,采用响应面优化法设计了以螺旋转速(X1)、物料初始含水量(X2)、料塞管长度(X3)为3 因素的共15 个试验组合,其中含有12 个析因子和3 个中心点,中心点用于估计误差,因素及水平设计如表2 所示.试验以除水率(Y1)为主响应值,以处理量(Y2)、度电产量(Y3)为参考响应值,响应面试验矩阵及结果如表3所示.

表2 响应面试验因素与水平Tab.2 Factors and the levels of experiments of response surface analysis
由响应面优化试验结果可知,螺旋挤压机用于秸秆脱水的最佳参数组合为:料塞管长度L =26.91 mm,物料初始含水量W0=85%,螺旋转速n=50.8 r·min-1,此时设备除水率为19.68%,且设备具有满意的干料处理量和度电产量. 在该最佳参数组合下进行了3 组平行试验,试验结果显示:设备除水率平均值为17.92%,试验结果与预测结果之间的误差为8.94%,表明该模型可以用于试验设计与预测.

表3 响应面分析方案及试验结果Tab.3 Observed and estimated values for different levels of experimental design
3 结论
采用螺旋挤压脱水机对原料秸秆进行脱水试验研究时发现,螺旋转速、物料初始含水量和料塞管长度是最重要的3 个参数. 通过分析其对设备除水率、处理量、度电产量等的影响可以看出:在一定范围内提高螺旋转速、增大物料初始含水量可提高设备处理量和度电产量;增大物料初始含水量、增大料塞管长度可增大设备除水率以及降低出口物料含水量.在实际生产中,为保证脱水过程的稳定高效,需采用合适的螺旋转速并配合合适的物料初始含水量以及料塞管长度. 通过响应面优化研究可知,螺旋挤压脱水机处理预浸秸秆过程中,螺杆转速为50.8 r·min-1、物料初始含水量为85%、料塞管长度为26.91 mm 时,设备的综合效率最高.
[1] LIMYEM A,RICKE C S. Lignocelluosic biomass for bioethanol production:Cirrent perspectives,potential issues and future prospects[J]. Progress in Energy and Combustion Science,2012,38(4):449 -467.
[2] 宋安东,任天宝,张百良.玉米秸秆生产燃料乙醇的经济性分析[J]. 农业工程学报,2010,26(6):283-286.
[3] BALAT M,BALAT H.Recent trends in global production and utilization of bioethanol fuel[J].Applied Energy,2009,86:2273 -2282.
[4] 袁丽婷.玉米秸秆预处理技术研究进展[J].中国酿造,2008,27(20):1 -7.
[5] 顾张丽.连续式中压蒸汽爆破预处理设备的研究[D].上海:华东理工大学机械与动力工程学院,2013.
[6] 陈克复,黄石茂.制浆造纸机械与设备:上册[M].北京:中国轻工业出版社,2003:299 -334.
[7] 田雨德,陈柏林.对螺旋给料器的认识与实践[J].造纸技术通讯,1976(5):66 -72.
[8] 刘靖.螺旋进料器的设计计算[J]. 纸和造纸,2009(4):53 -54.
[9] 严红林. 连续蒸煮螺旋喂料器的操作[J]. 纸和造纸,1996(2):34.
[10]杨明艳.蒸汽连续喷爆设备加料器的研究[D]. 郑州:郑州大学化工与能源学院,2007.
[11]白晓虎,李芳,张祖立,等. 秸秆螺旋喂料装置工作性能的试验研究[J].农机化研究,2007,29(2):162-181.
