高质量石英管在线检测与分档系统
2015-03-17张华山
张华山
(河北省科学院激光研究所,河北 石家庄 050081)
高质量石英管在线检测与分档系统
张华山
(河北省科学院激光研究所,河北 石家庄 050081)
针对石英玻璃管生产厂家实际需求,研制了一套适用于生产线上石英玻璃管外径、壁厚、偏壁度精密检测及分档的系统。该系统基于成像检测原理、计算机图像处理技术,激光扫描原理。石英玻璃管壁厚、偏壁度采用旋转检测,外径采用单方向、整根管全长检测,辅以爬坡输送机构、步进电机分选机构以及存管装置,保证了高精度的检测与分档。
石英玻璃管; 外径; 壁厚; 偏壁度; 分档
0 引言
石英玻璃具有耐高温、耐腐蚀以及热稳定性、透光性能、电绝缘性能均优良的物理、化学性能。因此,被广泛应用于电光源、半导体、光通信、医疗器械、水处理、食品卫生等各个领域,应用前景非常广阔。
外径、壁厚、偏壁度等参数是衡量石英玻璃管质量最重要的指标之一,它直接影响到最终产品的成品率与使用寿命。在生产中,石英管的外径要适应成型设备卡具的不同规格,而壁厚的薄厚、均匀与否更是与产品成型的内在质量密切相关。例如:以石英管为内管的金卤灯等灯具在点亮瞬间会产生2000-3000℃的高温,偏壁度过大,点亮瞬间会造成壁薄的一侧析晶,材质发生变化,变成不透明或者亮点。另外,偏壁度差的管子做成泡壳后光通性不好,造成发光不均匀。所以,为了保证成品的质量,深加工前需根据要求剔除外径、壁厚、偏壁度不合格的管子,并按生产要求分为不同档次。
本文论述的系统正是基于此类需求研制而成,将光电检测、图像处理、智能控制及精密机械等技术相结合,形成了一套智能化的检测、分档系统。
1 系统构成
如图1所示,该设备主要由机械传动、壁厚成像检测、激光扫描仪、控制柜等四个部分组成。
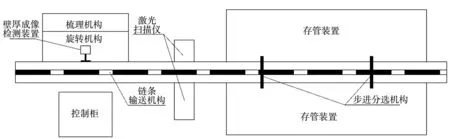
图1 系统结构示意图
机械传动部分包括梳理机构、旋转机构、链条输送机构、步进分选机构、收管装置等部分。
壁厚成像检测由背光源、镜头及相机等部分组成。
控制柜由显示屏、嵌入式计算机(上位机)、直径主机(下位机)、变频控制器、分选驱动器等部分组成。
2 工作原理
在拉管生产过程中,石英管经激光測径仪的在线检测被判定为合格管与不合格管。切割下来的不合格管经分选机构被直接剔除,而合格玻璃管被切割经梳理机构依次整齐、平稳地上到旋转机构上。在这里,对玻璃管中间位置进行高速成像。计算机获取图像数据、完成数据的处理、运算,得到被测玻管的壁厚、偏壁度等测量数值。
完成壁厚检测的玻管经过输送机构依次通过激光扫描仪。在扫描仪内,He-Ne激光经光学系统变换,高速旋转〔1500转/分〕八面体反射,在扫场中间得到自上而下平行扫描细光线,并聚焦到探测器上,探测器将每次扫描标准规、被测玻璃管所获得的信号经放大、整形等处理后送至直径主机,进行分频、计数,由CPU采集、计算、处理,得到被测玻管的直径。
计算机通过综合激光直径、成像壁厚的检测结果及分档要求,确定玻管的分选档次,并控制分选机构将玻璃管自动分选在相应位置的接收支撑架上。
系统能够实时显示测量数据的结果及其偏差曲线;统计玻管的根数及其成品率;完成数据的实时存储;查询与输出历史记录等等。
3 系统设计
3.1 激光直径检测原理
本设备利用激光扫描的原理完成对玻管直径的检测,其实质就是利用激光的方向性和高能量密度这一特点,将对被测物体尺寸的测量转化成对扫描时间的计量(图2)。
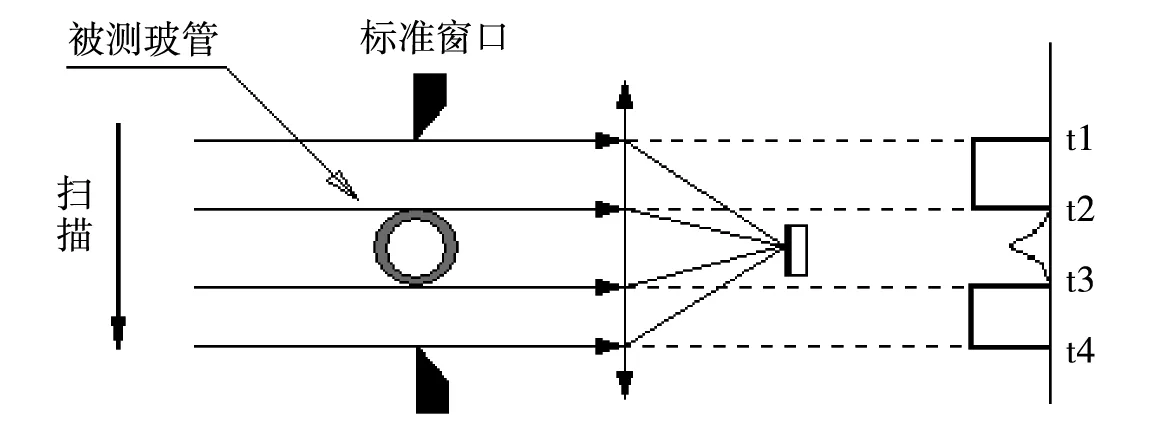
图2 激光扫描原理
如图2所示,激光自上而下匀速、平行扫描。在t1、t2、t3、t4时刻分别扫描经过标准窗口的上边缘、被测玻管上边缘、被测玻管下边缘、标准窗口的下边缘,则扫描经过标准窗口和被测玻管的时间间隔分别为T=t4-t1及t=t3-t2。如果已知标准窗口的长度为L,则求得被测玻管直径:
d=L*t/T
3.2 壁厚成像检测原理
图3为玻璃管壁厚成像检测示意图。CCD相机对旋转机构上的玻璃管进行高帧率的成像采集,获取包含壁厚、偏壁度信息的图像数据。计算机对数据图像进行处理与分析,剔除异常或不合理测点,并对测量结果进行修正,从而得到实时的检测结果。
3.3 检测控制电路设计
如图4所示,该系统电路主要实现图像采集、人机交互、上下位机通讯、直径测量信号调理、传动与分选机构控制等功能。
计算机中央处理器通过图像采集卡将来自CCD相机、包含壁厚信息的视频信号采集到计算机中,供其后续分析与处理。
激光直径主机接收来自激光扫描仪的测量信号,经分频、计数电路处理后由主CPU采集、计算及处理,得到被测玻璃管的直径数据。主CPU将检测结果经串口传送到计算机,由计算机综合直径、壁厚的测量结果及设定要求,完成玻璃管档次的计算和划分,并发出控制信号到给下位机,由其控制玻璃管分选到各个接收支架上。
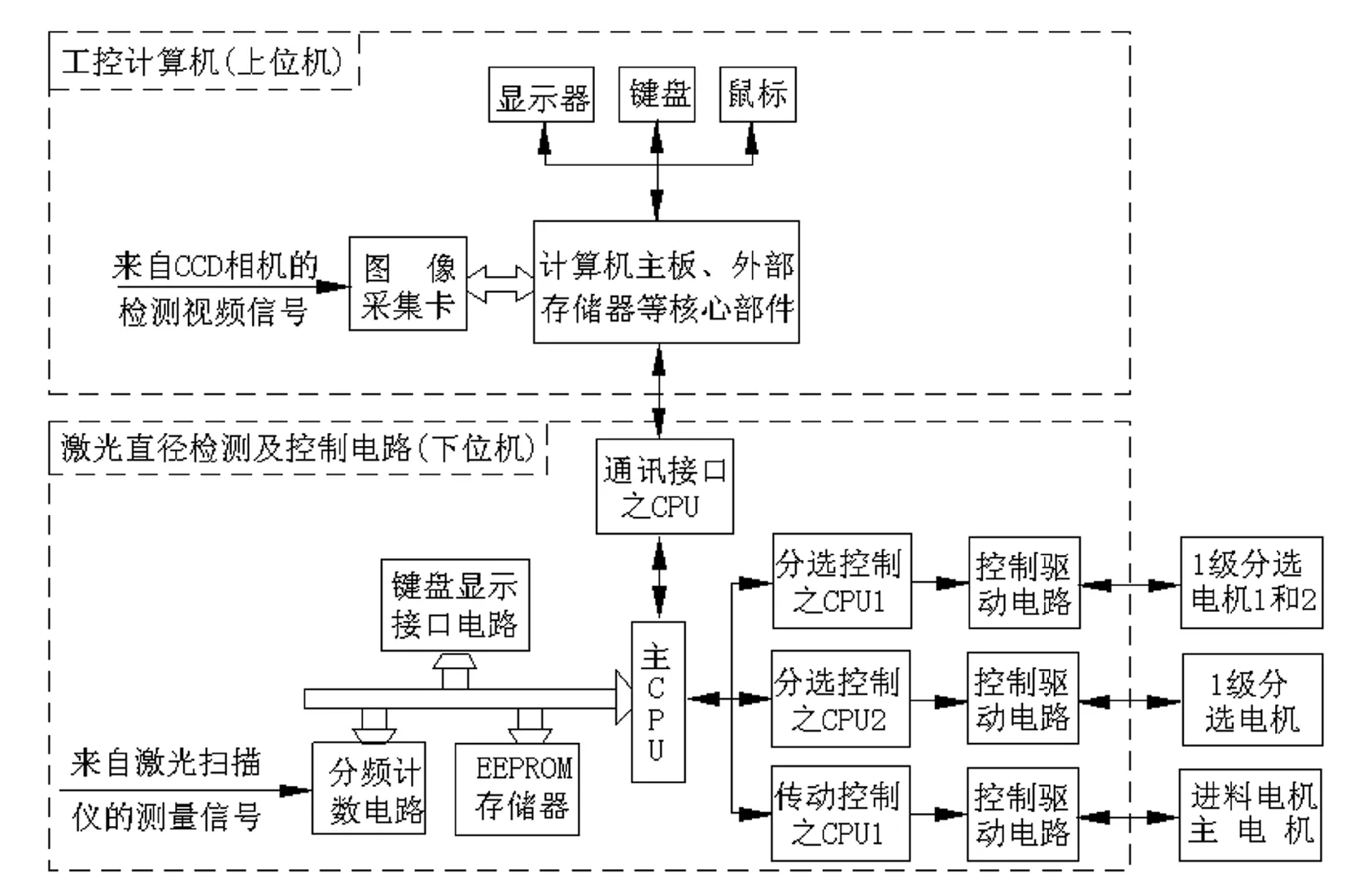
图4 系统检测控制电路原理框图
3.4 机械设计
机械传动部分包括驱动电机、旋转机构、链条输送机构、步进电机分选机构、收管装置等。
(1) 旋转机构。旋转机构由一个步进电机带动,包括两组旋转轮、定位开关、辅助支撑件等,保证被测石英管在检测周期内实现匀速转动。
(2)链条输送机构。输送机构包括驱动电机、输送链条、V型托、导轨以及框架支撑结构。玻管由V型托带动、匀速通过激光扫描仪并输送至分选区域。
(3)步进电机分选机构。分选机构采用两级分选方式,第一级分选确定了分选区域的左右位置,第二级分选则实现上下层次分选,这样满足了左右各分三层的要求,从而能够实现最多六个档次玻管的分选。
品管圈(QCC)是医院重要的医疗质量管理手法,在医疗领域中应用广泛[2]。尤其是在医院药学质量管理中具有较高的应用价值[3]。我院急诊药房于2016年9月至2017年1月,开展了主题为降低急诊不合理处方发生率的品管圈活动,取得了显著成效。
(4)收管装置。收管装置设置于分选机构两侧,为层式结构,每侧可设置三层。
整套机械系统互连成整体,并设有脚轮,方便在不同生产线间移动,并且所有与石英管接触面均采用聚四氟材料,防止管子沾染杂物。
2.4 程序设计
程序设计包括微机系统程序、激光直径主机程序两部分。
2.4.1 微机系统程序
微机系统程序主要完成玻管壁厚、偏壁度的成像采集、处理与分析;直径、壁厚相关数据及曲线的实时显示;玻管的分选档次判定与控制输出;数据结果的实时存储及历史查询等功能。图5所示,为系统程序的主控窗口界面。

图5 玻管检测分选系统主窗口

图6 玻管壁厚检测窗口
2.4.2 激光直径主机程序
主要包括通讯接口CPU程序、主CPU程序、传动与分选控制CPU程序。
通讯接口CPU程序主要实现上下位机的双向串行通讯功能;主CPU程序主要完成直径扫描测量信号的实时采样、运算与处理,得到被测玻管的直径;传动及分选控制CPU程序主要接收来自计算机命令,生成电机速度和方向的控制信号,从而驱动各个传动电机及分选机构完成自检、复位、运转及分选等功能。
4 应用与结论
该系统已在某股份有限公司生产线上得到应用。在应用该系统之前,该公司生产线上切割下来的合格的石英管只检测外径,壁厚偏壁度靠人工抽取检测,劳动强度大而且很容易漏检。另外切割下来的合格管外径是一个比较大的范围,没有进行细分,后期深加工中成品率较低,产品质量得不到保障。使用该系统后,系统实时的对生产线下来每根管子进行三参数的检测并分档,工人只需将分好的石英管收走打包,不仅大大减轻了工人劳动强度,更是提高了后期深加工中产品质量和成品率。
该系统检测准确,运行稳定可靠,操作简便,易于维护,完全能够满足企业生产的需要,在该类企业中极具推广价值。
The system for high quality quartz tube detection and step online
ZHANG Hua-shan
(InstituteofLaster,HebeiAcademyofSciences,ShijiazhuangHebei050081,China)
According to the practical demand of quartz glass tube manufacturers,we developed a set of step system suitable for detection the outer diameter,wall thickness and deviation of feldspar glass tube precisely on the production line.The system is based on the principle of imaging detection,computer image processing technology and laser scanning principle,supplemented by climbing conveying mechanism,stepper motor separation mechanism and pipe device.Wall thickness and deviation of quartz glass tube adopted rotation test,while the outside diameter used single direction detection of whole tube.The system made sure of detection and step precisely for the quartz glass tube.
Quartz glass tube; Outer diameter; Wall thickness; Deviation; Sorting
2015-06-30
张华山(1983-),男,河北新乐人,研究实习员,主要从事光电测控产品的研制与开发.
1001-9383(2015)03-0052-06
TP274
A