6061-T6铝合金超声辅助搅拌摩擦焊接头的组织与力学性能
2015-03-17宁朝阳任成高
宁朝阳,任成高
(湖南工业职业技术学院,长沙 410208)
0 引 言
自1991年英国焊接研究所(TWI)发明搅拌摩擦焊(FSW)以来,该技术在铝、镁、铜等轻金属材料的焊接方面展现了独特的优势,并得到了越来越广泛的应用[1-2]。FSW属于固相焊接,焊接过程的温度较低,不会达到被焊材料的熔点,不会产生裂纹、气孔等熔化焊经常出现的缺陷;此外,它还具有很多优点,如接头强度高,接头残余应力小、变形小,焊接过程绿色、环保,焊接成本低,易于实现自动化等[3-5]。目前,FSW 已在航空航天、造船、高速列车、汽车制造等领域显示出了广阔的应用前景。
随着被焊材料的强度提高,焊接难度增大,FSW的适焊性下降,表现为接头的缺陷增多,强度降低,适焊工艺参数窗口变窄。其根源是由于FSW的热源主要来自于搅拌针轴肩与焊件上表面间的摩擦热、搅拌针与焊件结合面间的摩擦热以及搅拌针附近金属的塑性变形热。其中大部分热源来自轴肩与焊件上表面间的摩擦热[6-8],这一生热机制导致热输入在焊接区分布不均,从而使得焊接接头在厚度方向的组织、性能差异很大,且在焊接接头下表面易出现未焊透和隧道型缺陷。目前,改善FSW过程中材料流动行为的主要途径是优化搅拌头的几何形状、优化组合焊接工艺参数以及改善焊接区的温度场,但由于FSW生热的固有特性,以上三种途径的改善作用都非常有限。
强超声在介质中传播时会产生一系列效应,如力学效应和热学效应等。其中,超声波的力学效应有搅拌、分散、除气、成雾、凝聚和冲击破碎的作用;热学效应是指超声波作用于介质中并被介质吸收,也就是能量的吸收[9]。在FSW的基础上,在搅拌针端面辅加一个纵向振动的超声波,可使搅拌头在做FSW运动的同时因受大功率超声系统驱动亦做铅垂方向的超声振动。超声能直接作用于搅拌针周围的塑性金属,超声波的搅拌和振动破碎作用可提高搅拌针周围金属原子的运动能级和扩散能力,增强微观塑性流变行为。贺地求[10]、武传松[11]、Park[12]等分别利用不同的超声加载形式以及多种试验方法研究了超声对搅拌摩擦焊的助焊作用。基于此,作者对6061-T6铝合金进行超声辅助搅拌摩擦焊接(UA-FSW),从工艺窗口角度研究了 UAFSW过程中超声波的助焊效应,并将UA-FSW接头的焊接质量、力学性能以及焊核的显微组织与FSW接头的进行了对比。
1 试样制备与试验方法
待焊材料为3mm厚的6061-T6铝合金板,其抗拉强度为285MPa,伸长率为8%,断面收缩率为23%,其化学成分见表1。焊接时采用带螺纹的搅拌头,轴肩直径为11mm,搅拌针直径为3mm,长2.7mm。焊前使用有机溶剂丙酮擦拭焊件的待焊面,并用专用夹具将焊件固定在工作台上。试验过程中搅拌针的旋转速度为1200r·min-1,焊接速度为100~400mm·min-1,超声功率为2kW,频率为20kHz。

表1 6061-T6铝合金的化学成分(质量分数)Tab.1 Chemical composition of 6061-T6aluminum alloy(mass) %
采用XD7600NT型X射线检查仪对焊接接头中的缺陷进行X射线无损检测;沿垂直于焊缝方向截取拉伸试样(GB/T 2651-2008)和金相试样,采用Leica DMI 5000M型光学显微镜(OM)观察焊核区的形貌,腐蚀剂为由1%(体积分数,下同)HF、1.5%HCl、2.5%HNO3和95%H2O组成的 Keller试剂;采用Model HVA-10型维氏硬度计进行显微硬度测试,加载载荷为0.98N,加载时间为15s;在CSS-44100型电子万能试验机上进行拉伸试验,拉伸速度为2mm·min-1,结果取5次试验的平均值;采用JEOL JSM-6360LV型扫描电镜(SEM)观察拉伸断口的形貌。
2 试验结果与讨论
2.1 焊接接头的质量
由表2可见,当焊速较低时,FSW和UA-FSW均能获得无缺陷的焊接接头。但当焊接速度达到350mm·min-1时,FSW 接头出现了连续缺陷,如图1(a)所示。这是因为当焊速较高时,焊缝单位产热减少,材料的流动性降低,搅拌针后部材料的填充速度跟不上焊接速度,因此产生连续性孔洞缺陷。但在该焊速下,UA-FSW却能形成无缺陷的焊接接头。当焊接速度达到400mm·min-1时,UA-FSW接头中开始出现不连续的微缺陷,如图1(b)所示,这说明该焊速已达到3mm厚6061-T6铝合金进行UA-FSW焊接的临界速度。超声波的振动作用增强了搅拌针周围材料的流动性,这对消除缺陷具有积极作用。超声波的助焊效果使UA-FSW接头的缺陷率比FSW接头的大幅降低,焊接效率明显提高,大大提高了焊接质量和生产效率。
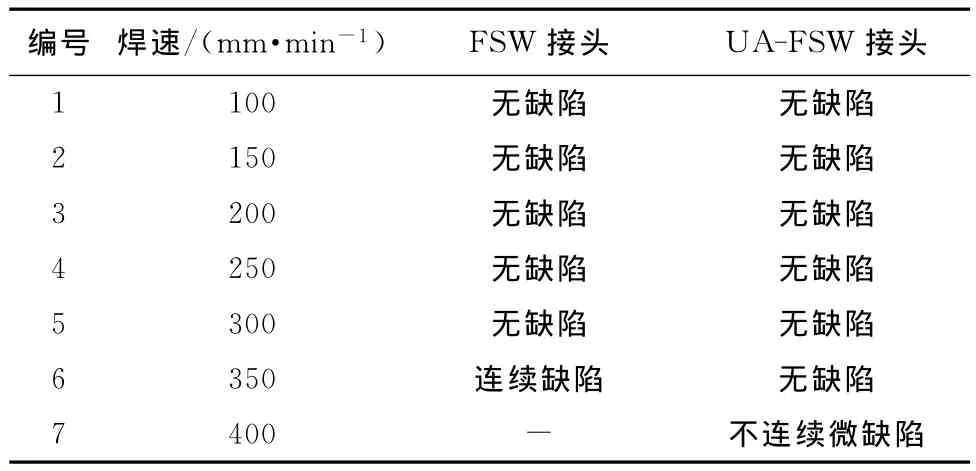
表2 FSW接头和UA-FSW接头的X射线探伤结果Tab.2 X-ray detection results of FSW joint and UA-FSW joint
2.2 焊接接头的力学性能
2.2.1 拉伸性能
通过拉伸试验发现,所有试样均断裂于前进侧。

图1 FSW接头和UA-FSW接头的X射线探伤缺陷形貌Fig.1 X-ray detection images of FSW joint and UA-FSW joint:(a)FSW joint,welding rate of 350mm·min-1 and(b)UA-FSW joint,welding rate of 400mm·min-1
由图2可见,当焊接速度在100~300mm·min-1范围内时,FSW接头的抗拉强度相当,均在210~220MPa之间(为母材的80%左右),伸长率约为6%(略低于母材的);当焊速高达350mm·min-1时,FSW接头的抗拉强度仅为150MPa,伸长率仅为3.5%,这是由接头内部的连续性孔洞缺陷造成的。
另由图2可以看出,当焊接速度为100~350mm·min-1时,UA-FSW 接头的抗拉强度为230~250MPa,伸长率约为7.5%,均高于FSW 接头的。可见,UA-FSW接头的强度和塑性均明显优于FSW接头的。当焊接速度高达400mm·min-1时,UA-FSW 接头的抗拉强度大幅下降,仅约为180MPa,这说明X射线检测出来的不连续微缺陷对接头的力学性能不利。

图2 FSW接头和UA-FSW接头拉伸性能随焊接速度变化的曲线Fig.2 Tensile properties vs welding rate for FSW joint and UA-FSW joint
2.2.2 显微硬度
从图3可以看出,FSW接头和UA-FSW接头显微硬度曲线的形状均为“W”型;UA-FSW接头的显微硬度较FSW接头的高,特别是焊核区显微硬度提高得更为明显。超声辅助的搅拌、破碎作用使UA-FSW接头焊核区中的晶粒尺寸较FSW接头焊核区的更加细小、均匀,因此UA-FSW接头焊核区的组织更好,显微硬度也更高。此外,与FSW接头相比,UA-FSW接头焊核区显微硬度曲线的波动更小。
由于FSW和UA-FSW的焊接特性,前进侧和返回侧的热机影响区与热影响区交界处的金属受到剧烈的搅拌作用,其组织和性能较差,硬度较低,且前进侧的硬度最低。这是由于前进侧金属的塑性流动方向与母材的塑性流动方向相反,使得前进侧的金属经受较为剧烈的变形,组织和性能均较返回侧的低,这也是拉伸试样均断于前进侧的原因。

图3 FSW接头和UA-FSW接头的显微硬度分布曲线Fig.3 Microhardness distribution curves of FSW joint and UA-FSW joint
2.3 焊接接头拉伸断口形貌
FSW接头的拉伸断口主要由细小的等轴韧窝组成,韧窝较小且较浅,数量也较少,如图4(a)所示,可知该接头的韧性较差。UA-FSW接头拉伸断口中的韧窝较大,数量也较多,在大韧窝里还包含着许多细小的韧窝,如图4(b)所示,可知该接头具有较好的韧性,断裂属于韧性断裂。
2.4 焊核区的组织
由图5可以看出,两种接头焊核区的形貌非常相似,都有明显的“洋葱环”。
焊核区在搅拌针剧烈的搅拌和摩擦作用下发生显著的塑性变形,而且温度较高,达到了再结晶温度,从而可以实现晶粒的再结晶和强化相的再分配,所以焊核区为非常细小的等轴再结晶晶粒。对比图5(a~b)可以看出,UA-FSW接头焊核区的金属流动得更为流畅,晶粒较FSW接头焊核区的也更加细小、均匀。这是因为超声在焊接过程中起到了改善组织流动性和细化晶粒的作用,这使得UA-FSW接头的强度和塑性更好。UA-FSW因附加了超声波的高频振动和搅拌作用,加强了对焊缝组织的搅拌作用,增强和改善了金属的塑性流动,所以焊核区呈现出的“洋葱环”特征更为流畅。

图4 FSW和UA-FSW接头的拉伸断口形貌Fig.4 Tensile fracture morphology of FSW joint(a)and UA-FSW joint(b)
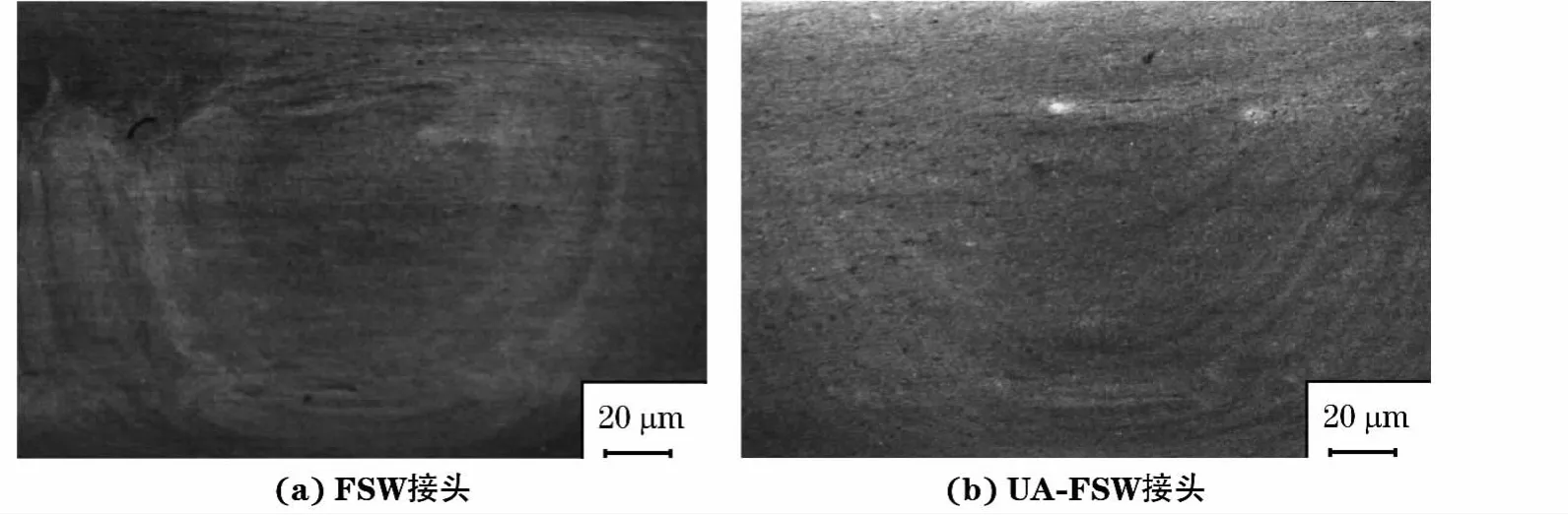
图5 FSW接头和UA-FSW接头焊核区的OM形貌Fig.5 OM morphology of weld nugget zone in FSW joint(a)and UA-FSW joint(b)
UA-FSW焊接可使焊核区金属的流动性更为流畅,组织更为致密,能有效改善FSW焊接因金属流动不充分而引起的各种焊接缺陷。因此,当焊速为350mm·min-1时,FSW接头已出现连续性隧道缺陷,而UA-FSW接头则成形良好且无缺陷。可见,超声波助焊拓宽了焊接工艺窗口。
3 结 论
(1)UA-FSW焊接能有效改善金属的塑性流动,减少焊接缺陷,拓宽焊接工艺窗口。
(2)两种焊接接头的显微硬度曲线均呈“W”形,焊核区均呈“洋葱环”特征,但UA-FSW接头焊核区的“洋葱环”流线更为流畅和均匀,组织更为细小、致密。
(3)与FSW 接头相比,UA-FSW 接头的硬度和拉伸性能更高,断口上的韧窝更多、更深,焊核区的晶粒更小、更均匀。
[1]THOMAS W M,NICHOLAS E D,NEEDHAM J C,et al.Friction-stir butt welding[P/OL].[2015-04-10].http:∥ci.nii.ac.jp/naid/10017153069#cit.
[2]MISHRA R S,MAHONEY M W.Friction stir processing a new grain refinement technique to achieve high strain rate superlasticity in commercial alloys[J].Materials Forum,2001,357:507-514.
[3]赵亚东,张运真,何强.6061-T6铝合金搅拌摩擦焊接头的组织和性能[J].机械工程材料,2014,38(8):93-100.
[4]李铁龙,杨新岐,王振山.焊速对AZ80镁合金搅拌摩擦焊接头成形及组织的影响[J].机械工程材料,2013,37(5):26-29.
[5]张腾,何宇廷,伍黎明,等.2524-T3铝合金搅拌摩擦焊对接接头的疲劳性能[J].机械工程材料,2012,36(5):47-49.
[6]FENG Z,GOULD J E,LIENERT T J.A heat flow model for friction stir welding of aluminum alloys[J].Hot Deformation of Aluminum AlloysⅡ,1998,7(2):149-158.
[7]SONG M,KOVACEVIC R .Thermal modeling of friction stir welding in a moving coordinate system and its validation[J].International Journal of Machine Tools and Manufacture,2003,43(6):605-601.
[8]HU Z M,HU B.Numeric model of welding temperature in friction stir welding and affection factors[J].Chinese Journal of Mechanical Engineering,2006,42(7):235-238.
[9]应崇福.超声学[M].北京:科学出版社,1990:7-8.
[10]贺地求.超声搅拌焊接方法及其装置:中国,200610004059.3[P].2006-09-27.
[11]武传松,刘小超,张皓庭.超声振动辅助搅拌摩擦焊装置:中国,201210244175.8[P].2012-11-21.
[12]PARK K,KIM B,NI J.Numerical simulation of plunge force during the plunge phase of friction stir welding and ultrasonic assisted FSW [C]//ASME 2008International Mechanical Engineering Congress and Exposition.[S.l]:American Society of Mechanical Engineers,2008:237-242.